Das könnte Ihnen auch gefallen
- Centro de Usinagem e Torneamento CNC. Cristhian Marchi Hugo MenesesDokument50 SeitenCentro de Usinagem e Torneamento CNC. Cristhian Marchi Hugo MenesesHugo100% (3)
- Apostila - Cam - Senai - Camsulting - ROBERTO SIMONSEN PDFDokument216 SeitenApostila - Cam - Senai - Camsulting - ROBERTO SIMONSEN PDFnegron1977Noch keine Bewertungen
- Catago de TransmissaoDokument49 SeitenCatago de TransmissaoAnonymous 9fCAFynMNoch keine Bewertungen
- Máquinas CNC 16.1Dokument71 SeitenMáquinas CNC 16.1gaborinNoch keine Bewertungen
- Programacao de Maquinas CNCDokument84 SeitenProgramacao de Maquinas CNCEvandro Lopes da SilvaNoch keine Bewertungen
- Programação de Máquinas CNC BÁSICODokument85 SeitenProgramação de Máquinas CNC BÁSICORafhael SandersonNoch keine Bewertungen
- Apostila CNC2007Dokument136 SeitenApostila CNC2007clocis25% (4)
- Apostila Torno CNCDokument119 SeitenApostila Torno CNCWilliam Marcos Mistrelo100% (1)
- CNC Comando Numérico Computadorizado PDFDokument13 SeitenCNC Comando Numérico Computadorizado PDFLucas AssisNoch keine Bewertungen
- Controle DigitalVon EverandControle DigitalNoch keine Bewertungen
- Apostila de Centro de Usinagem CNC - SENAI Brás PDFDokument110 SeitenApostila de Centro de Usinagem CNC - SENAI Brás PDFmeatronicaNoch keine Bewertungen
- Automação Da Usinagem I E Ii Programação de Máquinas CNC: Professor: Eng - Claudinei Santiago SantosDokument139 SeitenAutomação Da Usinagem I E Ii Programação de Máquinas CNC: Professor: Eng - Claudinei Santiago SantosErika Da silvaNoch keine Bewertungen
- Aulas Práticas Eletronica Digital IIDokument55 SeitenAulas Práticas Eletronica Digital IIOlney JonerNoch keine Bewertungen
- Senai - Processos ProgramáveisDokument383 SeitenSenai - Processos ProgramáveisRogerio Felix0% (1)
- Apostila Torno C.N.C. Mach 9Dokument63 SeitenApostila Torno C.N.C. Mach 9Lucas TanjoniNoch keine Bewertungen
- Apostila Unidade 1 de CAD CAMDokument25 SeitenApostila Unidade 1 de CAD CAMDenylson Lima DantasNoch keine Bewertungen
- CNC - Introdução TeóricaDokument31 SeitenCNC - Introdução TeóricaNoriane PadilhaNoch keine Bewertungen
- Apostila Torno CNCDokument122 SeitenApostila Torno CNCkkvanti100% (1)
- Apostila de Centro de Usinagem CNC - SENAI BrásDokument112 SeitenApostila de Centro de Usinagem CNC - SENAI BrásPaulocnc100% (7)
- Aulas 01 - CNC - Introdução e CoordenadasDokument29 SeitenAulas 01 - CNC - Introdução e CoordenadasLuis OmenaNoch keine Bewertungen
- Aula - 8 - CNCDokument34 SeitenAula - 8 - CNCFelipe PostigoNoch keine Bewertungen
- Control Numerico Computarizado, DiapositivasDokument22 SeitenControl Numerico Computarizado, DiapositivasDenilson William Millio EstradaNoch keine Bewertungen
- Aula1 - IntroduçãoDokument30 SeitenAula1 - IntroduçãoEmerson JuniorNoch keine Bewertungen
- Apostila de Centro de Usinagem CNC SENAI BrasDokument112 SeitenApostila de Centro de Usinagem CNC SENAI BrasjonasNoch keine Bewertungen
- Apostila CNC CTIDokument142 SeitenApostila CNC CTIArthur Cardoso Xavier de CastroNoch keine Bewertungen
- ApostilaexerciciosDokument98 SeitenApostilaexerciciosÂngelaCorreiaNoch keine Bewertungen
- Aula 05 - Introdução A Sistemas CNCDokument60 SeitenAula 05 - Introdução A Sistemas CNCHans DarnwellNoch keine Bewertungen
- PCU - Aula 02 - Aspectos Gerais Sobre Máquinas CNCDokument39 SeitenPCU - Aula 02 - Aspectos Gerais Sobre Máquinas CNCHelder Anibal HerminiNoch keine Bewertungen
- Comando NuméricoDokument41 SeitenComando NuméricoAlessandro CaetanoNoch keine Bewertungen
- Controle Numérico Computadorizado CNCDokument61 SeitenControle Numérico Computadorizado CNCMaurício Falcão Teti FilhoNoch keine Bewertungen
- Apostila CNCDokument229 SeitenApostila CNCJulianoTorNoch keine Bewertungen
- 1538 7572 3 PBDokument10 Seiten1538 7572 3 PBRafael MartinsNoch keine Bewertungen
- O Que É Controle Numérico História o CNC 1Dokument3 SeitenO Que É Controle Numérico História o CNC 1Rui Pedro Alves BarrosoNoch keine Bewertungen
- Fundamento1-Fundamentos Do CNC para UsinagemDokument22 SeitenFundamento1-Fundamentos Do CNC para UsinagemPéricles Ferreira LeiteNoch keine Bewertungen
- Apostila de Centro e TornoDokument113 SeitenApostila de Centro e TornoAlex Sandro PoncianoNoch keine Bewertungen
- ExercicioDokument55 SeitenExercicioJose Rui Barbosa100% (1)
- G Code CNCDokument14 SeitenG Code CNCHigino MaininiNoch keine Bewertungen
- Entendimento Básico Do CNCDokument9 SeitenEntendimento Básico Do CNCÂngelaCorreiaNoch keine Bewertungen
- Apresentação CNCDokument12 SeitenApresentação CNCsts1973Noch keine Bewertungen
- CNC - Comando Numérico ComputadorizadoDokument68 SeitenCNC - Comando Numérico ComputadorizadoLeonardo SilvaNoch keine Bewertungen
- O Que É CNCDokument1 SeiteO Que É CNCJoãoNoch keine Bewertungen
- Uma Usinagem Com Um Controle de Qualidade Maior Melhor Acabamento Fabricação em Massa de Baixo Custo Segurança No ProcessoDokument4 SeitenUma Usinagem Com Um Controle de Qualidade Maior Melhor Acabamento Fabricação em Massa de Baixo Custo Segurança No ProcessoFabio GomesNoch keine Bewertungen
- Automacao CNCDokument46 SeitenAutomacao CNCrossbrNoch keine Bewertungen
- Medindo O Valor De Pico Fluxo De Massa Programado Em Arduino No Stm8Von EverandMedindo O Valor De Pico Fluxo De Massa Programado Em Arduino No Stm8Noch keine Bewertungen
- Monitorando Através Do Visual Basic O Fluxo De Ar Com O Stm32f103c8 Programado No ArduinoVon EverandMonitorando Através Do Visual Basic O Fluxo De Ar Com O Stm32f103c8 Programado No ArduinoNoch keine Bewertungen
- Usando Uma Impressora Térmica Para Registrar Um Dinamômetro Programado No ArduinoVon EverandUsando Uma Impressora Térmica Para Registrar Um Dinamômetro Programado No ArduinoNoch keine Bewertungen
- Desenvolvendo Projetos Programados Em C Para Mcu Psoc Volume ÚnicoVon EverandDesenvolvendo Projetos Programados Em C Para Mcu Psoc Volume ÚnicoNoch keine Bewertungen
- Monitorando Através Do Visual C# O Fluxo De Ar Com O Stm32f103c8 Programado No ArduinoVon EverandMonitorando Através Do Visual C# O Fluxo De Ar Com O Stm32f103c8 Programado No ArduinoNoch keine Bewertungen
- Enviando A Medição De Fluxo De Massa Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoVon EverandEnviando A Medição De Fluxo De Massa Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoNoch keine Bewertungen
- Apresentando No Display Tm1638 A Medição De Dinamômetro Programado No ArduinoVon EverandApresentando No Display Tm1638 A Medição De Dinamômetro Programado No ArduinoNoch keine Bewertungen
- Projetos Com Esp8266 Programado Em Lua - Parte XxVon EverandProjetos Com Esp8266 Programado Em Lua - Parte XxNoch keine Bewertungen
- Aplicando Iot Para Medir Fluxo De Massa Com Esp8266 (nodemcu) Programado Em ArduinoVon EverandAplicando Iot Para Medir Fluxo De Massa Com Esp8266 (nodemcu) Programado Em ArduinoNoch keine Bewertungen
- Monitorando Um Dinamômetro Com O Android Programado No App InventorVon EverandMonitorando Um Dinamômetro Com O Android Programado No App InventorNoch keine Bewertungen
- Catálogo - Digimamo TM - 1Dokument2 SeitenCatálogo - Digimamo TM - 1Digo OtávioNoch keine Bewertungen
- Trabalho PraticoDokument7 SeitenTrabalho PraticoTeo JavaNoch keine Bewertungen
- Teste Conc Ini 2010 9 D EDokument5 SeitenTeste Conc Ini 2010 9 D EtelmajesusNoch keine Bewertungen
- Meios de Transmissão de DadosDokument12 SeitenMeios de Transmissão de DadostutkasNoch keine Bewertungen
- Exercicio3 1Dokument22 SeitenExercicio3 1blendoNoch keine Bewertungen
- (EA773) Experimento 2 - RoteiroDokument2 Seiten(EA773) Experimento 2 - RoteiroGabriela ShimaNoch keine Bewertungen
- StarUML TutorialDokument11 SeitenStarUML Tutorialemerson.stzNoch keine Bewertungen
- Sistema Operacional ProprietarioDokument16 SeitenSistema Operacional ProprietarioWallace LiraNoch keine Bewertungen
- Instruções de Instalação Do Intercomunicador Ipanema - ThevearDokument4 SeitenInstruções de Instalação Do Intercomunicador Ipanema - ThevearKrista Tran100% (1)
- Tabela Microship 14-07Dokument76 SeitenTabela Microship 14-07Igor ArantesNoch keine Bewertungen
- Arquitetura de Computadores - AULA - Conjunto de Instrues e MIPS - NovoDokument91 SeitenArquitetura de Computadores - AULA - Conjunto de Instrues e MIPS - NovoLucas ValeNoch keine Bewertungen
- Após Feito Os Procedimentos Acima, Faça o Procedimento Do SpooferDokument3 SeitenApós Feito Os Procedimentos Acima, Faça o Procedimento Do SpooferKaike VitorinoNoch keine Bewertungen
- Como Formatar Um PC Com Windows 8Dokument2 SeitenComo Formatar Um PC Com Windows 8z7anllc063Noch keine Bewertungen
- Manual Gps IgoDokument15 SeitenManual Gps IgoAndré MazzaliNoch keine Bewertungen
- B280-12016 Form 6 Control ProView Upgrade Wizard Instructions - En.ptDokument25 SeitenB280-12016 Form 6 Control ProView Upgrade Wizard Instructions - En.ptVilson PimmelNoch keine Bewertungen
- Suporte 120k 2Dokument2 SeitenSuporte 120k 2Cleber RequenaNoch keine Bewertungen
- DI-00059-PB-AT-GE-LI-0001 - 02 - 02. Lista de Materiais, Serviços, Hardware, SoftwareDokument33 SeitenDI-00059-PB-AT-GE-LI-0001 - 02 - 02. Lista de Materiais, Serviços, Hardware, SoftwareMarcos AndréNoch keine Bewertungen
- 2D Fighter Maker 2ndDokument4 Seiten2D Fighter Maker 2ndaffveioNoch keine Bewertungen
- Tecnologia Dos Equipamentos InformaticosDokument10 SeitenTecnologia Dos Equipamentos InformaticosIustin AlexandruNoch keine Bewertungen
- Prisma Lista Geral PDFDokument77 SeitenPrisma Lista Geral PDFVNMaroccoNoch keine Bewertungen
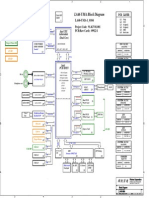
- Lenovo b460 v460 Wistron La46 Uma Rev 1Dokument48 SeitenLenovo b460 v460 Wistron La46 Uma Rev 1Herman ToothrotNoch keine Bewertungen
- WEG cfw11t Inversor de Frequencia para Controle de Motores Aplicados em Veiculos Eletricos 10002020360 Manual Portugues BR PDFDokument73 SeitenWEG cfw11t Inversor de Frequencia para Controle de Motores Aplicados em Veiculos Eletricos 10002020360 Manual Portugues BR PDFJúlio César RamosNoch keine Bewertungen
- ps3 ErrosDokument3 Seitenps3 ErrosTHIRO10Noch keine Bewertungen
- Como Instalar Uma Rom Custom Tablet E8Q+MEODokument18 SeitenComo Instalar Uma Rom Custom Tablet E8Q+MEOMal AmenNoch keine Bewertungen
- Regia 2015 PlusDokument9 SeitenRegia 2015 PlusMarcos RamosNoch keine Bewertungen
- Apostila PLC Básico v.1 PDFDokument106 SeitenApostila PLC Básico v.1 PDFMateus Rodolfo DiasNoch keine Bewertungen
- Técnico em Informática II JosielDokument2 SeitenTécnico em Informática II JosielAysha RodriguesNoch keine Bewertungen