Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- M¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqDokument37 SeitenM¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqAshok PradhanNoch keine Bewertungen
- Oscillations PDFDokument12 SeitenOscillations PDFRaviKumarNoch keine Bewertungen
- 12 Physics Lyp 2016 Central Outside Delhi Set3Dokument7 Seiten12 Physics Lyp 2016 Central Outside Delhi Set3Ashok PradhanNoch keine Bewertungen
- Examples On Mathematical Induction: Trigonometry: Sin Sin 1 SinDokument11 SeitenExamples On Mathematical Induction: Trigonometry: Sin Sin 1 SinAshok PradhanNoch keine Bewertungen
- (Zym© (Av G Kêq O A (Yh$V A H$Dokument30 Seiten(Zym© (Av G Kêq O A (Yh$V A H$Ashok PradhanNoch keine Bewertungen
- 33 ch6Dokument13 Seiten33 ch6swccgopalNoch keine Bewertungen
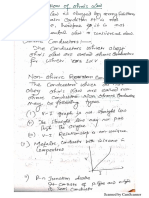
- Comparison Between Edge and Screw DislocationDokument5 SeitenComparison Between Edge and Screw DislocationAshok PradhanNoch keine Bewertungen
- Curret 2Dokument2 SeitenCurret 2Ashok PradhanNoch keine Bewertungen
- Form 4 Add Maths Chapter 1Dokument25 SeitenForm 4 Add Maths Chapter 1Azhar GameMaster100% (1)
- Strength of Materials: Er. S K MondalDokument3 SeitenStrength of Materials: Er. S K MondalAshok PradhanNoch keine Bewertungen
- Solution, Success Study CircleDokument4 SeitenSolution, Success Study CircleAshok PradhanNoch keine Bewertungen
- Cold Working and AnnealingDokument10 SeitenCold Working and AnnealingAshok PradhanNoch keine Bewertungen
- COLUMMNDokument2 SeitenCOLUMMNAshok PradhanNoch keine Bewertungen
- State Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItDokument5 SeitenState Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItAshok PradhanNoch keine Bewertungen
- Reproduction in OrganismsDokument10 SeitenReproduction in OrganismsAshok PradhanNoch keine Bewertungen
- Cold Working and AnnealingDokument10 SeitenCold Working and AnnealingAshok PradhanNoch keine Bewertungen
- Cold Working and AnnealingDokument10 SeitenCold Working and AnnealingAshok PradhanNoch keine Bewertungen
- Manufacturing Process 1 Question BankDokument6 SeitenManufacturing Process 1 Question BankAshok PradhanNoch keine Bewertungen
- Comparison Between Edge and Screw DislocationDokument5 SeitenComparison Between Edge and Screw DislocationAshok PradhanNoch keine Bewertungen
- Cold Working and AnnealingDokument10 SeitenCold Working and AnnealingAshok PradhanNoch keine Bewertungen
- Surprize TestDokument3 SeitenSurprize TestAshok PradhanNoch keine Bewertungen
- Moving Coil GalvanometerDokument5 SeitenMoving Coil GalvanometerAshok PradhanNoch keine Bewertungen
- Weekly Test July MMMMMMMMDokument2 SeitenWeekly Test July MMMMMMMMAshok PradhanNoch keine Bewertungen
- Cold Working and AnnealingDokument10 SeitenCold Working and AnnealingAshok PradhanNoch keine Bewertungen
- L No 01Dokument38 SeitenL No 01Annas Equity AnalystNoch keine Bewertungen
- Ess at 12 CN StuDokument11 SeitenEss at 12 CN Stujsmith012xNoch keine Bewertungen
- Chapter7cor1 2Dokument19 SeitenChapter7cor1 2senthilkumar100Noch keine Bewertungen
- OpticsDokument6 SeitenOpticsAshok PradhanNoch keine Bewertungen
- Current ElectricityDokument2 SeitenCurrent ElectricityAshok PradhanNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Biomaterials, Artificial Organs and Tissue EngineeringDokument21 SeitenBiomaterials, Artificial Organs and Tissue Engineeringanılcan korkmazNoch keine Bewertungen
- Materials Science and Engineering Unit 1 PDFDokument19 SeitenMaterials Science and Engineering Unit 1 PDFParis100% (1)
- Torsion in Closed SectionsDokument11 SeitenTorsion in Closed SectionsJason GarnerNoch keine Bewertungen
- Spud CanDokument16 SeitenSpud CanDyah Arintha DewiNoch keine Bewertungen
- MCQ'ScswipDokument29 SeitenMCQ'ScswipAkhilesh KumarNoch keine Bewertungen
- LAB 1 - Tensile TestDokument9 SeitenLAB 1 - Tensile TestzaimNoch keine Bewertungen
- QuestionsDokument101 SeitenQuestionsJhunmar PahimnayanNoch keine Bewertungen
- ENCE 710 Design of Steel Structures: V. Lateral-Torsional Buckling of BeamsDokument36 SeitenENCE 710 Design of Steel Structures: V. Lateral-Torsional Buckling of BeamsMinh Tâm TrầnNoch keine Bewertungen
- IABSE 1999 - Foundation For Major BridgesDokument365 SeitenIABSE 1999 - Foundation For Major BridgesKrzysztof Szewczyk100% (2)
- New Microsoft Word DocumentDokument14 SeitenNew Microsoft Word Documentniraj jaiswalNoch keine Bewertungen
- Recovery Recrystallization Grain GrowthDokument14 SeitenRecovery Recrystallization Grain GrowthStephen HasslerNoch keine Bewertungen
- Plastic Buckling of Mindlin PlatesDokument280 SeitenPlastic Buckling of Mindlin Platesडॉ. कनिष्क शर्माNoch keine Bewertungen
- Compression and Consolidation of Powder SolidDokument27 SeitenCompression and Consolidation of Powder SolidNabeelShahid100% (2)
- A Macroscale Model For Low Density Snow Subjected To Rapid LoadingDokument19 SeitenA Macroscale Model For Low Density Snow Subjected To Rapid LoadingAnonymous eCD5ZR100% (1)
- Mechanical Properties and Identification Markings For Threaded Fasteners PDFDokument96 SeitenMechanical Properties and Identification Markings For Threaded Fasteners PDFRichard QuimboNoch keine Bewertungen
- Lsdyna FsiDokument278 SeitenLsdyna Fsiwaleed100% (1)
- 2 Marks QuestionsDokument30 Seiten2 Marks QuestionsGanesh RNoch keine Bewertungen
- EC2 Ch03aDokument15 SeitenEC2 Ch03asunilarunaNoch keine Bewertungen
- Simulating Drop Tests in Solid WorksDokument6 SeitenSimulating Drop Tests in Solid WorksrajeshdhangNoch keine Bewertungen
- Homework 3Dokument8 SeitenHomework 3Alferid ShifaNoch keine Bewertungen
- C Course Notes (Fitness For Purpose)Dokument41 SeitenC Course Notes (Fitness For Purpose)afaler01Noch keine Bewertungen
- 6 Shearing StressesDokument26 Seiten6 Shearing Stressestigin100% (4)
- Kesten Chapter 9 10.24Dokument28 SeitenKesten Chapter 9 10.24Jzaross JosephNoch keine Bewertungen
- A Cyclic-Softening Macro Element Model For Mono-Bucket FoundationsDokument16 SeitenA Cyclic-Softening Macro Element Model For Mono-Bucket Foundationsw2gxg558s6Noch keine Bewertungen
- Article - The Effect of Extrusion Temperature On The Development of Deformation Microstructures in 5052 Aluminium Alloy Processed by ECAPDokument11 SeitenArticle - The Effect of Extrusion Temperature On The Development of Deformation Microstructures in 5052 Aluminium Alloy Processed by ECAPAmilton CardosoNoch keine Bewertungen
- Mechanism Analysis of Rock Breaking Using Static Cracking Agent (SAC)Dokument21 SeitenMechanism Analysis of Rock Breaking Using Static Cracking Agent (SAC)elwin17175Noch keine Bewertungen
- (SpringerBriefs in Computational Mechanics) Michael Trapp,Andreas Öchsner (auth.) - Computational Plasticity for Finite Elements_ A Fortran-Based Introduction-Springer International Publishing (2018).pdfDokument99 Seiten(SpringerBriefs in Computational Mechanics) Michael Trapp,Andreas Öchsner (auth.) - Computational Plasticity for Finite Elements_ A Fortran-Based Introduction-Springer International Publishing (2018).pdfFernando EscuderoNoch keine Bewertungen
- ABAQUS Keywords in ANSADokument263 SeitenABAQUS Keywords in ANSAGeorgeNoch keine Bewertungen
- Engineering Review MaterialsDokument7 SeitenEngineering Review MaterialsJerick HernandezNoch keine Bewertungen