Das könnte Ihnen auch gefallen
- Plantas piloto de tratamiento de agua potable y agua residualVon EverandPlantas piloto de tratamiento de agua potable y agua residualBewertung: 5 von 5 Sternen5/5 (1)
- Balance de masa en procesos químicos con múltiples corrientesDokument29 SeitenBalance de masa en procesos químicos con múltiples corrientesdaniel david gutierrez varelaNoch keine Bewertungen
- Aplicación de la tecnología de filtración en múltiples etapas con sistemas de riego localizado de alta frecuenciaVon EverandAplicación de la tecnología de filtración en múltiples etapas con sistemas de riego localizado de alta frecuenciaNoch keine Bewertungen
- Ejercicios - Lazos de ControlDokument2 SeitenEjercicios - Lazos de ControllolaNoch keine Bewertungen
- MF1165_3 - Instalaciones de ventilación-ExtracciónVon EverandMF1165_3 - Instalaciones de ventilación-ExtracciónNoch keine Bewertungen
- Lodos ActivadosDokument15 SeitenLodos ActivadosAngelo Delgadillo CarhuavicaNoch keine Bewertungen
- Ejercicios BM Sin Reacción Examen 1Dokument12 SeitenEjercicios BM Sin Reacción Examen 1MANUELA CEBALLOS RENGIFONoch keine Bewertungen
- Determinación de sustancias activas al azul de metileno (SAAMDokument28 SeitenDeterminación de sustancias activas al azul de metileno (SAAMJorge AriasNoch keine Bewertungen
- Influencia de la granulometría en pruebas de flotaciónDokument7 SeitenInfluencia de la granulometría en pruebas de flotacióngaston2014Noch keine Bewertungen
- Caso Práctico Nº3 de La Asignatura Tratamiento de AguaDokument4 SeitenCaso Práctico Nº3 de La Asignatura Tratamiento de AguaEvelyn Ramos100% (3)
- Zanjas de OxidacionDokument13 SeitenZanjas de OxidacionFederico MendezNoch keine Bewertungen
- Lodos ActivadosDokument58 SeitenLodos ActivadosJuan Ayala100% (1)
- Disminución de La Carga Contaminante Orgánica Del Efluente de Las Cámaras Sépticas Utilizadas en El Tratamiento de Aguas Residuales Domesticas en La Ciudad de Santa Cruz de La SierraDokument10 SeitenDisminución de La Carga Contaminante Orgánica Del Efluente de Las Cámaras Sépticas Utilizadas en El Tratamiento de Aguas Residuales Domesticas en La Ciudad de Santa Cruz de La SierrarossioriosNoch keine Bewertungen
- Biofiltracion AgDokument13 SeitenBiofiltracion Agstephano velascoNoch keine Bewertungen
- Memoria de Calculo Planta ExistenteDokument12 SeitenMemoria de Calculo Planta ExistenteOscar Sanchez VelasquezNoch keine Bewertungen
- El Proceso CipDokument4 SeitenEl Proceso CipAlejandro GachaNoch keine Bewertungen
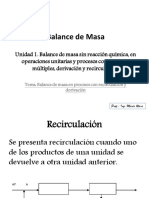
- Balance de masa en procesos con recirculación y derivaciónDokument18 SeitenBalance de masa en procesos con recirculación y derivaciónDiana MuñozNoch keine Bewertungen
- Caso Practico DecantacionDokument4 SeitenCaso Practico Decantacionjohan matosNoch keine Bewertungen
- Sobre Oxigeno Disuelto y Salinidad-TemperaturaDokument44 SeitenSobre Oxigeno Disuelto y Salinidad-TemperaturaFernando Caldas RequejoNoch keine Bewertungen
- PROBLEMARIO Tema 1Dokument2 SeitenPROBLEMARIO Tema 1Lady Diana Franco DiazNoch keine Bewertungen
- Guía operación PTARD lodos activadosDokument46 SeitenGuía operación PTARD lodos activadosJonathan Higuita GuerraNoch keine Bewertungen
- Biofiltros Basados en La Acción de HongosDokument22 SeitenBiofiltros Basados en La Acción de HongosMonserrat MoralesNoch keine Bewertungen
- Flocuante en LodosDokument11 SeitenFlocuante en LodosOscar AraucoNoch keine Bewertungen
- Guia 2. Balance de Materia Sin Reaccion QuimicaDokument2 SeitenGuia 2. Balance de Materia Sin Reaccion QuimicaMaria Alejandra Bericottes0% (1)
- Parámetros de ControlDokument2 SeitenParámetros de Controlcarlos astudilloNoch keine Bewertungen
- Procedimiento para Uso Correcto de GoldmaxDokument4 SeitenProcedimiento para Uso Correcto de GoldmaxPedro Gustavo Magallanes BenavidesNoch keine Bewertungen
- Limpieza química del sistema de gas combustible F-201Dokument8 SeitenLimpieza química del sistema de gas combustible F-201jose corrosionNoch keine Bewertungen
- Tratamiento Biologico Lodos ActivadosDokument7 SeitenTratamiento Biologico Lodos ActivadosCristianSalazarNoch keine Bewertungen
- Taller 3 Corte 1 MAADokument15 SeitenTaller 3 Corte 1 MAAWendy SanabriaNoch keine Bewertungen
- Manual de operación y mantenimiento de tratamiento secundario de lodos activados de aireación extendida PTAR Flavio AlfaroDokument12 SeitenManual de operación y mantenimiento de tratamiento secundario de lodos activados de aireación extendida PTAR Flavio AlfaroErika Yajaira LeónNoch keine Bewertungen
- A2 FiltroArenaSanLuisDokument18 SeitenA2 FiltroArenaSanLuisJagugoNoch keine Bewertungen
- Efecto Del Tamaño de Particula en FlotacionDokument7 SeitenEfecto Del Tamaño de Particula en FlotacionFederico Tito0% (1)
- Procedimiento Seguridad Del Agua: 1. ObjetivoDokument9 SeitenProcedimiento Seguridad Del Agua: 1. Objetivojuan0% (1)
- Balance de masa y contaminación ambientalDokument7 SeitenBalance de masa y contaminación ambientalAndres BlancoNoch keine Bewertungen
- Expo LacteosDokument5 SeitenExpo Lacteoswilber castro camposNoch keine Bewertungen
- Cálculos de Lodos ActivadosDokument5 SeitenCálculos de Lodos ActivadosJeffer HernandezNoch keine Bewertungen
- Taller Tratamiento de AguaDokument6 SeitenTaller Tratamiento de AguaLuis Fernando ZGNoch keine Bewertungen
- Recuperación de orgánico atrapado en CRUD mediante ruptura mecánicaDokument29 SeitenRecuperación de orgánico atrapado en CRUD mediante ruptura mecánicaRobben Naxo Moreno JañaNoch keine Bewertungen
- Ventilación General 5.1: Principios básicosDokument41 SeitenVentilación General 5.1: Principios básicosAyrton Estrada SotoNoch keine Bewertungen
- Fundamentos Del Proceso de HemihidratoDokument3 SeitenFundamentos Del Proceso de HemihidratoJosephBrayanNietoChaicoNoch keine Bewertungen
- Caso PracticoDokument4 SeitenCaso Practicokandrade1707100% (2)
- Las Pruebas de Jarras Deben Proporcionar Los Parámetros Óptimos de Diseño para La Alternativa de Tratamiento Más Adecuada A La Calidad Del Agua CrudaDokument2 SeitenLas Pruebas de Jarras Deben Proporcionar Los Parámetros Óptimos de Diseño para La Alternativa de Tratamiento Más Adecuada A La Calidad Del Agua Crudamanuel_andrade_35Noch keine Bewertungen
- Diapositivas FinalesDokument51 SeitenDiapositivas FinalesMaria PaulaNoch keine Bewertungen
- Capitulo 6Dokument16 SeitenCapitulo 6Ely TqNoch keine Bewertungen
- El Endulzamiento Del Gas Se Hace Con El Fin de Eliminar El H2S y El CO2 Del Gas NaturalDokument27 SeitenEl Endulzamiento Del Gas Se Hace Con El Fin de Eliminar El H2S y El CO2 Del Gas NaturaljenrrynioNoch keine Bewertungen
- DesinfectarAguaReservorioDokument6 SeitenDesinfectarAguaReservorioKimberly De Jesús Escate HuamanNoch keine Bewertungen
- OPU INFORME 3 Técnicas de Separación en Una Suspensión de CaolínDokument6 SeitenOPU INFORME 3 Técnicas de Separación en Una Suspensión de CaolínEliana Rocio Moya Bare�oNoch keine Bewertungen
- CASO PRACTICO-Tratamiento de AguasDokument7 SeitenCASO PRACTICO-Tratamiento de Aguasedgar gonzalezNoch keine Bewertungen
- Descripcion Sistema de Tratamiento de RilesDokument22 SeitenDescripcion Sistema de Tratamiento de RilesJeimi Yhon Correa100% (1)
- Medición de cloro, demanda de cloro y parámetros fisicoquímicosDokument8 SeitenMedición de cloro, demanda de cloro y parámetros fisicoquímicosDANNA GABRIELA VALENCIA CAICEDONoch keine Bewertungen
- Tecnologías de Deshidratación de FangosDokument28 SeitenTecnologías de Deshidratación de FangosJose Gregorio GomezNoch keine Bewertungen
- PublicacinflotacinDokument12 SeitenPublicacinflotacinSergio Bazan YnostrozaNoch keine Bewertungen
- Análisis de 116 COV en emisiones de biogás de relleno sanitarioDokument5 SeitenAnálisis de 116 COV en emisiones de biogás de relleno sanitariogildardoNoch keine Bewertungen
- Tratamiento Secundario y TerciarioDokument6 SeitenTratamiento Secundario y TerciarioMisi PishiNoch keine Bewertungen
- Exposición ArticuloDokument11 SeitenExposición ArticuloCristian CadenaNoch keine Bewertungen
- METODO CH-30 (1) VOCs ChimeneasDokument24 SeitenMETODO CH-30 (1) VOCs ChimeneasHUMBERTO DOMINGUEZNoch keine Bewertungen
- Ventilación industrial: sistemas y cálculo CMPDokument14 SeitenVentilación industrial: sistemas y cálculo CMPElian CastañedaNoch keine Bewertungen
- DesinfecciónDokument8 SeitenDesinfecciónAndrés SalazarNoch keine Bewertungen
- Terminologia Tratamiento Aguas ResidualesDokument6 SeitenTerminologia Tratamiento Aguas ResidualesFelipe Alfredo Martinez InterianoNoch keine Bewertungen
- DafDokument8 SeitenDafSergio AlexanderNoch keine Bewertungen
- Materiales ZamakDokument6 SeitenMateriales ZamakIsa PGNoch keine Bewertungen
- EHV XLPE Cable Systems SPDokument52 SeitenEHV XLPE Cable Systems SPnalvaro88Noch keine Bewertungen
- Manual de válvulas a solenoide y controles de nivel para refrigeraciónDokument41 SeitenManual de válvulas a solenoide y controles de nivel para refrigeraciónVENTAS TODIMEXNoch keine Bewertungen
- Ciclo de MarchaDokument3 SeitenCiclo de MarchaBenja DietzNoch keine Bewertungen
- Plataformas Virtuales de Aprendizaje - TICAPDokument17 SeitenPlataformas Virtuales de Aprendizaje - TICAPTICAPNoch keine Bewertungen
- Sistemas Automáticos de Extinción de Incendios para La Protección de Motores de VehículosDokument5 SeitenSistemas Automáticos de Extinción de Incendios para La Protección de Motores de VehículosarwisisNoch keine Bewertungen
- Metales en La America AntiguaDokument4 SeitenMetales en La America AntiguaJhon AcevedoNoch keine Bewertungen
- Teoría de La DualidadDokument13 SeitenTeoría de La DualidadMarcela Pabon ReyesNoch keine Bewertungen
- Procedimiento hormigón cimientosDokument7 SeitenProcedimiento hormigón cimientosjorgefigueroa314Noch keine Bewertungen
- Hoja TP de Quimica 1 IASDokument2 SeitenHoja TP de Quimica 1 IASHernan Díaz0% (2)
- Impacto Ambiental Del Sector de La Construcción - Fábio Maia GuzenskiDokument232 SeitenImpacto Ambiental Del Sector de La Construcción - Fábio Maia GuzenskiRicardo MantariNoch keine Bewertungen
- IACC Investigacion de Operacionestarea Semana4Dokument6 SeitenIACC Investigacion de Operacionestarea Semana4Toledo Miguel50% (2)
- Secciones HibridasDokument27 SeitenSecciones HibridasArtemio MachacaNoch keine Bewertungen
- Reciclaje Tetra Pak planchas construcciónDokument4 SeitenReciclaje Tetra Pak planchas construcciónRocio Maribel Araujo QuispeNoch keine Bewertungen
- Instalación S10 Vista/7 (32/64 bitsDokument1 SeiteInstalación S10 Vista/7 (32/64 bitsJrNoch keine Bewertungen
- 4ta Parte2013Dokument14 Seiten4ta Parte2013Jorge ColqueNoch keine Bewertungen
- Motor Suzuki 350 - Septiembre 2017Dokument2 SeitenMotor Suzuki 350 - Septiembre 2017Martin Alejandro D'EliaNoch keine Bewertungen
- Mantenimiento Milagros Jimenez DiscusionDokument19 SeitenMantenimiento Milagros Jimenez Discusionvanessa marcanoNoch keine Bewertungen
- Tasaciones ChileDokument69 SeitenTasaciones ChileRegularización Concón100% (1)
- Norma Contadores EdesDokument68 SeitenNorma Contadores EdesGabriel MendezNoch keine Bewertungen
- Qué Es Una Pinza AmperimétricaDokument6 SeitenQué Es Una Pinza AmperimétricapedroNoch keine Bewertungen
- Medición de Adherencia PDFDokument3 SeitenMedición de Adherencia PDFSamara MendozaNoch keine Bewertungen
- Laboratorio 3. GranulometriaDokument19 SeitenLaboratorio 3. GranulometriaCamila RodriguezNoch keine Bewertungen
- Informe Técnico de Grupos ElectrogenosDokument2 SeitenInforme Técnico de Grupos ElectrogenosdeilerNoch keine Bewertungen
- Unidad 6.3.Pptx GorditoDokument15 SeitenUnidad 6.3.Pptx GorditoLópez De La Cruz Francisco100% (1)
- Ciclo de Vida de La EdificaciónDokument9 SeitenCiclo de Vida de La EdificaciónJavier Barona100% (1)
- QuicliaDokument14 SeitenQuicliaFernando Rivera HuaytallaNoch keine Bewertungen
- Bitacora de Mantenimiento de Maquinaria PesadaDokument403 SeitenBitacora de Mantenimiento de Maquinaria PesadaMauricio FachinNoch keine Bewertungen
- Fase 4. Trabajo Individual Modelacion AmbientalDokument10 SeitenFase 4. Trabajo Individual Modelacion AmbientalYekaNoch keine Bewertungen
- CesnaDokument327 SeitenCesnahenry castellNoch keine Bewertungen
- Resetea tu mente. Descubre de lo que eres capazVon EverandResetea tu mente. Descubre de lo que eres capazBewertung: 5 von 5 Sternen5/5 (195)
- Maneja tus emociones: Curso intensivo de mindfulness y regulación emocionalVon EverandManeja tus emociones: Curso intensivo de mindfulness y regulación emocionalBewertung: 4.5 von 5 Sternen4.5/5 (140)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaVon EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaBewertung: 5 von 5 Sternen5/5 (1865)
- Pensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.Von EverandPensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.Bewertung: 4.5 von 5 Sternen4.5/5 (33)
- Disciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Von EverandDisciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Bewertung: 5 von 5 Sternen5/5 (10)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaVon EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaBewertung: 5 von 5 Sternen5/5 (200)
- El poder del optimismo: Herramientas para vivir de forma más positivaVon EverandEl poder del optimismo: Herramientas para vivir de forma más positivaBewertung: 4.5 von 5 Sternen4.5/5 (15)
- Terapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSVon EverandTerapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSBewertung: 5 von 5 Sternen5/5 (1)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaVon EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaBewertung: 5 von 5 Sternen5/5 (2)
- Psiconeuroinmunología para la práctica clínicaVon EverandPsiconeuroinmunología para la práctica clínicaBewertung: 5 von 5 Sternen5/5 (4)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoVon EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoBewertung: 5 von 5 Sternen5/5 (2)
- Resumen de El Sutil Arte de que te Importe un Carajo, de Mark MansonVon EverandResumen de El Sutil Arte de que te Importe un Carajo, de Mark MansonBewertung: 4.5 von 5 Sternen4.5/5 (15)
- ¿Por qué mis padres no me aman?: Empezando a sanarVon Everand¿Por qué mis padres no me aman?: Empezando a sanarBewertung: 4.5 von 5 Sternen4.5/5 (33)
- Te odio - no me abandones: Comprender el trastorno límite de personalidadVon EverandTe odio - no me abandones: Comprender el trastorno límite de personalidadBewertung: 5 von 5 Sternen5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasVon EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasNoch keine Bewertungen
- Influencia. La psicología de la persuasiónVon EverandInfluencia. La psicología de la persuasiónBewertung: 4.5 von 5 Sternen4.5/5 (14)
- No desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaVon EverandNo desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Nunca fuimos modernos: Ensayos de antropología simétricaVon EverandNunca fuimos modernos: Ensayos de antropología simétricaNoch keine Bewertungen
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreVon EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreBewertung: 5 von 5 Sternen5/5 (3)
- Cómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaVon EverandCómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Guía para superar los pensamientos atemorizantes, obsesivos o inquietantes: Libérate de los pensamientos negativos con la terapia cognitivo conductual (CBT)Von EverandGuía para superar los pensamientos atemorizantes, obsesivos o inquietantes: Libérate de los pensamientos negativos con la terapia cognitivo conductual (CBT)Bewertung: 4 von 5 Sternen4/5 (24)
- Cómo Desintoxicar el Cuerpo de Metales Pesados: El Secreto Poco Hablado para Sentirte Mejor, Bajar de Peso y Tener más EnergíaVon EverandCómo Desintoxicar el Cuerpo de Metales Pesados: El Secreto Poco Hablado para Sentirte Mejor, Bajar de Peso y Tener más EnergíaBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Ansiedad infantil. Los trastornos explicados a los padresVon EverandAnsiedad infantil. Los trastornos explicados a los padresBewertung: 4.5 von 5 Sternen4.5/5 (25)
- Teoría polivagal práctica y terapiaVon EverandTeoría polivagal práctica y terapiaBewertung: 5 von 5 Sternen5/5 (4)