Das könnte Ihnen auch gefallen
- DMC PlusDokument156 SeitenDMC Plusedo7474Noch keine Bewertungen
- Real Time Energy Management - ETAPDokument2 SeitenReal Time Energy Management - ETAPJoeDabidNoch keine Bewertungen
- Multi-Objective Optimization of An Industrial Crude Distillation Unit Using The Elitist Nondominated PDFDokument13 SeitenMulti-Objective Optimization of An Industrial Crude Distillation Unit Using The Elitist Nondominated PDFBahar MeschiNoch keine Bewertungen
- AdvancedControlHB 2005 PDFDokument215 SeitenAdvancedControlHB 2005 PDFsue1001Noch keine Bewertungen
- Sematech APCDokument20 SeitenSematech APCMark YamayoshiNoch keine Bewertungen
- Presentation AirDokument19 SeitenPresentation AirMohd JamalNoch keine Bewertungen
- Honeywell Process SWDokument3 SeitenHoneywell Process SWmanuelsantos2007Noch keine Bewertungen
- KBC Viewpoint Optimization Programs Mar18 - USDokument12 SeitenKBC Viewpoint Optimization Programs Mar18 - USjunk multiNoch keine Bewertungen
- Introduction To Process ControlDokument7 SeitenIntroduction To Process ControlaliNoch keine Bewertungen
- Supply Chain Optimisn B K DattaDokument33 SeitenSupply Chain Optimisn B K DattamelgeorgeNoch keine Bewertungen
- Profit Controller RMPCT OverviewDokument4 SeitenProfit Controller RMPCT OverviewEnrique Cerna VillalobosNoch keine Bewertungen
- Machine Learning in Oil & Gas Industry - A Novel Application of Clustering For Oilfield Advanced Process ControlDokument11 SeitenMachine Learning in Oil & Gas Industry - A Novel Application of Clustering For Oilfield Advanced Process ControlHoa Dinh NguyenNoch keine Bewertungen
- Hollias Apc OverviewDokument32 SeitenHollias Apc OverviewRidwansyah HelmiNoch keine Bewertungen
- Chapter 1Dokument24 SeitenChapter 1Anonymous tytJlPojNoch keine Bewertungen
- Process Control SystemDokument8 SeitenProcess Control SystemIno JohannisNoch keine Bewertungen
- Advanced Process Control Quick and Easy Energy SavingDokument3 SeitenAdvanced Process Control Quick and Easy Energy SavingRobert MontoyaNoch keine Bewertungen
- Hoenywell APC and RTO Solution Article Digital RefiningDokument8 SeitenHoenywell APC and RTO Solution Article Digital RefiningmelvokingNoch keine Bewertungen
- 2006 Jan KBC Part I Refinery CO2 Challenges Michiel SpoorDokument5 Seiten2006 Jan KBC Part I Refinery CO2 Challenges Michiel Spoorac2475Noch keine Bewertungen
- Gasification Technology Option - Ronald Schoff, EPRIDokument34 SeitenGasification Technology Option - Ronald Schoff, EPRIAnonymous 4PuFzARNoch keine Bewertungen
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDokument5 SeitenConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniNoch keine Bewertungen
- 1732 15 Aspen APC WebDokument8 Seiten1732 15 Aspen APC WebAlberto Fonseca UribeNoch keine Bewertungen
- Real-Time Optimization of AcetaldehydeDokument10 SeitenReal-Time Optimization of AcetaldehydeSadiq BashaNoch keine Bewertungen
- Aofw Chg802 Part Ia Intro Aug2018Dokument273 SeitenAofw Chg802 Part Ia Intro Aug2018Yinka OlatunjiNoch keine Bewertungen
- Aspen PIMS BrochureDokument4 SeitenAspen PIMS BrochureckwabiNoch keine Bewertungen
- Digital TwinDokument14 SeitenDigital TwinfatimaNoch keine Bewertungen
- Unisim Operations PIN R400Dokument4 SeitenUnisim Operations PIN R400asamad54Noch keine Bewertungen
- Implementing Advanced Process Control For Refineries and Chemical PlantsDokument23 SeitenImplementing Advanced Process Control For Refineries and Chemical PlantsIsaias Castro ArmendarizNoch keine Bewertungen
- Multivariable Control and Real-Time Optimization - An Industrial Practical View (2005)Dokument8 SeitenMultivariable Control and Real-Time Optimization - An Industrial Practical View (2005)Yang Gul LeeNoch keine Bewertungen
- BPCL Supply Chain PDFDokument33 SeitenBPCL Supply Chain PDFNavodyuti DasNoch keine Bewertungen
- The Data Industry: The Business and Economics of Information and Big DataVon EverandThe Data Industry: The Business and Economics of Information and Big DataNoch keine Bewertungen
- C19real TimeOptimization PDFDokument19 SeitenC19real TimeOptimization PDFLeonel García VásquezNoch keine Bewertungen
- By: Ladisla, Gyver G. Pecson, Prince Harry B. Sartin, Raymart PDokument11 SeitenBy: Ladisla, Gyver G. Pecson, Prince Harry B. Sartin, Raymart PRaymart SartinNoch keine Bewertungen
- Chemical Enginineering Fourth YearDokument68 SeitenChemical Enginineering Fourth YearHabib NuredinNoch keine Bewertungen
- 2013 8 2 Noll Concord BlueDokument12 Seiten2013 8 2 Noll Concord BlueljmuhamedNoch keine Bewertungen
- AT-07338-BRO-Aspen GDOT brochure-OLEFINS-2021-1112Dokument7 SeitenAT-07338-BRO-Aspen GDOT brochure-OLEFINS-2021-1112Zeeshan AlamNoch keine Bewertungen
- Advanced Process Control of PDFDokument4 SeitenAdvanced Process Control of PDFBehroozNoch keine Bewertungen
- Aspen Plus Dynamics DatasheetDokument2 SeitenAspen Plus Dynamics Datasheetatsomech132206Noch keine Bewertungen
- Petroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)Dokument21 SeitenPetroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)GNoch keine Bewertungen
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsVon EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNoch keine Bewertungen
- Tce5002 Introduction To PDC, Modelling Simulation & ControlDokument15 SeitenTce5002 Introduction To PDC, Modelling Simulation & ControlKundayi ChagwederaNoch keine Bewertungen
- DCC EngDokument1 SeiteDCC Engwahaha06Noch keine Bewertungen
- WhitePaper SimSci ROMeoAutomatedRigorousPerformanceMonitoringARPM 07-10 SIMSCIDokument7 SeitenWhitePaper SimSci ROMeoAutomatedRigorousPerformanceMonitoringARPM 07-10 SIMSCIKumar GanapathyNoch keine Bewertungen
- SafetyCases SuccessOrFailure PDFDokument11 SeitenSafetyCases SuccessOrFailure PDFLesley Michael LiuNoch keine Bewertungen
- AIMMS Tutorial BeginnersDokument46 SeitenAIMMS Tutorial Beginnerstryinghard18Noch keine Bewertungen
- Profit Controller Concepts Reference GuideDokument76 SeitenProfit Controller Concepts Reference GuideKevin Alberto Tejera PereiraNoch keine Bewertungen
- Datasheet ROMeo Process Optimisation enDokument6 SeitenDatasheet ROMeo Process Optimisation enAnonymous LSPoghJ5nNoch keine Bewertungen
- 19.-Pyrolysis FurnaceDokument5 Seiten19.-Pyrolysis FurnaceWilfredo PastranaNoch keine Bewertungen
- Model Predictive Control of A Crude Distillation Unit PDFDokument6 SeitenModel Predictive Control of A Crude Distillation Unit PDFHussaini Hamisu100% (1)
- RefineryWide Sim HEMag March PDFDokument3 SeitenRefineryWide Sim HEMag March PDFnaraNJORNoch keine Bewertungen
- Energy Management Solutions For Refining: Dynamic, Technology-Integrated Optimization SolutionsDokument4 SeitenEnergy Management Solutions For Refining: Dynamic, Technology-Integrated Optimization SolutionstimNoch keine Bewertungen
- HydrocrackingDokument33 SeitenHydrocrackingNikita SeleznevNoch keine Bewertungen
- Challenges and Problems With Advanced Control and Optimization TechnologiesDokument8 SeitenChallenges and Problems With Advanced Control and Optimization TechnologiesAakashNoch keine Bewertungen
- Quality in Your Hands: Biodiesel Production With FOSSDokument6 SeitenQuality in Your Hands: Biodiesel Production With FOSSVishnu ChakravarthyNoch keine Bewertungen
- APCDokument25 SeitenAPCTawanda Precious SingiziNoch keine Bewertungen
- 16 Chemical Process Control FundamentalsDokument28 Seiten16 Chemical Process Control FundamentalsOmar FethiNoch keine Bewertungen
- Advanced Process Control - From A PID Loop Up To Refinery-Wide OptimizationDokument15 SeitenAdvanced Process Control - From A PID Loop Up To Refinery-Wide OptimizationVuongTrinhNoch keine Bewertungen
- 01 AspenTech Company Overview ArupDokument21 Seiten01 AspenTech Company Overview ArupCalNoch keine Bewertungen
- BAYER PROCESS CONTROL AT ALCAN VAUDREUIL WORKS - 2007 - IFAC Proceedings VolumesDokument4 SeitenBAYER PROCESS CONTROL AT ALCAN VAUDREUIL WORKS - 2007 - IFAC Proceedings VolumessmeykelNoch keine Bewertungen
- C Hemp Last 15519Dokument10 SeitenC Hemp Last 15519Ayu ErlizaNoch keine Bewertungen
- AlKhaleejEnergyEfficientRefinery1999 PDFDokument23 SeitenAlKhaleejEnergyEfficientRefinery1999 PDFnghiNoch keine Bewertungen
- Aiche 2016 - Dynamic Simulation For Apc Total-InprocessDokument29 SeitenAiche 2016 - Dynamic Simulation For Apc Total-InprocesscbqucbquNoch keine Bewertungen
- Ebook - Driving Better Decision Making With Big Data - LNS ResearchDokument36 SeitenEbook - Driving Better Decision Making With Big Data - LNS ResearchcbqucbquNoch keine Bewertungen
- First-Principles Modeling For Optimization of Process OperationsDokument37 SeitenFirst-Principles Modeling For Optimization of Process OperationscbqucbquNoch keine Bewertungen
- Ebook Edge Computing Stratus Special Edition PDFDokument35 SeitenEbook Edge Computing Stratus Special Edition PDFTitipong PulbunrojNoch keine Bewertungen
- Ebook - Driving Better Decision Making With Big Data - LNS ResearchDokument36 SeitenEbook - Driving Better Decision Making With Big Data - LNS ResearchcbqucbquNoch keine Bewertungen
- Be A Field Operator in Hysys-Based Ots and Oculus Rift Virtual RealityDokument13 SeitenBe A Field Operator in Hysys-Based Ots and Oculus Rift Virtual RealitycbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- Grinding Mill Circuits - A Survey of Control and Economic ConcernsDokument6 SeitenGrinding Mill Circuits - A Survey of Control and Economic ConcernscbqucbquNoch keine Bewertungen
- Ninja Master Prep Splash Guard Lid For QB900B QB900 16 Oz Cup Bowl - Kitchen & DiningDokument6 SeitenNinja Master Prep Splash Guard Lid For QB900B QB900 16 Oz Cup Bowl - Kitchen & DiningcbqucbquNoch keine Bewertungen
- Two Decades After Vanishing, Her Daught... Speaking Spanish - The Washington PostDokument6 SeitenTwo Decades After Vanishing, Her Daught... Speaking Spanish - The Washington PostcbqucbquNoch keine Bewertungen
- Edge Computing CE1812 120418 Stratus Final1Dokument39 SeitenEdge Computing CE1812 120418 Stratus Final1cbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- User-Guide-Pioneer-Child Seat PDFDokument100 SeitenUser-Guide-Pioneer-Child Seat PDFcbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- Ninja Master Prep Splash Guard Lid For QB900B QB900 16 Oz Cup Bowl - Kitchen & DiningDokument6 SeitenNinja Master Prep Splash Guard Lid For QB900B QB900 16 Oz Cup Bowl - Kitchen & DiningcbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- IDC Marketscape PTCDokument9 SeitenIDC Marketscape PTCcbqucbquNoch keine Bewertungen
- Ydstie PDFDokument26 SeitenYdstie PDFcbqucbquNoch keine Bewertungen
- Rawlings PDFDokument59 SeitenRawlings PDFcbqucbquNoch keine Bewertungen
- Progress ERTC03 R41Dokument11 SeitenProgress ERTC03 R41cbqucbquNoch keine Bewertungen
- Oil and Gas Offshore Pipeline Leak Detection System: A Feasibility StudyDokument8 SeitenOil and Gas Offshore Pipeline Leak Detection System: A Feasibility StudycbqucbquNoch keine Bewertungen
- Introduction To: Model Predictive ControlDokument50 SeitenIntroduction To: Model Predictive ControlcbqucbquNoch keine Bewertungen
- The Impact of Digit Alizat Ion On T He Fut Ure of Cont Rol and Operat IonsDokument39 SeitenThe Impact of Digit Alizat Ion On T He Fut Ure of Cont Rol and Operat IonscbqucbquNoch keine Bewertungen
- Lu 1Dokument38 SeitenLu 1cbqucbquNoch keine Bewertungen
- Alumina APC Application at Alunorte (BRA) by Honeywell by 2Dokument5 SeitenAlumina APC Application at Alunorte (BRA) by Honeywell by 2cbqucbquNoch keine Bewertungen
- Plantwide Dynamic Simulators Luyben 2002Dokument448 SeitenPlantwide Dynamic Simulators Luyben 2002cbqucbqu100% (1)
- Lu 1Dokument38 SeitenLu 1cbqucbquNoch keine Bewertungen
- 575 Tech Specs Placenta Pit FinalDokument9 Seiten575 Tech Specs Placenta Pit FinalJohn Aries Almelor SarzaNoch keine Bewertungen
- Assessment PlanDokument2 SeitenAssessment Planapi-282348214Noch keine Bewertungen
- HRTC RoutesDiverted Via KiratpurManali Four LaneDokument9 SeitenHRTC RoutesDiverted Via KiratpurManali Four Lanepibope6477Noch keine Bewertungen
- Tubewell Energy Audit PDFDokument172 SeitenTubewell Energy Audit PDFshaheerdurrani100% (1)
- Kinematics of MachinesDokument2 SeitenKinematics of MachinesBhavesh J MakwanaNoch keine Bewertungen
- Accomplishment Report in ESPDokument7 SeitenAccomplishment Report in ESPAldrin Perez85% (39)
- C8813 ÇDokument39 SeitenC8813 ÇZawHtet Aung100% (1)
- Hydraulic BrakeDokument29 SeitenHydraulic Brakerup_ranjan532250% (8)
- Marina Bay SandsDokument5 SeitenMarina Bay SandsTauqeer A. BalochNoch keine Bewertungen
- Be Katalog-Grabenfr 2013 Engl RZ KleinDokument36 SeitenBe Katalog-Grabenfr 2013 Engl RZ Kleincherif100% (1)
- Pooja CVDokument3 SeitenPooja CVEl Cajon de AmeliaNoch keine Bewertungen
- Spring Setting of Piping Connected To A CompressorDokument4 SeitenSpring Setting of Piping Connected To A CompressorSharun SureshNoch keine Bewertungen
- PCD 2 MarksDokument23 SeitenPCD 2 MarksVignesh VickyNoch keine Bewertungen
- Container Parts in Detail PDFDokument32 SeitenContainer Parts in Detail PDFSathishSrs60% (5)
- Física Básica II - René CondeDokument210 SeitenFísica Básica II - René CondeYoselin Rodriguez C.100% (1)
- A Exercises SolutionsDokument13 SeitenA Exercises SolutionsuxNoch keine Bewertungen
- Certificate of Incorporation Radiator ValvesDokument1 SeiteCertificate of Incorporation Radiator ValvesMumtaz AhmadNoch keine Bewertungen
- Alternator LSA42.3j enDokument12 SeitenAlternator LSA42.3j enArdi Wiranata PermadiNoch keine Bewertungen
- 3UG46251CW30 Datasheet enDokument5 Seiten3UG46251CW30 Datasheet enDante AlvesNoch keine Bewertungen
- Blogs To Submit Music ToDokument6 SeitenBlogs To Submit Music Totheo theoNoch keine Bewertungen
- Shannons ModelDokument2 SeitenShannons ModelransNoch keine Bewertungen
- 1 Input Data: Profis Anchor 2.8.1Dokument7 Seiten1 Input Data: Profis Anchor 2.8.1Manu MohanNoch keine Bewertungen
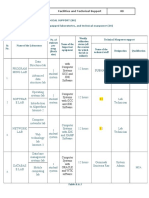
- Criterion 6 Facilities and Technical Support 80: With Computer Systems GCC and JDK SoftwareDokument6 SeitenCriterion 6 Facilities and Technical Support 80: With Computer Systems GCC and JDK SoftwareVinaya Babu MNoch keine Bewertungen
- "Truthland": Chesapeake S Rebuttal To GaslandDokument14 Seiten"Truthland": Chesapeake S Rebuttal To GaslandJames "Chip" NorthrupNoch keine Bewertungen
- Challenges in Providing Leisure and RecreationDokument6 SeitenChallenges in Providing Leisure and RecreationAnalyn CabilloNoch keine Bewertungen
- Amerisolar Ficha TecnicaDokument2 SeitenAmerisolar Ficha Tecnicapepo222Noch keine Bewertungen
- ModelsGuidelines v5Dokument37 SeitenModelsGuidelines v5Martin NolanNoch keine Bewertungen
- Collateral Document Management System: User'S ManualDokument10 SeitenCollateral Document Management System: User'S ManualGerard DGNoch keine Bewertungen
- BETA-2 Pancake Geiger TubeDokument4 SeitenBETA-2 Pancake Geiger TubeqqazertyNoch keine Bewertungen
- Activities Pm.Dokument13 SeitenActivities Pm.jona llamasNoch keine Bewertungen