Das könnte Ihnen auch gefallen
- 1Dokument1 Seite1Anonymous D5OSzzfNoch keine Bewertungen
- Evaluation Guidelines Tier II v0Dokument27 SeitenEvaluation Guidelines Tier II v0Anonymous D5OSzzfNoch keine Bewertungen
- Aucr 2013Dokument81 SeitenAucr 2013Anonymous D5OSzzfNoch keine Bewertungen
- Experimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesDokument5 SeitenExperimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesAnonymous D5OSzzfNoch keine Bewertungen
- PlumbingDokument204 SeitenPlumbingRogelio BarretoNoch keine Bewertungen
- Experimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesDokument5 SeitenExperimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesAnonymous D5OSzzfNoch keine Bewertungen
- Tire Oil From Waste Tire Scraps Using Novel Catalysts of Manufacturing Sand M Sand and TiO2 Production and FTIR AnalysisDokument8 SeitenTire Oil From Waste Tire Scraps Using Novel Catalysts of Manufacturing Sand M Sand and TiO2 Production and FTIR AnalysisAnonymous D5OSzzfNoch keine Bewertungen
- Iot Operated Wheel ChairDokument4 SeitenIot Operated Wheel ChairAnonymous D5OSzzfNoch keine Bewertungen
- Composite PowderDokument7 SeitenComposite PowderAnonymous D5OSzzfNoch keine Bewertungen
- Brochure Nasas XixDokument2 SeitenBrochure Nasas XixAnonymous D5OSzzfNoch keine Bewertungen
- AUStudentHelp Anna University Chennai R2013 Time Table Nov Dec 2016 Min PDFDokument77 SeitenAUStudentHelp Anna University Chennai R2013 Time Table Nov Dec 2016 Min PDFSundar Rajan ANoch keine Bewertungen
- Composite Manufacturing ProcessDokument82 SeitenComposite Manufacturing ProcessSanjib RaiNoch keine Bewertungen
- 3 0 BookDokument88 Seiten3 0 BookAnonymous D5OSzzfNoch keine Bewertungen
- Stress-Strain Material Laws ExplainedDokument16 SeitenStress-Strain Material Laws ExplainedKevin JoseNoch keine Bewertungen
- Basic Mechanics of Laminated Composite PlatesDokument107 SeitenBasic Mechanics of Laminated Composite PlatesSiva Bhaskar100% (3)
- Failure Theories..Dokument93 SeitenFailure Theories..adnanmominNoch keine Bewertungen
- Unit 2Dokument8 SeitenUnit 2Anonymous D5OSzzfNoch keine Bewertungen
- M& M Unit-III Question PaperDokument2 SeitenM& M Unit-III Question PaperAnonymous D5OSzzfNoch keine Bewertungen
- M& M Unit-III Question PaperDokument2 SeitenM& M Unit-III Question PaperAnonymous D5OSzzfNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 13 - Tds - Emaco s43 NTDokument3 Seiten13 - Tds - Emaco s43 NTmanil_5Noch keine Bewertungen
- Tissue processing methodsDokument31 SeitenTissue processing methodsalmutazimNoch keine Bewertungen
- Science and Technology Of: Casting ProcessesDokument351 SeitenScience and Technology Of: Casting Processesbutelcanec50% (2)
- Iwcc Cu-Vortrag AldDokument16 SeitenIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Sonatest Product Catalogue Spring 2019 Final Low ResDokument36 SeitenSonatest Product Catalogue Spring 2019 Final Low ResPetrNoch keine Bewertungen
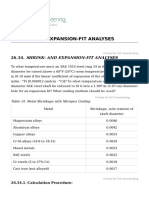
- Shrink - and Expansion-Fit AnalysesDokument3 SeitenShrink - and Expansion-Fit AnalysesScribdUser11235Noch keine Bewertungen
- Aluminium Casting for Shipping Container Corner FittingsDokument3 SeitenAluminium Casting for Shipping Container Corner FittingsUsman DoltanaNoch keine Bewertungen
- Miniature Molds and Accessories CatalogDokument60 SeitenMiniature Molds and Accessories CatalogDIOP33% (3)
- INDUSTRIAL TRAINING AT DURGAPUR STEEL PLANTDokument39 SeitenINDUSTRIAL TRAINING AT DURGAPUR STEEL PLANTMd Sahanawaz100% (2)
- Non-Structural Concrete Cracks GuideDokument19 SeitenNon-Structural Concrete Cracks GuideSantosoNoch keine Bewertungen
- Cold Mounting Brochure enDokument6 SeitenCold Mounting Brochure enJames Harold Quiroz OjedaNoch keine Bewertungen
- Pattern Allowances: Key Factors for Casting DesignDokument4 SeitenPattern Allowances: Key Factors for Casting Designvijayanandan thekkethodikayilNoch keine Bewertungen
- Die Casting AlloysDokument5 SeitenDie Casting AlloysManojm_vNoch keine Bewertungen
- Cracks in Concrete & RemediesDokument60 SeitenCracks in Concrete & Remediesrjain_rdc50% (2)
- ASTM A319 Gris Resistente Altas TemperaturasDokument2 SeitenASTM A319 Gris Resistente Altas TemperaturasDNoch keine Bewertungen
- Effect of Environments on Mortar PropertiesDokument16 SeitenEffect of Environments on Mortar PropertiesWanucy Barroso RodriguesNoch keine Bewertungen
- Foundry Technology - II Students Handbook: Class XIIDokument135 SeitenFoundry Technology - II Students Handbook: Class XIINarasimha Murthy InampudiNoch keine Bewertungen
- Material and Process For NDT Technologys PDFDokument164 SeitenMaterial and Process For NDT Technologys PDFwajidNoch keine Bewertungen
- Rules of Thumb For Plastic Part Design: WallsDokument4 SeitenRules of Thumb For Plastic Part Design: WallsrasinvNoch keine Bewertungen
- Document No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingDokument12 SeitenDocument No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingHrishikesanNoch keine Bewertungen
- Continuous CastingDokument12 SeitenContinuous Castingরিপন মন্ডলNoch keine Bewertungen
- MFRS-MANHOLES-FRAMES-COVERSDokument3 SeitenMFRS-MANHOLES-FRAMES-COVERSThupten Gedun Kelvin Ong100% (1)
- A Project Report ON Fabrication of Stir Casting MachineDokument28 SeitenA Project Report ON Fabrication of Stir Casting MachineYadnesh Sudhir Shinde0% (1)
- Foundry LabDokument24 SeitenFoundry LabthodatisampathNoch keine Bewertungen
- SATCC Chapter 8Dokument20 SeitenSATCC Chapter 8Rui Lourenco50% (2)
- Quick User GuideDokument27 SeitenQuick User GuideIvkraNoch keine Bewertungen
- Astm A389 A389m (1998)Dokument3 SeitenAstm A389 A389m (1998)ibrahim780Noch keine Bewertungen
- Astm 5930 PDFDokument5 SeitenAstm 5930 PDFSaurabhNoch keine Bewertungen
- ASTM A 494 Nickel AlloysDokument7 SeitenASTM A 494 Nickel AlloysalirezaattariNoch keine Bewertungen
- MicrowaveDokument6 SeitenMicrowavefirerealm8466Noch keine Bewertungen