Das könnte Ihnen auch gefallen
- Paes 315 PinsDokument7 SeitenPaes 315 PinsChie ChieNoch keine Bewertungen
- Lesson 2.4 - Segment Lengths, Outside VerticesDokument2 SeitenLesson 2.4 - Segment Lengths, Outside VerticesMuhammad Asif ZamanNoch keine Bewertungen
- Part A Semester: 4 Subject: Som Subject Code: Cp01 04 09 Fill in The BlanksDokument16 SeitenPart A Semester: 4 Subject: Som Subject Code: Cp01 04 09 Fill in The Blankssreerag tkNoch keine Bewertungen
- Taylor Pipe SupportsDokument6 SeitenTaylor Pipe SupportsHoon MiewJieNoch keine Bewertungen
- Reduced Adverb Clause: The Subject and Be-Verb Are OmittedDokument2 SeitenReduced Adverb Clause: The Subject and Be-Verb Are OmittedMuhammad kafid m rNoch keine Bewertungen
- CivE303 Assignment5 W15Dokument1 SeiteCivE303 Assignment5 W15Adil BaradiaNoch keine Bewertungen
- 225x225 Surface Box Grate A 350KnDokument1 Seite225x225 Surface Box Grate A 350Knm.aliNoch keine Bewertungen
- 정역학 5장Dokument94 Seiten정역학 5장wilson oncoyNoch keine Bewertungen
- Beam ProductsDokument1 SeiteBeam ProductsBryan PittmanNoch keine Bewertungen
- AmplifierDokument14 SeitenAmplifieranilbansal3770Noch keine Bewertungen
- 1-00 Sub AssemblyDokument2 Seiten1-00 Sub Assemblyapi-555150734Noch keine Bewertungen
- English IIQE Paper 5 Pass Paper Question Bank (QB)Dokument10 SeitenEnglish IIQE Paper 5 Pass Paper Question Bank (QB)Tsz Ngong KoNoch keine Bewertungen
- Meriam, J. L. Kraige, L. G. - Engineering Mechanics, Estatics 7ed-236Dokument1 SeiteMeriam, J. L. Kraige, L. G. - Engineering Mechanics, Estatics 7ed-236Lucas Tarraga0% (1)
- Merged Document 2Dokument10 SeitenMerged Document 2api-333283344Noch keine Bewertungen
- CE 470-Lect-7 (Design of Long Columns in Nonsway Frames) (Read-Only)Dokument40 SeitenCE 470-Lect-7 (Design of Long Columns in Nonsway Frames) (Read-Only)Jamal RkhNoch keine Bewertungen
- Cambridge Test #4 - AnswersDokument4 SeitenCambridge Test #4 - Answersandrea3246Noch keine Bewertungen
- statics 13th شابتر5 PDFDokument96 Seitenstatics 13th شابتر5 PDFBrayan VCNoch keine Bewertungen
- TM - 5CC - 2016Dokument72 SeitenTM - 5CC - 2016Jf OngNoch keine Bewertungen
- CH04PDokument35 SeitenCH04Pkiran367Noch keine Bewertungen
- ASME Joint EfficiencyDokument49 SeitenASME Joint Efficiencygateauxboy95% (39)
- Hammer GrabDokument6 SeitenHammer GrabVetriselvan ArumugamNoch keine Bewertungen
- Lem4Erg (N) /Lem6Erglo (N) : Operating Instructions WarrantyDokument6 SeitenLem4Erg (N) /Lem6Erglo (N) : Operating Instructions Warrantywilsonmeneses2014Noch keine Bewertungen
- Digital Ring Binder SlidesManiaDokument22 SeitenDigital Ring Binder SlidesManiakurama08Noch keine Bewertungen
- Manual de Servicio MC350EDokument31 SeitenManual de Servicio MC350EHenry zambranoNoch keine Bewertungen
- C50LDokument8 SeitenC50LFernando DinizNoch keine Bewertungen
- Test/Date and Time Semester/year Course/Course Code Max MarksDokument1 SeiteTest/Date and Time Semester/year Course/Course Code Max MarksjayadevakodiNoch keine Bewertungen
- 2022 AN 6 3 60 100 / 100 F / F 1000: IngleseDokument1 Seite2022 AN 6 3 60 100 / 100 F / F 1000: IngleseMICHEL ANDERSON TARRILLO CUESTASNoch keine Bewertungen
- Instruction Manual: Refractors/Reflectors With Alt-Azimuth MountDokument16 SeitenInstruction Manual: Refractors/Reflectors With Alt-Azimuth MountJuan Pereyra LucenaNoch keine Bewertungen
- Ergohuman Me8erglo Chair AssemblyDokument6 SeitenErgohuman Me8erglo Chair Assemblywhwy99Noch keine Bewertungen
- Base de Corte Transveral para SierraDokument60 SeitenBase de Corte Transveral para SierraJaime MontielNoch keine Bewertungen
- Global Master Products CompanyDokument8 SeitenGlobal Master Products CompanyicNoch keine Bewertungen
- Design and Analysis II: Lecture 4: Sequencing of Separation TrainsDokument35 SeitenDesign and Analysis II: Lecture 4: Sequencing of Separation TrainsKHUSHBU BHALODIYANoch keine Bewertungen
- TransformationDokument14 SeitenTransformationnexusdrops1Noch keine Bewertungen
- Science F 1 Unit 8Dokument21 SeitenScience F 1 Unit 8sl07021Noch keine Bewertungen
- TrimDokument9 SeitenTrimOlegs GrNoch keine Bewertungen
- CHAPTER 3 Part 1 PDFDokument69 SeitenCHAPTER 3 Part 1 PDFAB20 012 Lee Yee XynnNoch keine Bewertungen
- Adiabatic Jumbo Manual (En)Dokument11 SeitenAdiabatic Jumbo Manual (En)jayaraj SNoch keine Bewertungen
- Revelation III LedDokument2 SeitenRevelation III LedAdriana Flor SalazarNoch keine Bewertungen
- CSI - 2006-66 LiHa Change On Z-DriveDokument4 SeitenCSI - 2006-66 LiHa Change On Z-DriveAlfonsus Toby PurnomoNoch keine Bewertungen
- V Star 1100-203-407 PDFDokument205 SeitenV Star 1100-203-407 PDFOperador DriversNoch keine Bewertungen
- Joint Efficiency TutorialDokument47 SeitenJoint Efficiency TutorialJignesh ShahNoch keine Bewertungen
- InstallationGuide GlacierBay PavilionSingle HandlePull DownSprayerKitchenFaucetwithSoapDispenserinChromeDokument20 SeitenInstallationGuide GlacierBay PavilionSingle HandlePull DownSprayerKitchenFaucetwithSoapDispenserinChromejared smithNoch keine Bewertungen
- A55 Single Row Half Pitch Idc Socket (Horizontal Type) A55A Single Row Half Pitch Box Header Idc Type (Horizontal Type)Dokument1 SeiteA55 Single Row Half Pitch Idc Socket (Horizontal Type) A55A Single Row Half Pitch Box Header Idc Type (Horizontal Type)Andre PauloNoch keine Bewertungen
- Moment Distribution MethodDokument85 SeitenMoment Distribution MethodHalesh NaikNoch keine Bewertungen
- Session 7 - Design of Compression Members - Frames1Dokument11 SeitenSession 7 - Design of Compression Members - Frames1shan kumarNoch keine Bewertungen
- Globe Valve: GL-1601C (EN)Dokument20 SeitenGlobe Valve: GL-1601C (EN)amandaNoch keine Bewertungen
- Chair DrawingDokument9 SeitenChair DrawingsamueltreynoldsNoch keine Bewertungen
- Chair DrawingDokument9 SeitenChair DrawingsamueltreynoldsNoch keine Bewertungen
- Irfp 460 PBFDokument1 SeiteIrfp 460 PBFprnchaNoch keine Bewertungen
- MASTER DEFECT GUIDELINE 5.0.final DraftDokument40 SeitenMASTER DEFECT GUIDELINE 5.0.final Draftmgttrainee16Noch keine Bewertungen
- Cone Clutch: Isometric ViewDokument2 SeitenCone Clutch: Isometric ViewDave Vendivil SambranoNoch keine Bewertungen
- (Engineering Mechanics STATICS J.L.Meriam and L.G.Kraige 7th Edition) 2Dokument1 Seite(Engineering Mechanics STATICS J.L.Meriam and L.G.Kraige 7th Edition) 2tarzaa007xNoch keine Bewertungen
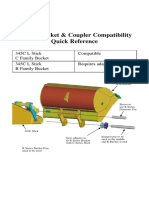
- 345CL Bucket & Coupler (AEGQ0054)Dokument2 Seiten345CL Bucket & Coupler (AEGQ0054)suwarjitechnic0% (1)
- Chapter 4 Question 1Dokument3 SeitenChapter 4 Question 1Amgad ElshamyNoch keine Bewertungen
- Pdhonline Course M371 (2 PDH) : PDH Online - PDH CenterDokument35 SeitenPdhonline Course M371 (2 PDH) : PDH Online - PDH Centersebas_vNoch keine Bewertungen
- Heat Exchanger World: Teadit: Leading R&D For Critical Process Sealing SolutionsDokument48 SeitenHeat Exchanger World: Teadit: Leading R&D For Critical Process Sealing Solutionssebas_vNoch keine Bewertungen
- Heat Exchangers2Dokument16 SeitenHeat Exchangers2sebas_vNoch keine Bewertungen
- Profitability Formula Crude Oil Refinery enDokument16 SeitenProfitability Formula Crude Oil Refinery ensebas_vNoch keine Bewertungen
- PipelineDokument1 SeitePipelinesebas_vNoch keine Bewertungen
- Module #1: P D H EDokument41 SeitenModule #1: P D H Esebas_vNoch keine Bewertungen
- Pig Sig IVDokument7 SeitenPig Sig IVsebas_vNoch keine Bewertungen
- Classes of Chimney InspectionsDokument1 SeiteClasses of Chimney Inspectionssebas_vNoch keine Bewertungen
- HMT TankSystems Geodesic DomeDokument2 SeitenHMT TankSystems Geodesic Domesebas_vNoch keine Bewertungen
- Ejectors IOM - GrahamDokument16 SeitenEjectors IOM - Grahamsebas_vNoch keine Bewertungen
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Dokument7 SeitenSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNoch keine Bewertungen
- Inspection Checklist Platformer Reactor Vessel PDFDokument5 SeitenInspection Checklist Platformer Reactor Vessel PDFsebas_vNoch keine Bewertungen
- 14p-220 Mud PumpDokument2 Seiten14p-220 Mud PumpMurali Sambandan50% (2)
- GCSE AstronomyDokument30 SeitenGCSE Astronomyharris123mc100% (1)
- Shree New Price List 2016-17Dokument13 SeitenShree New Price List 2016-17ontimeNoch keine Bewertungen
- Logic NotesDokument19 SeitenLogic NotesCielo PulmaNoch keine Bewertungen
- Tugas 2-TRK Lanjut Kelompok 3 Andre-Arief-IstiaDokument18 SeitenTugas 2-TRK Lanjut Kelompok 3 Andre-Arief-IstiaAndre Fahriz Perdana HarahapNoch keine Bewertungen
- Douluo Dalu Volume 05 - Star Dou Forest PDFDokument141 SeitenDouluo Dalu Volume 05 - Star Dou Forest PDFRay Joseph LealNoch keine Bewertungen
- The Passion For Cacti and Other Succulents: June 2017Dokument140 SeitenThe Passion For Cacti and Other Succulents: June 2017golf2010Noch keine Bewertungen
- Assignment 2 Mat435Dokument2 SeitenAssignment 2 Mat435Arsene LupinNoch keine Bewertungen
- Drilling & GroutingDokument18 SeitenDrilling & GroutingSantosh Laxman PatilNoch keine Bewertungen
- June 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEDokument28 SeitenJune 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEmiapoppycollinsNoch keine Bewertungen
- Passenger Lift Alert - Health and Safety AuthorityDokument4 SeitenPassenger Lift Alert - Health and Safety AuthorityReginald MaswanganyiNoch keine Bewertungen
- Fulltext 4 PDFDokument4 SeitenFulltext 4 PDFSubhadip Banerjee0% (1)
- The Light Fantastic by Sarah CombsDokument34 SeitenThe Light Fantastic by Sarah CombsCandlewick PressNoch keine Bewertungen
- Owner'S Manual: 2023 Chassis CabDokument444 SeitenOwner'S Manual: 2023 Chassis CabDmitry DimasNoch keine Bewertungen
- TM-8000 HD Manual PDFDokument37 SeitenTM-8000 HD Manual PDFRoxana BirtumNoch keine Bewertungen
- Unit 3Dokument12 SeitenUnit 3Erik PurnandoNoch keine Bewertungen
- 2022 Audi e Tron 22Dokument318 Seiten2022 Audi e Tron 22Alejandro Alberto Robalino MendezNoch keine Bewertungen
- Food Taste Panel Evaluation Form 2Dokument17 SeitenFood Taste Panel Evaluation Form 2Akshat JainNoch keine Bewertungen
- Pediatric EmergenciesDokument47 SeitenPediatric EmergenciesahmedNoch keine Bewertungen
- IV. Network Modeling, Simple SystemDokument16 SeitenIV. Network Modeling, Simple SystemJaya BayuNoch keine Bewertungen
- HCPL 316J 000eDokument34 SeitenHCPL 316J 000eElyes MbarekNoch keine Bewertungen
- Lec 4 - 4th WeekDokument40 SeitenLec 4 - 4th Weekrajpoot aliNoch keine Bewertungen
- Bulacan Agricultural State College: Lesson Plan in Science 4 Life Cycle of Humans, Animals and PlantsDokument6 SeitenBulacan Agricultural State College: Lesson Plan in Science 4 Life Cycle of Humans, Animals and PlantsHarmonica PellazarNoch keine Bewertungen
- SSDsDokument3 SeitenSSDsDiki Tri IndartaNoch keine Bewertungen
- Syllabus Unit Iv Unit Commitment and Economic DispatchDokument23 SeitenSyllabus Unit Iv Unit Commitment and Economic DispatchBALAKRISHNANNoch keine Bewertungen
- Hydraulic Fan Speed - Test and AdjustDokument12 SeitenHydraulic Fan Speed - Test and Adjustsyed ahmedNoch keine Bewertungen
- Stepan Formulation 926Dokument2 SeitenStepan Formulation 926Moaz SiddigNoch keine Bewertungen
- The Broadband ForumDokument21 SeitenThe Broadband ForumAnouar AleyaNoch keine Bewertungen
- VBAC MCQsDokument3 SeitenVBAC MCQsHanaNoch keine Bewertungen
- Release From Destructive Covenants - D. K. OlukoyaDokument178 SeitenRelease From Destructive Covenants - D. K. OlukoyaJemima Manzo100% (1)