Das könnte Ihnen auch gefallen
- Red Oxide PrimerDokument3 SeitenRed Oxide PrimerjeffreyNoch keine Bewertungen
- HSE Presentation TemplateDokument10 SeitenHSE Presentation TemplatejeffreyNoch keine Bewertungen
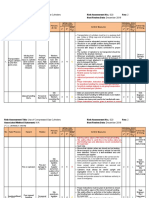
- RA-Use of Compressed Gas CylindersDokument7 SeitenRA-Use of Compressed Gas CylindersjeffreyNoch keine Bewertungen
- Work Place Traffic SafetyDokument19 SeitenWork Place Traffic SafetyjeffreyNoch keine Bewertungen
- Red Oxide PrimerDokument3 SeitenRed Oxide PrimerjeffreyNoch keine Bewertungen
- Operating Instruction DX 351 01 en Operating Instruction PUB 5126242 000Dokument21 SeitenOperating Instruction DX 351 01 en Operating Instruction PUB 5126242 000jeffreyNoch keine Bewertungen
- ObservationsDokument6 SeitenObservationsjeffreyNoch keine Bewertungen
- Food ContainerDokument1 SeiteFood ContainerjeffreyNoch keine Bewertungen
- Red Oxide PrimerDokument14 SeitenRed Oxide Primerjeffrey0% (1)
- Sorry For The Inconvenience Cleaning Timing in Morning - : 6:00am To 6:30amDokument1 SeiteSorry For The Inconvenience Cleaning Timing in Morning - : 6:00am To 6:30amjeffreyNoch keine Bewertungen
- Summary Weekly Report Audi Apr 2018 WK 2Dokument2 SeitenSummary Weekly Report Audi Apr 2018 WK 2jeffreyNoch keine Bewertungen
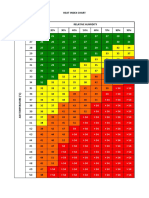
- Heat Index ChartDokument1 SeiteHeat Index Chartjeffrey100% (1)
- Total Workforce On Site:: Team Area / Location Activity Total Track TeamDokument1 SeiteTotal Workforce On Site:: Team Area / Location Activity Total Track TeamjeffreyNoch keine Bewertungen
- Guidelines DO16Dokument77 SeitenGuidelines DO16Marlo ChicaNoch keine Bewertungen
- Compressed GAS CylinderDokument2 SeitenCompressed GAS CylinderjeffreyNoch keine Bewertungen
- AD Work Zone Field GuideDokument12 SeitenAD Work Zone Field GuidejeffreyNoch keine Bewertungen
- Maintenance Request FormDokument1 SeiteMaintenance Request FormjeffreyNoch keine Bewertungen
- Scaffold Inspection ChecklistDokument2 SeitenScaffold Inspection Checklistjeffrey90% (10)
- Google TranslateDokument6 SeitenGoogle TranslatejeffreyNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Annex Vi List of Preservatives Which Cosmetic Products May ContainDokument11 SeitenAnnex Vi List of Preservatives Which Cosmetic Products May ContainNor SurayaNoch keine Bewertungen
- Fatigue Process in Beams of Reinforced Concrete Bridges - A Literature ReviewDokument8 SeitenFatigue Process in Beams of Reinforced Concrete Bridges - A Literature ReviewFernandoNoch keine Bewertungen
- BSD Aashto LRFD 2017Dokument147 SeitenBSD Aashto LRFD 2017Fredrik AndresenNoch keine Bewertungen
- Solutions For AdhesivesDokument2 SeitenSolutions For AdhesivesPranshu JainNoch keine Bewertungen
- Gravity Dam StabilityDokument14 SeitenGravity Dam StabilityHarilal Kishan67% (3)
- Objective Type Questions With AnswersDokument29 SeitenObjective Type Questions With AnswersNikka LopezNoch keine Bewertungen
- Datasheet For Vent ScrubberDokument5 SeitenDatasheet For Vent ScrubbercliffrajjoelNoch keine Bewertungen
- 1982, Leja, Surface Chemistry of Froth FlotationDokument393 Seiten1982, Leja, Surface Chemistry of Froth FlotationFernando Lotero50% (4)
- Syllabus For The Trade of Fitter: First Semester (Semester Code No. FTR - 01) Duration: Six Month Week Trade Theory NoDokument8 SeitenSyllabus For The Trade of Fitter: First Semester (Semester Code No. FTR - 01) Duration: Six Month Week Trade Theory NosidNoch keine Bewertungen
- Din 580-Lifting Eye Bolts PDFDokument1 SeiteDin 580-Lifting Eye Bolts PDFAntohi CatalinNoch keine Bewertungen
- Module 3Dokument27 SeitenModule 3justineNoch keine Bewertungen
- Technical Data: Protective Grease For Overhead Line ConductorsDokument3 SeitenTechnical Data: Protective Grease For Overhead Line ConductorssreedharNoch keine Bewertungen
- Acids and Alkalis Worksheet: Name: . DateDokument3 SeitenAcids and Alkalis Worksheet: Name: . DateCally ChewNoch keine Bewertungen
- Polarity of Molecules Hand-OutDokument1 SeitePolarity of Molecules Hand-OutMaria Di MakaototNoch keine Bewertungen
- Kevlar Fiber: Devansh GuptaDokument23 SeitenKevlar Fiber: Devansh Guptagopal rao sirNoch keine Bewertungen
- Physical Chemistry I (100 Items)Dokument14 SeitenPhysical Chemistry I (100 Items)Mark Ryan Tripole67% (3)
- Technical Brief: Avoiding Bolt Failures: F E A T U R EDokument2 SeitenTechnical Brief: Avoiding Bolt Failures: F E A T U R EkanosriNoch keine Bewertungen
- Cartridge MsdsDokument9 SeitenCartridge MsdseserNoch keine Bewertungen
- Composite Stress MethodsDokument47 SeitenComposite Stress Methodsluuvandong48xf396Noch keine Bewertungen
- Determination of Crystal Structure and Crystallite SizeDokument17 SeitenDetermination of Crystal Structure and Crystallite SizeRohit SatheshNoch keine Bewertungen
- Let'S Begin!: Course OverviewDokument20 SeitenLet'S Begin!: Course OverviewNur-aine HajijulNoch keine Bewertungen
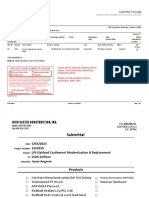
- Submittal Package 74-07 46 46-00 - Mineral-Fiber Cement Siding NET - 230622Dokument56 SeitenSubmittal Package 74-07 46 46-00 - Mineral-Fiber Cement Siding NET - 230622Apple CabreraNoch keine Bewertungen
- A Seminar On Material-SelectionDokument39 SeitenA Seminar On Material-SelectionThirukkumaranBalasubramanianNoch keine Bewertungen
- Metrology and Surface EngineeringDokument2 SeitenMetrology and Surface EngineeringnvemanNoch keine Bewertungen
- Process Plant Estimating StandardsDokument15 SeitenProcess Plant Estimating StandardsCarl Williams75% (4)
- Mini Air BlowerDokument19 SeitenMini Air BlowerudaypavanNoch keine Bewertungen
- Multi Axial Loading - ResourceDokument29 SeitenMulti Axial Loading - ResourceEirickTrejozuñigaNoch keine Bewertungen
- Europrene INTOL POLIMERIDokument28 SeitenEuroprene INTOL POLIMERIRubik ArtNoch keine Bewertungen
- Part IV: Engineered Nanomaterials: Unit 3: The Chemistry of Engineering MaterialsDokument23 SeitenPart IV: Engineered Nanomaterials: Unit 3: The Chemistry of Engineering MaterialsGlecie RasNoch keine Bewertungen