Das könnte Ihnen auch gefallen
- MSS SP-70-2011 PDFDokument16 SeitenMSS SP-70-2011 PDFmasoudNoch keine Bewertungen
- MSS SP-118-2007Dokument24 SeitenMSS SP-118-2007masoudNoch keine Bewertungen
- Leak Detection TechnologyDokument10 SeitenLeak Detection TechnologymasoudNoch keine Bewertungen
- M PM 115Dokument14 SeitenM PM 115masoudNoch keine Bewertungen
- MSS SP-133-2005Dokument17 SeitenMSS SP-133-2005masoudNoch keine Bewertungen
- Ips G PM 200Dokument33 SeitenIps G PM 200masoudNoch keine Bewertungen
- MSS SP-90-2000Dokument26 SeitenMSS SP-90-2000masoudNoch keine Bewertungen
- E PM 385Dokument25 SeitenE PM 385masoudNoch keine Bewertungen
- E PM 400Dokument17 SeitenE PM 400masoudNoch keine Bewertungen
- G PM 250Dokument28 SeitenG PM 250masoudNoch keine Bewertungen
- G PM 105Dokument26 SeitenG PM 105MojtabaNoch keine Bewertungen
- Ips G PM 120Dokument22 SeitenIps G PM 120masoudNoch keine Bewertungen
- Scope of Performance of First Responders Who Practice in The Wilderness or Delayed or Prolonged Transport SettingsDokument3 SeitenScope of Performance of First Responders Who Practice in The Wilderness or Delayed or Prolonged Transport SettingsmasoudNoch keine Bewertungen
- Warnings On Refillable CO Cylinders Used in The Sport of PaintballDokument3 SeitenWarnings On Refillable CO Cylinders Used in The Sport of PaintballmasoudNoch keine Bewertungen
- E PM 100Dokument29 SeitenE PM 100masoudNoch keine Bewertungen
- E PM 110Dokument42 SeitenE PM 110masoudNoch keine Bewertungen
- B985 12 (2016)Dokument8 SeitenB985 12 (2016)masoudNoch keine Bewertungen
- C1036 16Dokument10 SeitenC1036 16masoudNoch keine Bewertungen
- B241B241M 16Dokument22 SeitenB241B241M 16masoudNoch keine Bewertungen
- Symbols and Definitions Relating To Magnetic Testing: Standard Terminology ofDokument16 SeitenSymbols and Definitions Relating To Magnetic Testing: Standard Terminology ofmasoudNoch keine Bewertungen
- Wrought Seamless and Welded and Drawn Cobalt Alloy Small Diameter Tubing For Surgical Implants (UNS R30003, UNS R30008, UNS R30035, UNS R30605, and UNS R31537)Dokument6 SeitenWrought Seamless and Welded and Drawn Cobalt Alloy Small Diameter Tubing For Surgical Implants (UNS R30003, UNS R30008, UNS R30035, UNS R30605, and UNS R31537)masoudNoch keine Bewertungen
- Human Land Search and Rescue Resources: Standard Classification System ofDokument4 SeitenHuman Land Search and Rescue Resources: Standard Classification System ofmasoudNoch keine Bewertungen
- Training Instructor Qualification and Certification Eligibility of Emergency Medical DispatchersDokument5 SeitenTraining Instructor Qualification and Certification Eligibility of Emergency Medical DispatchersmasoudNoch keine Bewertungen
- Live Line and Measuring Telescoping Tools: Standard Specification ForDokument6 SeitenLive Line and Measuring Telescoping Tools: Standard Specification Formasoud100% (1)
- Determining The Protective Performance of An Arc Protective Blanket For Electric Arc HazardsDokument8 SeitenDetermining The Protective Performance of An Arc Protective Blanket For Electric Arc HazardsmasoudNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Best Practices in Capital Equipment CommissioningDokument8 SeitenBest Practices in Capital Equipment CommissioningBramJanssen76Noch keine Bewertungen
- SST (Special Service Tools)Dokument2 SeitenSST (Special Service Tools)Jose Luis Untama CastilloNoch keine Bewertungen
- Parts Manual: 938H Wheel LoaderDokument1.181 SeitenParts Manual: 938H Wheel LoaderDaniel Henrique PiovesaniNoch keine Bewertungen
- Wacker Neuson Concrete Technology BrochureDokument17 SeitenWacker Neuson Concrete Technology BrochureMuhaiminNoch keine Bewertungen
- Lesson Plan ECM442Dokument2 SeitenLesson Plan ECM442Hatake Zul FadhliNoch keine Bewertungen
- Man Dio55 UkDokument18 SeitenMan Dio55 UkQuang BáchNoch keine Bewertungen
- (Geotechnical Practice Publication No. 8) Bowers, Benjamin F._ Luo, Si-Hai_ Mei, Guoxiong_ Zhang, Zhongjie_ Huang, Baoshan-Pavement and Geotechnical Engineering for Transportation _ Proceedings of Ses (1)Dokument191 Seiten(Geotechnical Practice Publication No. 8) Bowers, Benjamin F._ Luo, Si-Hai_ Mei, Guoxiong_ Zhang, Zhongjie_ Huang, Baoshan-Pavement and Geotechnical Engineering for Transportation _ Proceedings of Ses (1)David Rios FernandezNoch keine Bewertungen
- PB Super 1103-2 BRDokument14 SeitenPB Super 1103-2 BRBartz BartzNoch keine Bewertungen
- Design Permanent Magnet Motor Water Jacket Cooled MotorDokument5 SeitenDesign Permanent Magnet Motor Water Jacket Cooled Motorhpham2005Noch keine Bewertungen
- Alucobond Processing Technical DataDokument46 SeitenAlucobond Processing Technical DataIng Admir MatoshiNoch keine Bewertungen
- Site Test Report Date: Al-Osais Co. KHUDARIYAH S/S 115/13.8 KV S/S CT Supervision Relay - MVTPDokument4 SeitenSite Test Report Date: Al-Osais Co. KHUDARIYAH S/S 115/13.8 KV S/S CT Supervision Relay - MVTPsikander843562Noch keine Bewertungen
- Model 8700: Technical Bulletin 8700 - TBDokument4 SeitenModel 8700: Technical Bulletin 8700 - TBaymenkaramNoch keine Bewertungen
- Jacketing: Er. Shaikh Arshad Vjti Mtech CMDokument21 SeitenJacketing: Er. Shaikh Arshad Vjti Mtech CMnazeer_mohdNoch keine Bewertungen
- GP3000Dokument32 SeitenGP3000JerNoch keine Bewertungen
- Osisense Xs & XT - xsdh603629Dokument2 SeitenOsisense Xs & XT - xsdh603629Hakim ArifNoch keine Bewertungen
- Interconnect Noise Optimization in Nanometer TechnologiesDokument145 SeitenInterconnect Noise Optimization in Nanometer TechnologiesSmile NagsNoch keine Bewertungen
- Cispi Designation 301-09 PDFDokument80 SeitenCispi Designation 301-09 PDFsina_84Noch keine Bewertungen
- Design and Analysis of Navigator Quad Copter For Autonomous VehiclesDokument3 SeitenDesign and Analysis of Navigator Quad Copter For Autonomous VehiclesInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- QD83 - Global Supplier Quality Directive - Edition 2018Dokument66 SeitenQD83 - Global Supplier Quality Directive - Edition 2018mirosek100% (1)
- Overview of API 682 and ISO 21049Dokument7 SeitenOverview of API 682 and ISO 21049pedpixNoch keine Bewertungen
- Light BulbDokument13 SeitenLight BulbFurious ZouhairNoch keine Bewertungen
- Limit State of ServiceabilityDokument20 SeitenLimit State of ServiceabilityNavi RengarajanNoch keine Bewertungen
- Utkarsh India Limited - Best Swaged Pole Manufacturer in IndiaDokument8 SeitenUtkarsh India Limited - Best Swaged Pole Manufacturer in IndiaUtkarsh India LTD.Noch keine Bewertungen
- Detailed Lesson Plan in ICT Grade 1Dokument4 SeitenDetailed Lesson Plan in ICT Grade 1Jesselyn Dacdac Llantada-Bautista80% (10)
- SAMPLE Forklift Safety ProgramDokument5 SeitenSAMPLE Forklift Safety ProgramSudiatmoko SupangkatNoch keine Bewertungen
- Sikafloor Curehard 24Dokument6 SeitenSikafloor Curehard 24Boy BangusNoch keine Bewertungen
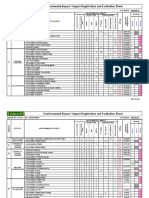
- Environmental Aspect / Impact Registration and Evaluation SheetDokument3 SeitenEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNoch keine Bewertungen
- 10 6x7 PHE7 BA1 NLDokument8 Seiten10 6x7 PHE7 BA1 NLRavi KantNoch keine Bewertungen
- Autocar Spare Parts Price SurveyDokument10 SeitenAutocar Spare Parts Price SurveyDeepak ShoriNoch keine Bewertungen
- 2017 - .Samwoo CM Brochure (Infrastructure)Dokument39 Seiten2017 - .Samwoo CM Brochure (Infrastructure)Cao Tú HoàngNoch keine Bewertungen