Das könnte Ihnen auch gefallen
- Sedimentary Processes: Quantification Using RadionuclidesVon EverandSedimentary Processes: Quantification Using RadionuclidesNoch keine Bewertungen
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Dokument6 SeitenAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNoch keine Bewertungen
- United States Patent (19) : L 0/2 M80 SRDokument6 SeitenUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRANoch keine Bewertungen
- United States Patent (19) : Lommi Et Al. (45) Date of Patent: Mar 18, 1997Dokument4 SeitenUnited States Patent (19) : Lommi Et Al. (45) Date of Patent: Mar 18, 1997Marina ButuceaNoch keine Bewertungen
- Sweetening With Amonia Crystal2Dokument4 SeitenSweetening With Amonia Crystal2MohammadNoch keine Bewertungen
- United States Patent (19) : (45) Date of Patent: " Apr. 4, 1989Dokument10 SeitenUnited States Patent (19) : (45) Date of Patent: " Apr. 4, 1989Niki Wijaya SariNoch keine Bewertungen
- Spotting FluidsDokument16 SeitenSpotting FluidsEduardo PeraltaNoch keine Bewertungen
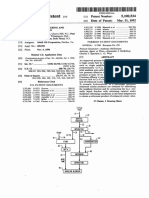
- United States Patent (19) 11 Patent Number: 6,006,924: Sandford (45) Date of Patent: Dec. 28, 1999Dokument8 SeitenUnited States Patent (19) 11 Patent Number: 6,006,924: Sandford (45) Date of Patent: Dec. 28, 1999NadineNoch keine Bewertungen
- United States Patent (19) : Helderle Et AlDokument14 SeitenUnited States Patent (19) : Helderle Et AlabodolkuhaaNoch keine Bewertungen
- Microorganismos ExpoDokument8 SeitenMicroorganismos ExpoSofia AmadorNoch keine Bewertungen
- United States Patent (19) : (45) Date of Patent: Mar 23, 1999Dokument9 SeitenUnited States Patent (19) : (45) Date of Patent: Mar 23, 1999Yosef Camposano RodriguezNoch keine Bewertungen
- United States Patent (19) : 11 Patent Number: 5,358,655 (45) Date of Patent: Oct. 25, 1994Dokument7 SeitenUnited States Patent (19) : 11 Patent Number: 5,358,655 (45) Date of Patent: Oct. 25, 1994Cheikh DjoudiNoch keine Bewertungen
- US5100534Dokument9 SeitenUS5100534oseng sengNoch keine Bewertungen
- PatentDokument15 SeitenPatentIwan TirtaNoch keine Bewertungen
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDokument10 SeitenUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNoch keine Bewertungen
- United States Patent (19) : 11 Patent Number: 5,747,102 45 Date of Patent: May 5, 1998Dokument27 SeitenUnited States Patent (19) : 11 Patent Number: 5,747,102 45 Date of Patent: May 5, 1998Wei-Ting YehNoch keine Bewertungen
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Dokument8 SeitenUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaNoch keine Bewertungen
- Us 4142402Dokument6 SeitenUs 4142402Lekhamani YadavNoch keine Bewertungen
- United States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995Dokument7 SeitenUnited States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995DILIP KulkarniNoch keine Bewertungen
- United States Patent (19) : (75. Inventors: Fumio Takeuchi Masao TakahashiDokument10 SeitenUnited States Patent (19) : (75. Inventors: Fumio Takeuchi Masao TakahashiTeleson MarquesNoch keine Bewertungen
- Pan Release AgentDokument5 SeitenPan Release AgentCharaf ZAHIRINoch keine Bewertungen
- Anhydrous Us PatentDokument11 SeitenAnhydrous Us PatentAlexander ApuraNoch keine Bewertungen
- Patent 3Dokument4 SeitenPatent 3PankajNoch keine Bewertungen
- BusaDokument10 SeitenBusadewiNoch keine Bewertungen
- United States Patent (19) : Bury Sep. 16, 1997Dokument5 SeitenUnited States Patent (19) : Bury Sep. 16, 1997KhoiNguyen1205Noch keine Bewertungen
- United States PatentDokument5 SeitenUnited States PatentHarry CortezNoch keine Bewertungen
- US5461179Dokument11 SeitenUS5461179Muhammad Akbar FahleviNoch keine Bewertungen
- US6316541 Phản ứng nhũ hóa SiliconeDokument12 SeitenUS6316541 Phản ứng nhũ hóa SiliconeSinh LeNoch keine Bewertungen
- Preparation ProcessDokument5 SeitenPreparation ProcessHarshitMittalNoch keine Bewertungen
- Automatic Labeling Machine and MethodDokument14 SeitenAutomatic Labeling Machine and MethodHùng ThanhNoch keine Bewertungen
- United States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Dokument5 SeitenUnited States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Affinta LorenzaNoch keine Bewertungen
- United States Patent (19) 5,022,984: Pimley Et Al. Jun. 11, 1991Dokument11 SeitenUnited States Patent (19) 5,022,984: Pimley Et Al. Jun. 11, 1991Claudinei MayerNoch keine Bewertungen
- Iiihiiihhhhhhh: United States PatentDokument23 SeitenIiihiiihhhhhhh: United States PatentDimitrija AngelkovNoch keine Bewertungen
- US4365087Dokument8 SeitenUS4365087ali.a.yahyaNoch keine Bewertungen
- Chemically Gassed Emulsion ExplosiveDokument5 SeitenChemically Gassed Emulsion ExplosiveManh Loc PhanNoch keine Bewertungen
- United States Patent (19) : George Et Al. 11 Patent Number: 4,969,525 45) Date of Patent: Nov. 13, 1990Dokument9 SeitenUnited States Patent (19) : George Et Al. 11 Patent Number: 4,969,525 45) Date of Patent: Nov. 13, 1990Cuenta InformacionNoch keine Bewertungen
- Soap MakingDokument14 SeitenSoap MakingEmanuel MoralesNoch keine Bewertungen
- Molde PatenteadoDokument12 SeitenMolde PatenteadoFabiano SchincariolNoch keine Bewertungen
- Us 4256783Dokument9 SeitenUs 4256783Santiago BorgesNoch keine Bewertungen
- US5527957Dokument8 SeitenUS5527957THAIYEZI DEGREY OVALOS MORENONoch keine Bewertungen
- United States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999Dokument17 SeitenUnited States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999hosseinNoch keine Bewertungen
- US8075772 失效Dokument35 SeitenUS8075772 失效Steven CHENNoch keine Bewertungen
- EMULSIFIERS, AQUEOUS ISOCYANATE Emulsions Containgn Them and Their Use Use As BindersDokument9 SeitenEMULSIFIERS, AQUEOUS ISOCYANATE Emulsions Containgn Them and Their Use Use As BindersShabi HadashNoch keine Bewertungen
- (Patent) US4915930Dokument9 Seiten(Patent) US4915930Pavita SalsabilaNoch keine Bewertungen
- Flux Patent US5297721Dokument6 SeitenFlux Patent US5297721M. v.d. WielNoch keine Bewertungen
- US5358999Dokument11 SeitenUS5358999Besharat KhaleidNoch keine Bewertungen
- Patent eDokument40 SeitenPatent eJorge BertranNoch keine Bewertungen
- Iii Iiii: United States PatentDokument9 SeitenIii Iiii: United States PatentARHNoch keine Bewertungen
- FFHGJHDokument4 SeitenFFHGJHPuput AstriatiNoch keine Bewertungen
- United States PatentDokument7 SeitenUnited States Patentshahnaz skNoch keine Bewertungen
- JK, L.. 5Dokument10 SeitenJK, L.. 5Rikaa MandasariNoch keine Bewertungen
- US4294740Dokument3 SeitenUS4294740Safiullah KhanNoch keine Bewertungen
- PatentsbDokument20 SeitenPatentsbapi-3839740100% (1)
- Us 4088569Dokument7 SeitenUs 4088569Paravastu VinuthaNoch keine Bewertungen
- Us6210562 PDFDokument8 SeitenUs6210562 PDFSyuhadah NoordinNoch keine Bewertungen
- United States Patent (19) : Argento Et AlDokument11 SeitenUnited States Patent (19) : Argento Et AlSoh Ming LunNoch keine Bewertungen
- Processes For Producing Highly Pure NicotinamideDokument9 SeitenProcesses For Producing Highly Pure NicotinamideZeynep BudakoğluNoch keine Bewertungen
- Us 5733856Dokument11 SeitenUs 5733856omer reisNoch keine Bewertungen
- US5490887 Water Gel ExplosiveDokument5 SeitenUS5490887 Water Gel Explosiveteleson eliasNoch keine Bewertungen
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Dokument8 SeitenUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierNoch keine Bewertungen
- Periodic Table of The Elements: Be B C LiDokument1 SeitePeriodic Table of The Elements: Be B C LiBen Duncan Málaga EspichánNoch keine Bewertungen
- 0806 3001 PDFDokument9 Seiten0806 3001 PDFBen Duncan Málaga EspichánNoch keine Bewertungen
- Harry Fevold: Proteins BYDokument66 SeitenHarry Fevold: Proteins BYBen Duncan Málaga EspichánNoch keine Bewertungen
- Surface Chemistry Involved in Epitaxy of Graphene On 3C-Sic (111) /siDokument4 SeitenSurface Chemistry Involved in Epitaxy of Graphene On 3C-Sic (111) /siBen Duncan Málaga EspichánNoch keine Bewertungen
- Polk 2004Dokument49 SeitenPolk 2004Ben Duncan Málaga EspichánNoch keine Bewertungen
- Tissue and Cell: Sujune Tsai, Yating Jhuang, Emma Spikings, Ping-Jyun Sung, Chiahsin LinDokument8 SeitenTissue and Cell: Sujune Tsai, Yating Jhuang, Emma Spikings, Ping-Jyun Sung, Chiahsin LinBen Duncan Málaga EspichánNoch keine Bewertungen
- 5828 Fathy Abd Elhafez: Studies in Stereochemistry. Asymmetric Induction" The Syntheses Acyclic SystemsDokument8 Seiten5828 Fathy Abd Elhafez: Studies in Stereochemistry. Asymmetric Induction" The Syntheses Acyclic SystemsBen Duncan Málaga EspichánNoch keine Bewertungen
- Recovery of Gallium From Bayer LiquorDokument10 SeitenRecovery of Gallium From Bayer LiquorBen Duncan Málaga Espichán100% (1)
- Awad 2007Dokument7 SeitenAwad 2007Ben Duncan Málaga EspichánNoch keine Bewertungen
- Author's Accepted Manuscript: Ceramics InternationalDokument25 SeitenAuthor's Accepted Manuscript: Ceramics InternationalBen Duncan Málaga EspichánNoch keine Bewertungen
- Anomeric EffectDokument2 SeitenAnomeric EffectBen Duncan Málaga EspichánNoch keine Bewertungen
- Anchimeric AssistanceDokument7 SeitenAnchimeric AssistanceBen Duncan Málaga EspichánNoch keine Bewertungen
- Joyce 2007Dokument1 SeiteJoyce 2007Ben Duncan Málaga EspichánNoch keine Bewertungen
- Advances in Colloid and Interface Science: Bingquan Li, Ponisseril Somasundaran, Partha PatraDokument6 SeitenAdvances in Colloid and Interface Science: Bingquan Li, Ponisseril Somasundaran, Partha PatraBen Duncan Málaga EspichánNoch keine Bewertungen
- Waste To WealthDokument33 SeitenWaste To WealthrexNoch keine Bewertungen
- 1963, Cakebread Robey & Co, London, UKDokument176 Seiten1963, Cakebread Robey & Co, London, UKHouse HistoriesNoch keine Bewertungen
- Techinical Guide ZF 078 Thru 150 R410A Predator Single Packaged Unitr (Generation 6) - 528194-Ytg-M-0813Dokument68 SeitenTechinical Guide ZF 078 Thru 150 R410A Predator Single Packaged Unitr (Generation 6) - 528194-Ytg-M-0813Rolando VenegasNoch keine Bewertungen
- Design A Hybrid Solar BicycleDokument32 SeitenDesign A Hybrid Solar Bicycleakash100% (1)
- Dolphin WaterCare PDF Presentation 10-16-12Dokument28 SeitenDolphin WaterCare PDF Presentation 10-16-12Fabio Gregorio Beltrán MartínezNoch keine Bewertungen
- SPE-68789-MS One PetroDokument5 SeitenSPE-68789-MS One PetroAlex ZamanNoch keine Bewertungen
- Wood Finishes: Catalogue 2017Dokument36 SeitenWood Finishes: Catalogue 2017nanoNoch keine Bewertungen
- Earthing & Bonding SystemDokument6 SeitenEarthing & Bonding Systemsaravana3kumar3ravicNoch keine Bewertungen
- IS 428 Washable DistemperDokument10 SeitenIS 428 Washable DistempersunitkghoshNoch keine Bewertungen
- Panasonic CS-HZ9RKE-HZ12RKE Sevice Manual EngDokument113 SeitenPanasonic CS-HZ9RKE-HZ12RKE Sevice Manual EngVõ Văn DũngNoch keine Bewertungen
- Hvac4 Copp Elb Tee 2004Dokument12 SeitenHvac4 Copp Elb Tee 2004maheshNoch keine Bewertungen
- Traditional Machining Processes Research AdvancesDokument242 SeitenTraditional Machining Processes Research AdvancesGema Rodriguez DelgadoNoch keine Bewertungen
- Acid-Base Behavior of Some Group 4 OxidesDokument3 SeitenAcid-Base Behavior of Some Group 4 Oxidesd danNoch keine Bewertungen
- Thesis Synopsis - C&D Waste MNGMNTDokument5 SeitenThesis Synopsis - C&D Waste MNGMNTarchiknightNoch keine Bewertungen
- 2012 Rekomendasi Pengangkutan Limbah B3Dokument75 Seiten2012 Rekomendasi Pengangkutan Limbah B3yordan abdulNoch keine Bewertungen
- Cor-Ten - Weather & Corrosion Resistant SteelDokument5 SeitenCor-Ten - Weather & Corrosion Resistant SteelAnjan DeyNoch keine Bewertungen
- TyreDokument24 SeitenTyrepRAMOD g pATOLENoch keine Bewertungen
- Combustion and Explosion Characteristics of Dusts GESTIS-DUST-EX - Edition 2-2001Dokument22 SeitenCombustion and Explosion Characteristics of Dusts GESTIS-DUST-EX - Edition 2-2001micaziv4786Noch keine Bewertungen
- Yanmar Engine L48N L100N User ManualDokument104 SeitenYanmar Engine L48N L100N User ManualDavid Alfonso Caraballo100% (5)
- Fixed Dome Material SelectionDokument2 SeitenFixed Dome Material Selectiontristan calaraNoch keine Bewertungen
- Separation and Processing and Transformation of Solid WasteDokument10 SeitenSeparation and Processing and Transformation of Solid WasteKind Red50% (2)
- Pneumatic CylindersDokument5 SeitenPneumatic CylindersgokulahbNoch keine Bewertungen
- Ew548f & Ew648f PDFDokument21 SeitenEw548f & Ew648f PDFMadu BiruNoch keine Bewertungen
- Burnit Comfort PM PM/BDokument56 SeitenBurnit Comfort PM PM/BAleksandar GuskovNoch keine Bewertungen
- UMC 65nm FAQ 141103Dokument56 SeitenUMC 65nm FAQ 141103LoiLeVanNoch keine Bewertungen
- Dyson LIGHT BALL ANIMAL User ManualDokument16 SeitenDyson LIGHT BALL ANIMAL User ManualManonNoch keine Bewertungen
- Vice Cosmetics Duo Finish FoundationDokument14 SeitenVice Cosmetics Duo Finish FoundationChunne LinqueNoch keine Bewertungen
- Ir CompDokument94 SeitenIr CompmahaveenNoch keine Bewertungen
- HMPP Hempaline Bro - WEBDokument6 SeitenHMPP Hempaline Bro - WEBvpjagannaathNoch keine Bewertungen
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- An Applied Guide to Water and Effluent Treatment Plant DesignVon EverandAn Applied Guide to Water and Effluent Treatment Plant DesignBewertung: 5 von 5 Sternen5/5 (4)
- Distillation Design and Control Using Aspen SimulationVon EverandDistillation Design and Control Using Aspen SimulationBewertung: 5 von 5 Sternen5/5 (2)
- Piping Engineering Leadership for Process Plant ProjectsVon EverandPiping Engineering Leadership for Process Plant ProjectsBewertung: 5 von 5 Sternen5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- Water-Based Paint Formulations, Vol. 3Von EverandWater-Based Paint Formulations, Vol. 3Bewertung: 4.5 von 5 Sternen4.5/5 (6)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersVon EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsVon EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNoch keine Bewertungen
- The Perfumed Pages of History: A Textbook on Fragrance CreationVon EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationBewertung: 4 von 5 Sternen4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersVon EverandFundamentals of Risk Management for Process Industry EngineersNoch keine Bewertungen
- A New Approach to HAZOP of Complex Chemical ProcessesVon EverandA New Approach to HAZOP of Complex Chemical ProcessesNoch keine Bewertungen
- The Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookNoch keine Bewertungen
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesVon EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayNoch keine Bewertungen
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesVon EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesBewertung: 5 von 5 Sternen5/5 (1)
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksVon EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNoch keine Bewertungen
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsVon EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottBewertung: 4 von 5 Sternen4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionVon EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNoch keine Bewertungen
- Bioinspired Materials Science and EngineeringVon EverandBioinspired Materials Science and EngineeringGuang YangNoch keine Bewertungen
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesVon EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNoch keine Bewertungen