Das könnte Ihnen auch gefallen
- Do's and Dont's Shop Floor PracticesDokument19 SeitenDo's and Dont's Shop Floor Practicessridharchebrolu50% (2)
- MOS - Steel StructureDokument15 SeitenMOS - Steel StructuredennisNoch keine Bewertungen
- Preventive Maintenance Check SheetDokument4 SeitenPreventive Maintenance Check Sheetrahul_2005Noch keine Bewertungen
- Integrator Windup and How To Avoid ItDokument6 SeitenIntegrator Windup and How To Avoid ItHermogensNoch keine Bewertungen
- Standard Operation ProcedureDokument3 SeitenStandard Operation ProcedureAnand KesarkarNoch keine Bewertungen
- Safety Dash BoardDokument1 SeiteSafety Dash BoardSandeep KumarNoch keine Bewertungen
- Customer Complaints RegisterDokument7 SeitenCustomer Complaints RegisterdanielsasikumarNoch keine Bewertungen
- JD Asst Manager-QA ForgingDokument2 SeitenJD Asst Manager-QA ForgingParveen (Atam Valves)Noch keine Bewertungen
- 17.work Instruction For CNC-CLGDokument1 Seite17.work Instruction For CNC-CLGSAKTHIVEL ANoch keine Bewertungen
- ATL CAPA RegisterDokument5 SeitenATL CAPA Registerhsesterling ikeaNoch keine Bewertungen
- Interested-Parties-Needs-expectations-As-Per - ISO TS 22163Dokument8 SeitenInterested-Parties-Needs-expectations-As-Per - ISO TS 22163AnkurNoch keine Bewertungen
- Kra 12-13Dokument9 SeitenKra 12-13Saran KumarNoch keine Bewertungen
- Inspection ProcedureDokument1 SeiteInspection ProcedureManu SharmaNoch keine Bewertungen
- Procedure For Problem SolvingDokument3 SeitenProcedure For Problem SolvingRavindra shindeNoch keine Bewertungen
- Ppe Training Record: Department Occupation Type of Ppe Make/Model Name InitialsDokument3 SeitenPpe Training Record: Department Occupation Type of Ppe Make/Model Name Initialsvlad100% (1)
- Sop Hydraulic Punch and ShearDokument1 SeiteSop Hydraulic Punch and ShearBorislav VulićNoch keine Bewertungen
- Procedure Flow Chart For Production PlanningDokument1 SeiteProcedure Flow Chart For Production PlanningSachin Kumbhar100% (1)
- CNC HMC Acc CheckDokument2 SeitenCNC HMC Acc CheckKalees WaranNoch keine Bewertungen
- Rejection Record.Dokument10 SeitenRejection Record.karan shahNoch keine Bewertungen
- Final Inspection - Tata Ace DiscDokument3 SeitenFinal Inspection - Tata Ace DiscazadNoch keine Bewertungen
- Bearing Housing Assembly Procedure EXTERNALDokument10 SeitenBearing Housing Assembly Procedure EXTERNALAlejandroZegarraNoch keine Bewertungen
- Bajaj Electricals LTD: Minutes of Meeting (Safety Committee)Dokument3 SeitenBajaj Electricals LTD: Minutes of Meeting (Safety Committee)anil kumar100% (1)
- Customer Complaint RegisterDokument3 SeitenCustomer Complaint RegistermuthuselvanNoch keine Bewertungen
- In-House Rework & Rejection ReportDokument3 SeitenIn-House Rework & Rejection ReportmuthuselvanNoch keine Bewertungen
- SOP - LatheDokument2 SeitenSOP - LatheQuality PFPLNoch keine Bewertungen
- Continual Improvement PlanDokument3 SeitenContinual Improvement Plansathish kumarNoch keine Bewertungen
- SOP of MachinesDokument2 SeitenSOP of MachinesSangram Kandekar100% (1)
- Ok Part NG: (Vendor Non-Conformance Report)Dokument2 SeitenOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNoch keine Bewertungen
- Chhaparia Industries LTD.: In-Process Inspection ReportDokument4 SeitenChhaparia Industries LTD.: In-Process Inspection ReportSwapnil BachhavNoch keine Bewertungen
- Ayoki Safety Monthly Initiative 27.11.21slideDokument19 SeitenAyoki Safety Monthly Initiative 27.11.21slideAltafNoch keine Bewertungen
- JD Manager-Machine ShopDokument2 SeitenJD Manager-Machine ShopParveen (Atam Valves)Noch keine Bewertungen
- List of Production ReportsDokument12 SeitenList of Production ReportsSangeeth BhoopaalanNoch keine Bewertungen
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDokument9 SeitenAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNoch keine Bewertungen
- 01fitting in FabricationDokument11 Seiten01fitting in Fabricationv.bhamidi100% (1)
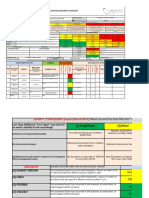
- Quality Risk Assesment: Department / Process: Design / EngineeringDokument2 SeitenQuality Risk Assesment: Department / Process: Design / EngineeringAlbert NajjarNoch keine Bewertungen
- Health Safety & Environment WI - C PDFDokument134 SeitenHealth Safety & Environment WI - C PDFNilesh DeoreNoch keine Bewertungen
- 2018 Ims Manual Mechanical EngineeringDokument19 Seiten2018 Ims Manual Mechanical EngineeringMohamed IbrahimNoch keine Bewertungen
- Purpose:: Procedure Manual FifoDokument3 SeitenPurpose:: Procedure Manual FifoartiNoch keine Bewertungen
- Safe Working Procedure For Loading and UnloadingDokument3 SeitenSafe Working Procedure For Loading and Unloadingsizwe100% (1)
- FT-SYS-11 Minutes of Management Review MeetingDokument4 SeitenFT-SYS-11 Minutes of Management Review Meetingjanak doshi100% (1)
- Packaging Details: Vendor Name & AddressDokument4 SeitenPackaging Details: Vendor Name & AddressPk NimiwalNoch keine Bewertungen
- PROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Dokument1 SeitePROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Metin DemirciogluNoch keine Bewertungen
- R-06 Monthly Safety Audit ChecklistDokument2 SeitenR-06 Monthly Safety Audit ChecklistSandeep Kumar100% (1)
- Display Boards For Hazardous Waste Generating UnitsDokument2 SeitenDisplay Boards For Hazardous Waste Generating UnitsBAla100% (5)
- PPAP Audit Check SheetDokument12 SeitenPPAP Audit Check Sheetmahesh100% (1)
- Work Permit ProcedureDokument2 SeitenWork Permit Procedureवात्सल्य कृतार्थNoch keine Bewertungen
- EEEPL - JSA Unloading MaterialsDokument3 SeitenEEEPL - JSA Unloading MaterialsnishanthNoch keine Bewertungen
- 02-F02 HIRA-Hazard ID and Risk Assessment Form and RegisterDokument5 Seiten02-F02 HIRA-Hazard ID and Risk Assessment Form and Registershaibaz chafekarNoch keine Bewertungen
- Milling Machine SopDokument1 SeiteMilling Machine SopAizrul ShahNoch keine Bewertungen
- Master List of InstrumentsDokument35 SeitenMaster List of Instrumentskrichenaraj6931100% (1)
- Shree Spherotech PVT - LTD.: Control PlanDokument33 SeitenShree Spherotech PVT - LTD.: Control PlanSachin KumbharNoch keine Bewertungen
- 1S, 2S & 6S Audit ChecklistDokument46 Seiten1S, 2S & 6S Audit ChecklistSudhagarNoch keine Bewertungen
- KAIZEN Trolley #02Dokument1 SeiteKAIZEN Trolley #02Subhan50Noch keine Bewertungen
- Machine Under Breakdown Time - Repairing Time: MinutesDokument6 SeitenMachine Under Breakdown Time - Repairing Time: MinutesManu SharmaNoch keine Bewertungen
- HDG Process Flow Chart PDFDokument1 SeiteHDG Process Flow Chart PDFAnonymous vIbTFwAStxNoch keine Bewertungen
- !drilling Machine Geared Head InstructionDokument5 Seiten!drilling Machine Geared Head InstructionTiago PaivaNoch keine Bewertungen
- KAIZEN IDEA - TemplateDokument3 SeitenKAIZEN IDEA - TemplateKranthi Kumar100% (1)
- Legends: SEI Employee Skill MatrixDokument5 SeitenLegends: SEI Employee Skill MatrixPrakash kumarTripathiNoch keine Bewertungen
- Profile Cutting SOPDokument1 SeiteProfile Cutting SOPanbuNoch keine Bewertungen
- COPQ TrackerDokument2 SeitenCOPQ Trackergopalranjan_2000939Noch keine Bewertungen
- 01.hse Instruction - Shop FloorDokument3 Seiten01.hse Instruction - Shop Floormuthuswamy77Noch keine Bewertungen
- 8D Gas Box Inlet - Dia 19.10mm LessDokument5 Seiten8D Gas Box Inlet - Dia 19.10mm LessRD PlcsNoch keine Bewertungen
- Micro - Systemic Bacteriology Questions PDFDokument79 SeitenMicro - Systemic Bacteriology Questions PDFShashipriya AgressNoch keine Bewertungen
- MSC ACFN2 RD4 ClassDokument25 SeitenMSC ACFN2 RD4 Classmengistu jiloNoch keine Bewertungen
- 2 - Sample Kids Can Read and Write 2 and 3 Letter Words - Step 2 Final Downloadable Version For Website PDFDokument18 Seiten2 - Sample Kids Can Read and Write 2 and 3 Letter Words - Step 2 Final Downloadable Version For Website PDFsantoshiNoch keine Bewertungen
- Heart Rate Variability Threshold As An Alternative.25Dokument6 SeitenHeart Rate Variability Threshold As An Alternative.25Wasly SilvaNoch keine Bewertungen
- Angelo (Patrick) Complaint PDFDokument2 SeitenAngelo (Patrick) Complaint PDFPatLohmannNoch keine Bewertungen
- Flowrox Valve Solutions Catalogue E-VersionDokument16 SeitenFlowrox Valve Solutions Catalogue E-Versionjavier alvarezNoch keine Bewertungen
- Zigbee Technology:19-3-2010: Seminor Title DateDokument21 SeitenZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225Noch keine Bewertungen
- MQXUSBDEVAPIDokument32 SeitenMQXUSBDEVAPIwonderxNoch keine Bewertungen
- Design Practical Eden Swithenbank Graded PeDokument7 SeitenDesign Practical Eden Swithenbank Graded Peapi-429329398Noch keine Bewertungen
- Anviz T5 RFID ManualDokument52 SeitenAnviz T5 RFID ManualLuis Felipe Olaya SandovalNoch keine Bewertungen
- Chapter 13Dokument15 SeitenChapter 13anormal08Noch keine Bewertungen
- Bathinda - Wikipedia, The Free EncyclopediaDokument4 SeitenBathinda - Wikipedia, The Free EncyclopediaBhuwan GargNoch keine Bewertungen
- Electromagnetism WorksheetDokument3 SeitenElectromagnetism WorksheetGuan Jie KhooNoch keine Bewertungen
- Case No. Class Action Complaint Jury Trial DemandedDokument43 SeitenCase No. Class Action Complaint Jury Trial DemandedPolygondotcom50% (2)
- Ankle Injury EvaluationDokument7 SeitenAnkle Injury EvaluationManiDeep ReddyNoch keine Bewertungen
- 2.1 DRH Literary Translation-An IntroductionDokument21 Seiten2.1 DRH Literary Translation-An IntroductionHassane DarirNoch keine Bewertungen
- Abc Uae Oil and GasDokument41 SeitenAbc Uae Oil and GasajayNoch keine Bewertungen
- For ClosureDokument18 SeitenFor Closuremau_cajipeNoch keine Bewertungen
- New Microsoft Office Word DocumentDokument5 SeitenNew Microsoft Office Word DocumentSukanya SinghNoch keine Bewertungen
- VerificationManual en PDFDokument621 SeitenVerificationManual en PDFurdanetanpNoch keine Bewertungen
- Process Description of Function For Every Unit OperationDokument3 SeitenProcess Description of Function For Every Unit OperationMauliduni M. AuniNoch keine Bewertungen
- Model Answer Winter 2015Dokument38 SeitenModel Answer Winter 2015Vivek MalwadeNoch keine Bewertungen
- R15 Understanding Business CyclesDokument33 SeitenR15 Understanding Business CyclesUmar FarooqNoch keine Bewertungen
- Managemant PrincipleDokument11 SeitenManagemant PrincipleEthan ChorNoch keine Bewertungen
- P66 M10 CAT B Forms and Docs 04 10Dokument68 SeitenP66 M10 CAT B Forms and Docs 04 10VinayNoch keine Bewertungen
- Icici PrudentialDokument52 SeitenIcici PrudentialDeepak DevaniNoch keine Bewertungen
- Garments Costing Sheet of LADIES Skinny DenimsDokument1 SeiteGarments Costing Sheet of LADIES Skinny DenimsDebopriya SahaNoch keine Bewertungen
- Property House Invests $1b in UAE Realty - TBW May 25 - Corporate FocusDokument1 SeiteProperty House Invests $1b in UAE Realty - TBW May 25 - Corporate FocusjiminabottleNoch keine Bewertungen