Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
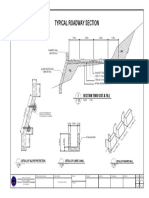
- Typical Roadway SectionDokument1 SeiteTypical Roadway SectionCarmela Ayessa PiguerraNoch keine Bewertungen
- Rubio Monocoat Furniture DataDokument1 SeiteRubio Monocoat Furniture DataJosh PiersmaNoch keine Bewertungen
- Outline SpecsDokument171 SeitenOutline Specsmohamed fawzyNoch keine Bewertungen
- Tds Davies Metal PrimerDokument1 SeiteTds Davies Metal PrimerSofriano SaritaNoch keine Bewertungen
- Calculate The Ultimate Moment of Resistance of The BeamDokument6 SeitenCalculate The Ultimate Moment of Resistance of The BeamMatiur Rahman Basum100% (1)
- Lecture Notes Compiled by Dr. Soundarajan KrishnanDokument17 SeitenLecture Notes Compiled by Dr. Soundarajan KrishnanShanthana LoshiniNoch keine Bewertungen
- Softening & Aniline PointsDokument10 SeitenSoftening & Aniline Pointsكرار الكعبيNoch keine Bewertungen
- DR 4000 Hardness Method 8030Dokument6 SeitenDR 4000 Hardness Method 8030Eko Yudie SetyawanNoch keine Bewertungen
- Note On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutDokument28 SeitenNote On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutBVoc AutomobileNoch keine Bewertungen
- Desalination and ReuseDokument43 SeitenDesalination and ReuseMaham AzamNoch keine Bewertungen
- ARKON - Updated Rebar Works Methodology 08162021Dokument5 SeitenARKON - Updated Rebar Works Methodology 08162021Yvan Glendell ManguneNoch keine Bewertungen
- Frank Girgsdies Phase Analysis and Structure Refinement 131129Dokument91 SeitenFrank Girgsdies Phase Analysis and Structure Refinement 131129MegaTypers100% (1)
- The Passivated Emitter and Rear Cell (PERC) PDFDokument8 SeitenThe Passivated Emitter and Rear Cell (PERC) PDFShadab AhmedNoch keine Bewertungen
- Chemistry How To Make Stuff PDFDokument184 SeitenChemistry How To Make Stuff PDF2967449CEENoch keine Bewertungen
- Hardness Conversion ChartDokument10 SeitenHardness Conversion ChartAshutosh SinghNoch keine Bewertungen
- Mild Steel Hollow Section - Square, Rectangular, Circular - MetaDokument10 SeitenMild Steel Hollow Section - Square, Rectangular, Circular - MetaAshebir AjemaNoch keine Bewertungen
- BASF Company ProfileDokument4 SeitenBASF Company ProfileAhmed Mostafa AL-AboudyNoch keine Bewertungen
- 9th Chemistry 4 ChapDokument3 Seiten9th Chemistry 4 ChapJaveria ZaidiNoch keine Bewertungen
- 4 Combustion Problems With SolutionsDokument25 Seiten4 Combustion Problems With SolutionsMunawar Lal JoshiNoch keine Bewertungen
- CorrosionDokument12 SeitenCorrosiontabaNoch keine Bewertungen
- RC Lecture 11 - ColumnsDokument19 SeitenRC Lecture 11 - ColumnsShean Berwin GonzalesNoch keine Bewertungen
- Schematic Diagram of Qualitative Tests For Elements in Organic CompoundsDokument5 SeitenSchematic Diagram of Qualitative Tests For Elements in Organic CompoundsChristine DomingoNoch keine Bewertungen
- Re13 Eng WebDokument68 SeitenRe13 Eng WebBenjamin PeterNoch keine Bewertungen
- Fino ClassicDokument2 SeitenFino ClassicRicette FaciliNoch keine Bewertungen
- 04 Melt Indexer Primer PDFDokument4 Seiten04 Melt Indexer Primer PDFNia SyafiqqNoch keine Bewertungen
- Alternative To Practical Ig1Dokument10 SeitenAlternative To Practical Ig1Sandeep NehraNoch keine Bewertungen
- List of Contractors and Status of Work of Sports Villa 25 To 48A & B Civil Work Plumbing Work Finishing WorkDokument4 SeitenList of Contractors and Status of Work of Sports Villa 25 To 48A & B Civil Work Plumbing Work Finishing WorkManasNoch keine Bewertungen
- 21 - Suitability of Shredded Tires For Use in Landfill Leachate Collection SystemsDokument13 Seiten21 - Suitability of Shredded Tires For Use in Landfill Leachate Collection SystemsbelavelosoNoch keine Bewertungen
- Methods and Techiniques in PathologyDokument15 SeitenMethods and Techiniques in PathologyKiran100% (1)
- CNG Cylinder Design and SafetyDokument53 SeitenCNG Cylinder Design and SafetyMartha GamalNoch keine Bewertungen