Das könnte Ihnen auch gefallen
- p1-504 Wps. Tm-504 PQR EspañolDokument10 Seitenp1-504 Wps. Tm-504 PQR EspañolEduardo Toro ValdiviaNoch keine Bewertungen
- ISO1Dokument2 SeitenISO1ING HARRINSON FERREBUSNoch keine Bewertungen
- ASUR-ET-C-001-2 Clases de Cañerías Pluspetrol-CEN-Abril 2017Dokument15 SeitenASUR-ET-C-001-2 Clases de Cañerías Pluspetrol-CEN-Abril 2017Santiago GarciaNoch keine Bewertungen
- Pqr-Asme BPVC IxDokument2 SeitenPqr-Asme BPVC IxMATEONoch keine Bewertungen
- PCC.020 Inspeccion VisualDokument6 SeitenPCC.020 Inspeccion VisualJulio César Pérez MayoNoch keine Bewertungen
- Registro de Cuadro de Juntas SoldadasDokument19 SeitenRegistro de Cuadro de Juntas SoldadasLuis Alexander Cristobal UbaldoNoch keine Bewertungen
- Ser-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDokument23 SeitenSer-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDiego CatacoraNoch keine Bewertungen
- Qui QSW CL000 Tub LMT 001 - 0Dokument3 SeitenQui QSW CL000 Tub LMT 001 - 0juan pablo wakedNoch keine Bewertungen
- 3687 W WP 000002 - 1 PDFDokument13 Seiten3687 W WP 000002 - 1 PDFlucianaNoch keine Bewertungen
- WPS SmawDokument4 SeitenWPS SmawMarcos Gajardo0% (1)
- 3687 W WP 000002 - 2 PDFDokument13 Seiten3687 W WP 000002 - 2 PDFlucianaNoch keine Bewertungen
- Lm-Pb-Pol-A-K-001 Rev 0Dokument7 SeitenLm-Pb-Pol-A-K-001 Rev 0Mauricio SanchezNoch keine Bewertungen
- Anexo F-1 RelDokument26 SeitenAnexo F-1 Relharolgarzon8961Noch keine Bewertungen
- Piping Class Especificacion de Tuberias 3Dokument1 SeitePiping Class Especificacion de Tuberias 3dimolinaNoch keine Bewertungen
- Anexo CDokument36 SeitenAnexo CFRANCISCO BADILLONoch keine Bewertungen
- Copia de SP-EC-INS-F-010-0 - VERIFICACION - Y - PRUEBAS - DE - VALVULAS - DE - ALIVIO - DE - PRESION - PSV-73C013Dokument1 SeiteCopia de SP-EC-INS-F-010-0 - VERIFICACION - Y - PRUEBAS - DE - VALVULAS - DE - ALIVIO - DE - PRESION - PSV-73C013John Henry Cotes RodriguezNoch keine Bewertungen
- WPS A16Mo3 - 7018-ADokument3 SeitenWPS A16Mo3 - 7018-AAnonymous dDQyO0vNoch keine Bewertungen
- WPS A16Mo3 - 7018-ADokument3 SeitenWPS A16Mo3 - 7018-AAnonymous w8YfvTBacNoch keine Bewertungen
- GSM-03-2F Balance General V1Dokument85 SeitenGSM-03-2F Balance General V1Carlos SanchesNoch keine Bewertungen
- Anexo Técnico Procedimiento Soldadura - WPS ALLOY 20Dokument5 SeitenAnexo Técnico Procedimiento Soldadura - WPS ALLOY 20OG GT100% (1)
- Adjunto 03. Reporte 08. PQR. (OFW) - BRONCE NAVAL P35-BRONCE NAVAL P35 (20211125) - FirmadosDokument2 SeitenAdjunto 03. Reporte 08. PQR. (OFW) - BRONCE NAVAL P35-BRONCE NAVAL P35 (20211125) - FirmadosElkin HerreraNoch keine Bewertungen
- EST013 BIrev 3Dokument8 SeitenEST013 BIrev 3Arturo Valles TerrazasNoch keine Bewertungen
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxDokument2 Seiten001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaNoch keine Bewertungen
- STD000-P-ET-0001-A Clases de CañeríasDokument35 SeitenSTD000-P-ET-0001-A Clases de CañeríasJorge Daniel HernandezNoch keine Bewertungen
- Armdos BT ConcretoDokument51 SeitenArmdos BT ConcretoAnonymous Aj7PenNoch keine Bewertungen
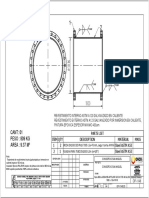
- CANT: 01 Peso: 809 KG AREA: 9.37 MDokument1 SeiteCANT: 01 Peso: 809 KG AREA: 9.37 MOnch DiseñoNoch keine Bewertungen
- B57SH2021460011 20 RGT 005 04 01Dokument1 SeiteB57SH2021460011 20 RGT 005 04 01Johnny ValenciaNoch keine Bewertungen
- EPI K 001 Rev0Dokument36 SeitenEPI K 001 Rev0Erubiel Garcia RonquilloNoch keine Bewertungen
- Material y DescripcionDokument4 SeitenMaterial y Descripcionnicandro hdezNoch keine Bewertungen
- Valvulas Retencion y CompuertaDokument33 SeitenValvulas Retencion y CompuertaBlanca Kristhell Chino GonzálezNoch keine Bewertungen
- Codigos y Normas de Soldadura-SenaDokument4 SeitenCodigos y Normas de Soldadura-SenaFernanda MontoyaNoch keine Bewertungen
- A33ADokument2 SeitenA33AAda GlezPerNoch keine Bewertungen
- Exsatig 200, Exsalot 204,210,210R, 700R PDFDokument1 SeiteExsatig 200, Exsalot 204,210,210R, 700R PDFneyzaNoch keine Bewertungen
- Separadoes APIDokument10 SeitenSeparadoes APIJONATHAN BONIFAZNoch keine Bewertungen
- 275-WPS Smaw-01Dokument1 Seite275-WPS Smaw-01aztk777Noch keine Bewertungen
- A22ADokument2 SeitenA22AAda GlezPerNoch keine Bewertungen
- 1BT-ADC-0.22 Lámina PDFDokument1 Seite1BT-ADC-0.22 Lámina PDFHERBERT ENRIQUE POMACCOSI BENAVENTENoch keine Bewertungen
- WPS Smaw Oh AsmeDokument2 SeitenWPS Smaw Oh AsmeGerardoYanezNoch keine Bewertungen
- Lista de Materiales Tuberías Y Accesorios de Tuberías: Ampliacion de La Bateria 205 Del Lote IvDokument5 SeitenLista de Materiales Tuberías Y Accesorios de Tuberías: Ampliacion de La Bateria 205 Del Lote IvJaimeNoch keine Bewertungen
- Enatin S.ADokument2 SeitenEnatin S.Astalin vNoch keine Bewertungen
- Man Dua Mecanich1Dokument5 SeitenMan Dua Mecanich1Victor RozoNoch keine Bewertungen
- Eett Cahuac ChavinilloDokument58 SeitenEett Cahuac ChavinilloJulio RSNoch keine Bewertungen
- Mantenimiento Industrial Avanzado S.A. de C.V. Insrtucción de TrabajoDokument5 SeitenMantenimiento Industrial Avanzado S.A. de C.V. Insrtucción de TrabajoHomero GzzNoch keine Bewertungen
- A21ADokument2 SeitenA21AAda GlezPerNoch keine Bewertungen
- EST013 BIrev 1Dokument8 SeitenEST013 BIrev 1Arturo Valles TerrazasNoch keine Bewertungen
- UNITARIOSDokument46 SeitenUNITARIOSkevin romero meridaNoch keine Bewertungen
- Refuerzo de Armadura Columna C-4GDokument4 SeitenRefuerzo de Armadura Columna C-4GIvellise Tineo OropezaNoch keine Bewertungen
- WPSDokument4 SeitenWPSDanny LopezNoch keine Bewertungen
- EST013 BIrev 3Dokument8 SeitenEST013 BIrev 3Arturo Valles TerrazasNoch keine Bewertungen
- Formato VTDokument5 SeitenFormato VTBenjamin GonzalesNoch keine Bewertungen
- Er80s B2 PDFDokument1 SeiteEr80s B2 PDFmarcos crisostoNoch keine Bewertungen
- Er80s B2 PDFDokument1 SeiteEr80s B2 PDFmarcos crisostoNoch keine Bewertungen
- WPQ Pedro Tapia Leija Gtaw Acero InoxidableDokument2 SeitenWPQ Pedro Tapia Leija Gtaw Acero InoxidableAlejandro Garrido TreviñoNoch keine Bewertungen
- Tipico LuminariaDokument36 SeitenTipico LuminariaRonald Calle MonteroNoch keine Bewertungen
- Esp-Tec-Val-01Dokument1 SeiteEsp-Tec-Val-01Fernando Martinez BravoNoch keine Bewertungen
- Ra2 603 PDFDokument3 SeitenRa2 603 PDFjevmcuNoch keine Bewertungen
- Esp-Tec-Val-05Dokument1 SeiteEsp-Tec-Val-05Fernando Martinez BravoNoch keine Bewertungen
- 41-E-06 Bbv-320-Aa-XxxDokument4 Seiten41-E-06 Bbv-320-Aa-XxxmriosqNoch keine Bewertungen
- PQR-001 Pag2Dokument1 SeitePQR-001 Pag2vg chileNoch keine Bewertungen
- PTL TE 302.1 Recepción CerámicasDokument1 SeitePTL TE 302.1 Recepción CerámicasEduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 302 Colocación de Cerámica 2Dokument6 SeitenPRO TE 302 Colocación de Cerámica 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-301 Instalación 1 Cara Tab. VolcometalDokument1 SeitePTL-TE-301 Instalación 1 Cara Tab. VolcometalEduardo Toro ValdiviaNoch keine Bewertungen
- PTL TE 302 Instalación CerámicasDokument1 SeitePTL TE 302 Instalación CerámicasEduardo Toro ValdiviaNoch keine Bewertungen
- PTL TE 303 Recepción MarcosDokument1 SeitePTL TE 303 Recepción MarcosEduardo Toro ValdiviaNoch keine Bewertungen
- PTL TE 303.1 Recepción PuertasDokument1 SeitePTL TE 303.1 Recepción PuertasEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-303.2 Recepción Quincallería y CerrajeríaDokument1 SeitePTL-TE-303.2 Recepción Quincallería y CerrajeríaEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-306 Recepción Ventanas de AluminioDokument1 SeitePTL-TE-306 Recepción Ventanas de AluminioEduardo Toro Valdivia50% (2)
- PTL TE 308 Impermeabilización AsfálticaDokument1 SeitePTL TE 308 Impermeabilización AsfálticaEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-304 Recepción Colocación Papel MuralDokument1 SeitePTL-TE-304 Recepción Colocación Papel MuralEduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 305 Alfombra 2Dokument4 SeitenPRO TE 305 Alfombra 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 304 Papel Mural 2Dokument4 SeitenPRO TE 304 Papel Mural 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PRO-TE-303 Colocación de Marcos y Puertas-2Dokument4 SeitenPRO-TE-303 Colocación de Marcos y Puertas-2Eduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 306 Ventanas de Aluminio 2Dokument4 SeitenPRO TE 306 Ventanas de Aluminio 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-305 Recepción Colocación AlfombraDokument1 SeitePTL-TE-305 Recepción Colocación AlfombraEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-307.1 Recepción Pintura ExteriorDokument1 SeitePTL-TE-307.1 Recepción Pintura ExteriorEduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 307 Pinturas 2Dokument4 SeitenPRO TE 307 Pinturas 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL TE 308.3 Imperm - Asfaltica TerrazasDokument1 SeitePTL TE 308.3 Imperm - Asfaltica TerrazasEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-307 Recepción Pintura InteriorDokument1 SeitePTL-TE-307 Recepción Pintura InteriorEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-309 Impermeab. Polímeros ElásticosDokument1 SeitePTL-TE-309 Impermeab. Polímeros ElásticosEduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 308 Impermeabilizaciones Asfálticas 2Dokument4 SeitenPRO TE 308 Impermeabilizaciones Asfálticas 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-308.2 Imperm. Asfáltica Sala CalderasDokument1 SeitePTL-TE-308.2 Imperm. Asfáltica Sala CalderasEduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 309 Impermeab. Polímeros Elásticos 2Dokument4 SeitenPRO TE 309 Impermeab. Polímeros Elásticos 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-312 Recepción Tabique IsomurDokument1 SeitePTL-TE-312 Recepción Tabique IsomurEduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 312 Tabiquería Isomur 2Dokument9 SeitenPRO TE 312 Tabiquería Isomur 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PRO TE 310 Impermeab. Cementicio Flexible 2Dokument4 SeitenPRO TE 310 Impermeab. Cementicio Flexible 2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-310 Impermeab. Cementicios FlexiblesDokument1 SeitePTL-TE-310 Impermeab. Cementicios FlexiblesEduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-311 Recepción Juntura Inv - Tab. VolcometalDokument1 SeitePTL-TE-311 Recepción Juntura Inv - Tab. VolcometalEduardo Toro ValdiviaNoch keine Bewertungen
- PRO-TE-311 Juntura Invisible Tab. Volcometal-2Dokument4 SeitenPRO-TE-311 Juntura Invisible Tab. Volcometal-2Eduardo Toro ValdiviaNoch keine Bewertungen
- PTL-TE-313 Recepción Piso FlotanteDokument1 SeitePTL-TE-313 Recepción Piso FlotanteEduardo Toro ValdiviaNoch keine Bewertungen
- La Construcción de La Noticia Sobre Violencia de Género y Casos de Femicidios. Tensiones y Abordajes en La Cobertura Mediática y El Lenguaje Periodístico de La Prensa Escrita.Dokument123 SeitenLa Construcción de La Noticia Sobre Violencia de Género y Casos de Femicidios. Tensiones y Abordajes en La Cobertura Mediática y El Lenguaje Periodístico de La Prensa Escrita.NOELIANoch keine Bewertungen
- Universidad de San Carlos de Guatemal1.. NicolaDokument18 SeitenUniversidad de San Carlos de Guatemal1.. NicolaChiquis Lorenita Emoxa GarciaNoch keine Bewertungen
- Lectura Historia de La Contabilidad en El PerúDokument5 SeitenLectura Historia de La Contabilidad en El PerúDaniel Saenz ShupingahuaNoch keine Bewertungen
- Renacimiento EspañolDokument15 SeitenRenacimiento EspañolNey Tiri0% (1)
- 01 Arte Y Practica D L Proyeccion Astral 53Dokument59 Seiten01 Arte Y Practica D L Proyeccion Astral 53Cesar PajonNoch keine Bewertungen
- Las Relaciones Laborales en ParaguayDokument323 SeitenLas Relaciones Laborales en ParaguayOctavio Luis Ramírez Duarte100% (4)
- Origen de Salud Publica Original (Falta Solo Indice)Dokument23 SeitenOrigen de Salud Publica Original (Falta Solo Indice)Milena Guevara RoqueNoch keine Bewertungen
- Protocolo Colaborativo 1 Natutalera y Conceptos de La AdministracionDokument7 SeitenProtocolo Colaborativo 1 Natutalera y Conceptos de La AdministracionNicher Frey Torres Gueto100% (1)
- Carta Sobre La Liberacion AnimalDokument11 SeitenCarta Sobre La Liberacion AnimalcomunizacionNoch keine Bewertungen
- Plan de TesisDokument30 SeitenPlan de TesisTorres FreddyNoch keine Bewertungen
- CORREGIDODokument6 SeitenCORREGIDOKarens QuinteroNoch keine Bewertungen
- González Vargas Yirlem 2011 TesisDokument300 SeitenGonzález Vargas Yirlem 2011 TesisLizbetNoch keine Bewertungen
- HondurasDokument11 SeitenHondurasKeydi KarenNoch keine Bewertungen
- Relación Entre Tecnología y SociedadDokument3 SeitenRelación Entre Tecnología y Sociedadrafa0% (1)
- Modulo Comunicacion No Verbal y Cultura CORRECCIONDokument158 SeitenModulo Comunicacion No Verbal y Cultura CORRECCIONeliudys100% (1)
- Chile, "La Fiesta Del Mar en La Isla de Quehui"Dokument27 SeitenChile, "La Fiesta Del Mar en La Isla de Quehui"Walter Foral LiebschNoch keine Bewertungen
- La Cancha Peronista (Adelanto)Dokument17 SeitenLa Cancha Peronista (Adelanto)María Laura GutierrezNoch keine Bewertungen
- Examen de IMP. INCADokument2 SeitenExamen de IMP. INCAzu CGNoch keine Bewertungen
- LenguaDokument1 SeiteLenguaDNETwarriorNoch keine Bewertungen
- Mi Decepción Con Rusia - Emma GoldmanDokument4 SeitenMi Decepción Con Rusia - Emma GoldmanCarlos Felipe Martínez TorresNoch keine Bewertungen
- Lecciones Aprendidas de La Asistencia Médica Urgente en El 11-M PDFDokument3 SeitenLecciones Aprendidas de La Asistencia Médica Urgente en El 11-M PDFenglismanNoch keine Bewertungen
- Copia de Resumen: Oligarquía en El Perú - BourricaudDokument7 SeitenCopia de Resumen: Oligarquía en El Perú - BourricaudLucia SedanoNoch keine Bewertungen
- Ciencias Naturales 3roDokument154 SeitenCiencias Naturales 3roAcgc12100% (1)
- Evaluacion Social de Proyectos de InversionDokument10 SeitenEvaluacion Social de Proyectos de InversionDario De OZNoch keine Bewertungen
- Colegio San Antonio de MatillaDokument13 SeitenColegio San Antonio de MatillaSara SantibañezNoch keine Bewertungen
- FORO-La Educación Superior de MéxicoDokument2 SeitenFORO-La Educación Superior de MéxicoXavii Hernam AparNoch keine Bewertungen
- Anàlisis Arquitectura LatinoamericanaDokument9 SeitenAnàlisis Arquitectura LatinoamericanamarNoch keine Bewertungen
- Gere: Cultura DigitalDokument7 SeitenGere: Cultura DigitalYaimar MontoyaNoch keine Bewertungen
- 30 Evaluación de NivelaciónDokument4 Seiten30 Evaluación de Nivelaciónrodrigo ruzNoch keine Bewertungen
- Touraine-El Mundo de Las Mujeres-QueerDokument3 SeitenTouraine-El Mundo de Las Mujeres-QueerbirdlandlabNoch keine Bewertungen