Das könnte Ihnen auch gefallen
- Din 58405-1-1972Dokument12 SeitenDin 58405-1-1972prasanna67% (3)
- Din - 3962 1 1978Dokument18 SeitenDin - 3962 1 1978Carlos Cortes100% (3)
- Iso 4156 1 2005 en PDFDokument11 SeitenIso 4156 1 2005 en PDFDavide FregniNoch keine Bewertungen
- AGMA 2015 915-1-A02Dokument108 SeitenAGMA 2015 915-1-A02danielk32100% (1)
- Spline DIN 5480Dokument27 SeitenSpline DIN 5480ewillia13100% (3)
- DIN 3971 1980-07 Bevel Gear ParametersDokument24 SeitenDIN 3971 1980-07 Bevel Gear Parameterscosta59dac9242100% (2)
- DIN 5480-1-2006 Involute Splines Based On Reference Diameters GeneralDokument24 SeitenDIN 5480-1-2006 Involute Splines Based On Reference Diameters GeneralFranciscoNoch keine Bewertungen
- DIN-3962-1 - Tolerances For Cylindrical Gear Teeth PDFDokument18 SeitenDIN-3962-1 - Tolerances For Cylindrical Gear Teeth PDFjmpateiro1985100% (5)
- Din 3967-1978 EngDokument24 SeitenDin 3967-1978 EngLatha Pundi100% (4)
- ISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Dokument42 SeitenISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Màu Đen Cuộc SốngNoch keine Bewertungen
- Din 3962 Part 2Dokument18 SeitenDin 3962 Part 2Garapati Murarji100% (3)
- DIN 5480-2.PDF - Engineering Tolerance - GearDokument25 SeitenDIN 5480-2.PDF - Engineering Tolerance - GearDeniz Tuncbilek0% (2)
- DIN5480 2006 EnglishDokument34 SeitenDIN5480 2006 EnglishAnatolii100% (1)
- Agma Iso 10064-1Dokument34 SeitenAgma Iso 10064-1Mohammad Ali Taghdiri100% (2)
- Din 867Dokument3 SeitenDin 867danielk32Noch keine Bewertungen
- Interference Fit According To DIN 7190 PDFDokument23 SeitenInterference Fit According To DIN 7190 PDFEMRENoch keine Bewertungen
- Iso 1328-1 - Cylindrical - GearsDokument58 SeitenIso 1328-1 - Cylindrical - Gearsmauriciovendramin100% (2)
- Agma 2000-A88 PDFDokument158 SeitenAgma 2000-A88 PDFWilliamSiesquenInga91% (11)
- AGMA Technical PaperDokument14 SeitenAGMA Technical PaperLuis TestaNoch keine Bewertungen
- Agma 917-B97Dokument92 SeitenAgma 917-B97Mauricio AdameNoch keine Bewertungen
- Ansi Agma 2015-1-A01Dokument44 SeitenAnsi Agma 2015-1-A01Nilson Venancio94% (17)
- Gears Standards-1Dokument10 SeitenGears Standards-1maheshmbelgavi100% (1)
- Din 5480-15Dokument2 SeitenDin 5480-15Bajrang Gears67% (3)
- True Involute Diameter TIF SAP GearsolutionsDokument9 SeitenTrue Involute Diameter TIF SAP GearsolutionsSantiagoNoch keine Bewertungen
- 5480 2Dokument40 Seiten5480 2Ashutosh Singh80% (10)
- Iso 21771 2007 en PDFDokument11 SeitenIso 21771 2007 en PDFDaniel Cerignoni50% (2)
- ISO Involute SplineDokument7 SeitenISO Involute SplineSaurabh Samal100% (1)
- International Standards - Gears - International Standards, Metric Gear Standards - TandwielDokument5 SeitenInternational Standards - Gears - International Standards, Metric Gear Standards - Tandwielmanimecz100% (1)
- Gear Adendum Modification CoefficientDokument8 SeitenGear Adendum Modification CoefficientRobert StuartNoch keine Bewertungen
- Din 5480-06Dokument4 SeitenDin 5480-06Miomir JovanovićNoch keine Bewertungen
- Ansi-Agma 2000-A88Dokument158 SeitenAnsi-Agma 2000-A88LASSALLE100% (1)
- Agma 915-3-A99Dokument16 SeitenAgma 915-3-A99simone.castagnetti100% (1)
- Ansi B92.1Dokument10 SeitenAnsi B92.1idrisbooks0% (2)
- Din 5480Dokument27 SeitenDin 5480MiguelNoch keine Bewertungen
- Agma 2015 915-1-A02Dokument152 SeitenAgma 2015 915-1-A02neno2405Noch keine Bewertungen
- Iso 6336-1-2006 C1-2008Dokument2 SeitenIso 6336-1-2006 C1-2008Anonymous opp9k40% (1)
- Calculation of Load Capacity of Shafts and Axles: German Standard October 2000Dokument16 SeitenCalculation of Load Capacity of Shafts and Axles: German Standard October 2000Karthik Vaidhyanathan100% (1)
- Din 3961Dokument12 SeitenDin 3961Garapati Murarji100% (2)
- Din 3963 PDFDokument18 SeitenDin 3963 PDFLuciano Fontes0% (1)
- Agma 915-2-A05Dokument31 SeitenAgma 915-2-A05simone.castagnetti100% (2)
- Cast Sae J514 PDFDokument4 SeitenCast Sae J514 PDFmanishkumar FETNoch keine Bewertungen
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysVon EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysBewertung: 1 von 5 Sternen1/5 (1)
- Tribology of Reciprocating Engines: Proceedings of the 9th Leeds–Lyon Symposium on Tribology Held in Bondington Hall, the University of Leeds, England 7–10 September 1982Von EverandTribology of Reciprocating Engines: Proceedings of the 9th Leeds–Lyon Symposium on Tribology Held in Bondington Hall, the University of Leeds, England 7–10 September 1982Noch keine Bewertungen
- Gear Accuracy PDFDokument4 SeitenGear Accuracy PDFNARENDER SINGH100% (1)
- Tolerancias JIS Engranajes PDFDokument8 SeitenTolerancias JIS Engranajes PDFAnonymous uL3JlWfhNoch keine Bewertungen
- Elements of Metric Gear TechnologyDokument7 SeitenElements of Metric Gear TechnologyNandiniNoch keine Bewertungen
- OVER-Gear AccuracyDokument8 SeitenOVER-Gear AccuracySiddaraju V HodekalNoch keine Bewertungen
- EC210B Spocket InforDokument3 SeitenEC210B Spocket InforKevin Tang Wan FungNoch keine Bewertungen
- High Speed Gears-Design and Application by James R. PartridgeDokument10 SeitenHigh Speed Gears-Design and Application by James R. PartridgeAbbasAnsariNoch keine Bewertungen
- Involute Gear ProfileDokument8 SeitenInvolute Gear ProfiledressfeetNoch keine Bewertungen
- Bevel GearDokument28 SeitenBevel Gearmahesh kitturNoch keine Bewertungen
- Ball-Screws SFE-2Dokument20 SeitenBall-Screws SFE-2Joss JossNoch keine Bewertungen
- ReportDokument9 SeitenReportMOhaMMed Ali AliNoch keine Bewertungen
- Bevel Gear Pair: Changed On 15.01.2024, 11:09:40 Changed by YusufDokument13 SeitenBevel Gear Pair: Changed On 15.01.2024, 11:09:40 Changed by Yusufugucua.01Noch keine Bewertungen
- SpurDokument57 SeitenSpurDangol RupeshNoch keine Bewertungen
- What-When-How: of Errors in in GearsDokument6 SeitenWhat-When-How: of Errors in in Gearsragilfanofnokia100% (1)
- Worm Gear PDFDokument15 SeitenWorm Gear PDFcemoksz100% (6)
- 7 Spur GearsDokument68 Seiten7 Spur GearsROHAN PILLAINoch keine Bewertungen
- Foundstone Hacme Bank User and Solution Guide v2.0Dokument60 SeitenFoundstone Hacme Bank User and Solution Guide v2.0Yeison MorenoNoch keine Bewertungen
- TTC 1000Dokument2 SeitenTTC 1000svismaelNoch keine Bewertungen
- APA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuDokument2 SeitenAPA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuJan Louis SalazarNoch keine Bewertungen
- Creating Enterprise LeadersDokument148 SeitenCreating Enterprise LeadersValuAidNoch keine Bewertungen
- LCA - Bank of EnglandDokument133 SeitenLCA - Bank of EnglandJoao Paulo VazNoch keine Bewertungen
- American J Political Sci - 2023 - Eggers - Placebo Tests For Causal InferenceDokument16 SeitenAmerican J Political Sci - 2023 - Eggers - Placebo Tests For Causal Inferencemarta bernardiNoch keine Bewertungen
- 3 - 0 - D Copia403mfen 404mfen Smy113840 1Dokument253 Seiten3 - 0 - D Copia403mfen 404mfen Smy113840 1Serge MaciaNoch keine Bewertungen
- Led Matrix A-788bsDokument5 SeitenLed Matrix A-788bsjef fastNoch keine Bewertungen
- Exercise On Coordination and ResponseDokument8 SeitenExercise On Coordination and ResponseNorliyana AliNoch keine Bewertungen
- Ebook Essentials of Kumar Clarks Clinical Medicine PDF Full Chapter PDFDokument67 SeitenEbook Essentials of Kumar Clarks Clinical Medicine PDF Full Chapter PDFjanet.cochran431100% (19)
- Unit-4.Vector CalculusDokument32 SeitenUnit-4.Vector Calculuskhatua.deb87Noch keine Bewertungen
- EVC AC Charger CatalogDokument2 SeitenEVC AC Charger CatalogRaison AutomationNoch keine Bewertungen
- Experiment Number - 1.2 Student Name: Kumar Harsh UID: 21BCS11423 Branch: CSE Section/Group: 508-A Semester: 2 Date of Performance:03/03/2022Dokument4 SeitenExperiment Number - 1.2 Student Name: Kumar Harsh UID: 21BCS11423 Branch: CSE Section/Group: 508-A Semester: 2 Date of Performance:03/03/2022Kartik AgarwalNoch keine Bewertungen
- Mrs. Saba Khan 15 Shahbad Diwan Khana, Bareilly, City, Bareilly, Bareilly, Utt AR PRADESH, 243003,9219172265Dokument28 SeitenMrs. Saba Khan 15 Shahbad Diwan Khana, Bareilly, City, Bareilly, Bareilly, Utt AR PRADESH, 243003,9219172265amitNoch keine Bewertungen
- International Standard: Iso/Iec 7816-2Dokument16 SeitenInternational Standard: Iso/Iec 7816-2Anwar MohamedNoch keine Bewertungen
- Operaton Q. PDokument47 SeitenOperaton Q. PPravin KeskarNoch keine Bewertungen
- Guide: Daily ReferenceDokument8 SeitenGuide: Daily ReferenceGalina TodorovaNoch keine Bewertungen
- Mrr2 Why The Future Doesnt Need UsDokument3 SeitenMrr2 Why The Future Doesnt Need UsSunshine Glory EgoniaNoch keine Bewertungen
- Form ConstructionDokument36 SeitenForm ConstructionYhoga DheviantNoch keine Bewertungen
- Catalogue Colorants TextilesDokument5 SeitenCatalogue Colorants TextilesAs Des As BenedictionNoch keine Bewertungen
- Calling An Oracle Stored Proc in JasperDokument10 SeitenCalling An Oracle Stored Proc in Jasperlorenzofranchi6371Noch keine Bewertungen
- Ibps RRB Po Scale - I Prelims Model Mock Test - 8Dokument7 SeitenIbps RRB Po Scale - I Prelims Model Mock Test - 8Sanjay DasNoch keine Bewertungen
- Lesson 3 - Practical ResearchDokument17 SeitenLesson 3 - Practical ResearchBenNoch keine Bewertungen
- 1623 Asm2Dokument21 Seiten1623 Asm2Duc Anh nguyenNoch keine Bewertungen
- Small Molecule Modulators of PCSK9 A Litera 2018 Bioorganic Medicinal CHDokument6 SeitenSmall Molecule Modulators of PCSK9 A Litera 2018 Bioorganic Medicinal CHMikeNoch keine Bewertungen
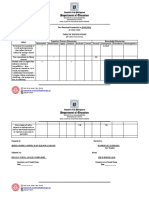
- TOS 1st QuarterDokument6 SeitenTOS 1st QuarterQuerisa Ingrid MortelNoch keine Bewertungen
- Orchid Group of Companies Company ProfileDokument3 SeitenOrchid Group of Companies Company ProfileAngelica Nicole TamayoNoch keine Bewertungen
- Linear Analysis of Concrete Frames Considering Joint FlexibilityDokument16 SeitenLinear Analysis of Concrete Frames Considering Joint FlexibilityluffiM13Noch keine Bewertungen
- FM Assignment 17-M-518 MMM - Eicher MotorDokument33 SeitenFM Assignment 17-M-518 MMM - Eicher MotorTrilokNoch keine Bewertungen
- Booklet The 8th JAKINUDokument20 SeitenBooklet The 8th JAKINUsamuelionardiNoch keine Bewertungen