Das könnte Ihnen auch gefallen
- 098-2016 - Koricancha - EPC - Desorción y Lav Acido - Rev ADokument17 Seiten098-2016 - Koricancha - EPC - Desorción y Lav Acido - Rev AJosean OsorioNoch keine Bewertungen
- 0174-2022 CMCZ - Dscto - Celda WS 8 X 8Dokument2 Seiten0174-2022 CMCZ - Dscto - Celda WS 8 X 8CARLOS MARTINEZNoch keine Bewertungen
- Flotacion Info PDFDokument78 SeitenFlotacion Info PDFKaren Yanina Moralez CampusanoNoch keine Bewertungen
- Perfil Superintendente de Planta Julio 2007Dokument14 SeitenPerfil Superintendente de Planta Julio 2007liztherNoch keine Bewertungen
- Cotizacion ImatesaDokument1 SeiteCotizacion ImatesacarlosNoch keine Bewertungen
- Impomaq Con DescuentoDokument1 SeiteImpomaq Con DescuentocarlosNoch keine Bewertungen
- Trabajo de Exposición de Cobre FinalDokument53 SeitenTrabajo de Exposición de Cobre FinalEver Chuquisengo ZeladaNoch keine Bewertungen
- Inf. Mantto Gm005-18 Ch. Saymon 4.25Dokument6 SeitenInf. Mantto Gm005-18 Ch. Saymon 4.25Hobner Josep Soto CastilloNoch keine Bewertungen
- Inf-chan-Victoria Set09Dokument7 SeitenInf-chan-Victoria Set09Hebert Eduardo Gamarra MaldonadoNoch keine Bewertungen
- Goldex - Inspectorate LM2 CLPDokument2 SeitenGoldex - Inspectorate LM2 CLPhmunoz015Noch keine Bewertungen
- Lima Caucho Analisis de La EmpresaDokument49 SeitenLima Caucho Analisis de La EmpresaRoberto DavidNoch keine Bewertungen
- Informe MetalurgiaDokument76 SeitenInforme MetalurgiaDanny Jesus Lindo RojasNoch keine Bewertungen
- 1.0 Semana 1 - Sesion 1 - Caso de Estudio Planta Concentradora Mina San RafaelDokument12 Seiten1.0 Semana 1 - Sesion 1 - Caso de Estudio Planta Concentradora Mina San RafaelOscar Infantes suarezNoch keine Bewertungen
- Proyecto de Título Gian Luigi Canepa 3 PDFDokument111 SeitenProyecto de Título Gian Luigi Canepa 3 PDFGian Luigi Canepa SproveraNoch keine Bewertungen
- IQvihura PDFDokument51 SeitenIQvihura PDFgabriel choqueNoch keine Bewertungen
- BARRICK - Proceso de Extracción - Lagunas NorteDokument1 SeiteBARRICK - Proceso de Extracción - Lagunas NorteAlberto TumaNoch keine Bewertungen
- CAPITULO IV - Procedimiento de Operación Del Area Okkkk Procesos MERRILL CROWEDokument79 SeitenCAPITULO IV - Procedimiento de Operación Del Area Okkkk Procesos MERRILL CROWEMiki JaksicNoch keine Bewertungen
- Flow Planta Victoria 2400 Abril-05Dokument26 SeitenFlow Planta Victoria 2400 Abril-05Fidel TorresNoch keine Bewertungen
- TABLA TintayaDokument2 SeitenTABLA TintayaGerard MattNoch keine Bewertungen
- Procedimiento Aplicacion TTM 385 23.09.2013 PDFDokument16 SeitenProcedimiento Aplicacion TTM 385 23.09.2013 PDFrenzobladeNoch keine Bewertungen
- Recuperación de Hierro A Partir de RelavesDokument16 SeitenRecuperación de Hierro A Partir de RelavesLuis Marcelo Diaz CruzNoch keine Bewertungen
- Orden de Compra 96 Mil Tarrros de Nutrilon DanoneDokument1 SeiteOrden de Compra 96 Mil Tarrros de Nutrilon DanoneChao Cajita FelizNoch keine Bewertungen
- Products ChancadorasDokument12 SeitenProducts ChancadorasJohn S. CasillaNoch keine Bewertungen
- Catalogo Chancadora 4 de Fallas (Sintomas-Fallas-Causa-Origen)Dokument2 SeitenCatalogo Chancadora 4 de Fallas (Sintomas-Fallas-Causa-Origen)Anibal Aldava CrispinNoch keine Bewertungen
- Procesos Y Mejoras en El Área de Molienda de La Planta - Minera Las BambasDokument67 SeitenProcesos Y Mejoras en El Área de Molienda de La Planta - Minera Las Bambasrichard auccacusiNoch keine Bewertungen
- Flotacion de Minerales UTSMDokument126 SeitenFlotacion de Minerales UTSMelchevere_5100% (1)
- Guerrero UrquizoDokument102 SeitenGuerrero UrquizoBryan Heracles Bizaga100% (1)
- Trabajo de CampoDokument7 SeitenTrabajo de CampoRosa LeonNoch keine Bewertungen
- Shougang HierroDokument38 SeitenShougang HierroGuido Perez GutierrezNoch keine Bewertungen
- Mantenimiento Zaranda Haver 12x24Dokument47 SeitenMantenimiento Zaranda Haver 12x24Pol Khalo100% (1)
- Indicadores de Nivel Series 25-45Dokument19 SeitenIndicadores de Nivel Series 25-45Kroken Auxiliar proyectosNoch keine Bewertungen
- Brochure Fundicion Ferrosa 2019Dokument6 SeitenBrochure Fundicion Ferrosa 2019Mirian Lisseth Ttito ChoqueNoch keine Bewertungen
- OFERTA GG-10029-16 Fainme SAC (Dirtex)Dokument5 SeitenOFERTA GG-10029-16 Fainme SAC (Dirtex)Humberto Perez HerreraNoch keine Bewertungen
- Molino de BolasDokument14 SeitenMolino de BolasJuan Carlos Custodio RodriguezNoch keine Bewertungen
- Area de Chancado ExposiciónDokument17 SeitenArea de Chancado ExposiciónAlmendra SilvaNoch keine Bewertungen
- Memoria Anual Minsur 2020 - Grupo #02Dokument61 SeitenMemoria Anual Minsur 2020 - Grupo #02cristian yzquierdo quispeNoch keine Bewertungen
- Reporte Mantto Mecanico-Turno Noche - 181018Dokument4 SeitenReporte Mantto Mecanico-Turno Noche - 181018Roman LagunaNoch keine Bewertungen
- 5700 LIC G TR 0031 1 - RevCDokument15 Seiten5700 LIC G TR 0031 1 - RevCANDERSON BRINGAS CABALLERONoch keine Bewertungen
- Tanque Lubricacion H8800Dokument1 SeiteTanque Lubricacion H8800jhonNoch keine Bewertungen
- Jose Quijahuaman. Presentación Congreso de Flotación 2018Dokument36 SeitenJose Quijahuaman. Presentación Congreso de Flotación 2018Luis Katsumoto Huere AnayaNoch keine Bewertungen
- Unidad 4 Chancado PDFDokument55 SeitenUnidad 4 Chancado PDFrodrigopereza67% (3)
- Presentación Antamina.Dokument96 SeitenPresentación Antamina.Izquierdo Alfed100% (2)
- Tesis Viviana Cayo PDFDokument130 SeitenTesis Viviana Cayo PDFGian Luigi Canepa SproveraNoch keine Bewertungen
- Informe Planta Jesus (1) AipioDokument18 SeitenInforme Planta Jesus (1) AipioMilagros Allcca NoaNoch keine Bewertungen
- Molino de Bolas PDFDokument19 SeitenMolino de Bolas PDFWill MaestreNoch keine Bewertungen
- Expediente Tecnico Cambio Molino Marcy Por Molino Comesa 6.5 X 14Dokument15 SeitenExpediente Tecnico Cambio Molino Marcy Por Molino Comesa 6.5 X 14hyarascaNoch keine Bewertungen
- Planta ChancadoDokument27 SeitenPlanta ChancadoOliver Huaracha100% (1)
- Concentracion de MineralesDokument324 SeitenConcentracion de MineralesCesarPastenSozaNoch keine Bewertungen
- Consolidado Equipos Mecanicos Rev.2Dokument155 SeitenConsolidado Equipos Mecanicos Rev.2David SalgueroNoch keine Bewertungen
- Informe Practicas Profesionales - EBH PDFDokument86 SeitenInforme Practicas Profesionales - EBH PDFEdwin BatallanosNoch keine Bewertungen
- Sami PDFDokument115 SeitenSami PDFSamii AguilarNoch keine Bewertungen
- Manual Flotacion MineralesDokument41 SeitenManual Flotacion Mineralesdebora huaman vilcacureNoch keine Bewertungen
- Valvulas DardoDokument4 SeitenValvulas DardoAldo Velarde TorresNoch keine Bewertungen
- Chancadora de Cono-ExposiciónDokument24 SeitenChancadora de Cono-ExposiciónEfrain Machaca100% (1)
- Buenaventura - Coimolache Apc 2018Dokument41 SeitenBuenaventura - Coimolache Apc 2018Rogelio Inga CurasmaNoch keine Bewertungen
- Procedimiento Mantencion Celdas de Carga RevADokument7 SeitenProcedimiento Mantencion Celdas de Carga RevADanilo Alejandro Mena VargasNoch keine Bewertungen
- Tigre PlasmarDokument29 SeitenTigre PlasmarLaura Miranda FernándezNoch keine Bewertungen
- Plan de Negocios FongalDokument42 SeitenPlan de Negocios FongalLeiton Alvin Ramos VillenaNoch keine Bewertungen
- Proyecto Final-FatyDokument35 SeitenProyecto Final-FatyFatima ContrerasNoch keine Bewertungen
- Proyecto de Tesis AprobadoDokument38 SeitenProyecto de Tesis AprobadoDIAZ MOTTA MARVIN YOSHIRONoch keine Bewertungen
- John Maximo SoldaduraDokument2 SeitenJohn Maximo SoldaduraJohn Andahua JulcaNoch keine Bewertungen
- RosaDokument4 SeitenRosaJohn Andahua JulcaNoch keine Bewertungen
- Universidad NacionalDokument2 SeitenUniversidad NacionalJohn Andahua JulcaNoch keine Bewertungen
- Ejemplo 8Dokument1 SeiteEjemplo 8John Andahua JulcaNoch keine Bewertungen
- QuitoDokument38 SeitenQuitoJohn Andahua JulcaNoch keine Bewertungen
- Ceramica HoyDokument14 SeitenCeramica HoyJohn Andahua JulcaNoch keine Bewertungen
- A Medidas ExactasDokument1 SeiteA Medidas ExactasJohn Andahua JulcaNoch keine Bewertungen
- SOLDADURADokument15 SeitenSOLDADURAJohn Andahua JulcaNoch keine Bewertungen
- FernandezDokument18 SeitenFernandezJohn Andahua JulcaNoch keine Bewertungen
- Los ConcentradosDokument2 SeitenLos ConcentradosJohn Andahua JulcaNoch keine Bewertungen
- Frac TuraDokument9 SeitenFrac TuraJohn Andahua JulcaNoch keine Bewertungen
- Prueba ColumnaDokument22 SeitenPrueba ColumnaJohn Andahua JulcaNoch keine Bewertungen
- SOLDADokument15 SeitenSOLDAJohn Andahua JulcaNoch keine Bewertungen
- TrabajoDokument40 SeitenTrabajoJohn Andahua JulcaNoch keine Bewertungen
- CunsaDokument24 SeitenCunsaJohn Andahua JulcaNoch keine Bewertungen
- Meta IiiDokument9 SeitenMeta IiiJohn Andahua JulcaNoch keine Bewertungen
- 1.-Paradigmas Del Modelo Economico GlobalizadoDokument11 Seiten1.-Paradigmas Del Modelo Economico GlobalizadoJohn Andahua JulcaNoch keine Bewertungen
- ProcesamientoDokument8 SeitenProcesamientoJohn Andahua JulcaNoch keine Bewertungen
- CunsaDokument24 SeitenCunsaJohn Andahua JulcaNoch keine Bewertungen
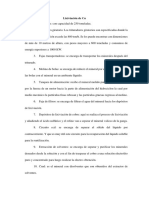
- Lixiviación de CuDokument5 SeitenLixiviación de CuJohn Andahua JulcaNoch keine Bewertungen
- Actividades de Raoult y de HenryDokument4 SeitenActividades de Raoult y de HenryJohn Andahua JulcaNoch keine Bewertungen
- Caratula 123Dokument1 SeiteCaratula 123John Andahua JulcaNoch keine Bewertungen
- ProcesamientoDokument8 SeitenProcesamientoJohn Andahua JulcaNoch keine Bewertungen
- CunsaDokument24 SeitenCunsaJohn Andahua JulcaNoch keine Bewertungen
- Resum I EndoDokument1 SeiteResum I EndoJohn Andahua JulcaNoch keine Bewertungen
- SorosilicatosDokument37 SeitenSorosilicatosJohn Andahua Julca0% (1)
- Cuando El Zorro Vio El Reflejo de La Luna en Las Aguas Limpias Del LagoDokument4 SeitenCuando El Zorro Vio El Reflejo de La Luna en Las Aguas Limpias Del LagoJohn Andahua JulcaNoch keine Bewertungen
- Problemas InstrumentacionDokument3 SeitenProblemas InstrumentacionJohn Andahua Julca50% (2)
- Experiencia 6.1Dokument2 SeitenExperiencia 6.1John Andahua JulcaNoch keine Bewertungen
- 115 - Acta No 17 May 17 2017Dokument7 Seiten115 - Acta No 17 May 17 2017Sergio Ayerbe MorenoNoch keine Bewertungen
- SAN CRISTOBAL AntecedentesDokument51 SeitenSAN CRISTOBAL AntecedentesLinght LopezNoch keine Bewertungen
- KPIS GRUPO 03Dokument125 SeitenKPIS GRUPO 03Lelis Breas VillarNoch keine Bewertungen
- Quienes - Somos Las BambasDokument8 SeitenQuienes - Somos Las BambasJesús PuyenNoch keine Bewertungen
- Programa de Emision-Southern)Dokument4 SeitenPrograma de Emision-Southern)Erick BacaNoch keine Bewertungen
- Derecho Industrial y de MinasDokument3 SeitenDerecho Industrial y de MinasEDOBA0% (1)
- Informativa Elevator Pitch - Mineria y MetalurgiaDokument29 SeitenInformativa Elevator Pitch - Mineria y MetalurgiaAndrea ContrerasNoch keine Bewertungen
- Alcantara Cuzco, Danny - Resumen 2Dokument5 SeitenAlcantara Cuzco, Danny - Resumen 2Liga Distrital DE Los Baños DEL IncaNoch keine Bewertungen
- Dimensionamiento CaseronDokument122 SeitenDimensionamiento CaseronCesar AlvaradoNoch keine Bewertungen
- BRLA Ferreyros (201301 Spanish)Dokument41 SeitenBRLA Ferreyros (201301 Spanish)Jorge MedinaNoch keine Bewertungen
- Antigena Evaluacio N Medica Aptitud FinalDokument37 SeitenAntigena Evaluacio N Medica Aptitud FinalMario Torres BarrientosNoch keine Bewertungen
- Taller 1 2020-1 GRUPO 2Dokument4 SeitenTaller 1 2020-1 GRUPO 2David MONoch keine Bewertungen
- Plan de Inversión de Maquinarias Del Proyecto Minero "Utcuyacu" 2016Dokument33 SeitenPlan de Inversión de Maquinarias Del Proyecto Minero "Utcuyacu" 2016Leonardo Perez VisurragaNoch keine Bewertungen
- Actores Primarios, Secundarios, Terciarios y Preocupaciones y Demandas de Los Actores en El Conflicto Minero Las BambasDokument5 SeitenActores Primarios, Secundarios, Terciarios y Preocupaciones y Demandas de Los Actores en El Conflicto Minero Las BambasFranklin Charca MamaniNoch keine Bewertungen
- Costos y PresupuestosDokument4 SeitenCostos y PresupuestosJJ RamNoch keine Bewertungen
- Valoración de La Compañia Minera MilpoDokument26 SeitenValoración de La Compañia Minera MilpoRenzo Aldair Vicente CruzNoch keine Bewertungen
- Metodos de Explotacion Subterranea ExpoDokument16 SeitenMetodos de Explotacion Subterranea ExpoFranklin Coronado ChàvezNoch keine Bewertungen
- 2 Fichaseguimientovisitadefisc CieloabiertoDokument6 Seiten2 Fichaseguimientovisitadefisc CieloabiertorogosaluNoch keine Bewertungen
- La Compañía de Los Ferrocarriles de San Martín - Lieres - Gijón - El Musel PDFDokument20 SeitenLa Compañía de Los Ferrocarriles de San Martín - Lieres - Gijón - El Musel PDFJosé Luis Carrio SolaresNoch keine Bewertungen
- Analisis FODAMinera Kuri Kullu Proyecto OllacheaDokument5 SeitenAnalisis FODAMinera Kuri Kullu Proyecto OllacheaDarwin Jhoel TiteNoch keine Bewertungen
- Derechos Adicionales o ColateralesDokument2 SeitenDerechos Adicionales o ColateralesLuis Rodriguez AsorzaNoch keine Bewertungen
- EnsayoDokument4 SeitenEnsayoDALCYSANDRANoch keine Bewertungen
- Resumen de La Obra El TungstenoDokument5 SeitenResumen de La Obra El TungstenoRichard Leoncio Guzmán SánchezNoch keine Bewertungen
- Maquinaria Minera InfDokument3 SeitenMaquinaria Minera InfyordyNoch keine Bewertungen
- Obligaciones de Pago de Derecho de Vigencia y Penalidad A Partir Del 2019Dokument29 SeitenObligaciones de Pago de Derecho de Vigencia y Penalidad A Partir Del 2019joseNoch keine Bewertungen
- Polycorp Mining - AG SAG Mill Liners Spanish PDFDokument2 SeitenPolycorp Mining - AG SAG Mill Liners Spanish PDFshina2Noch keine Bewertungen
- Plan CierreDokument158 SeitenPlan CierreKatherine GonzalezNoch keine Bewertungen
- R.chaupi E.surco Tesis Titulo Profesional 2023Dokument130 SeitenR.chaupi E.surco Tesis Titulo Profesional 2023Diego RamírezNoch keine Bewertungen
- Manpower Bombas TurbinasDokument116 SeitenManpower Bombas TurbinasFelipe Rivera TiradoNoch keine Bewertungen