Beruflich Dokumente
Kultur Dokumente
Programacion de Operaciones
Hochgeladen von
Rodrigo Cortéz ChávezCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Programacion de Operaciones
Hochgeladen von
Rodrigo Cortéz ChávezCopyright:
Verfügbare Formate
Ingeniería
Industrial
PRESENTACIÓN
A todo empresario le interesa la prosperidad de su negocio. Por eso suele destinar todo su
tiempo a la atención de los mil y un detalles que exigen su intervención. Sabe que debe estar
ahí para tomar decisiones oportunas. En muchos negocios es el único que conoce todas las
dificultades y problemas de la empresa. Planifica, organiza, integra motiva y evalúa sin ayuda
alguna.
En el presente trabajo damos a conocer una parte muy importante en el proceso
administrativo de la administración, la cual es la programación a corto plazo, y ésta consiste en
hacer una programación efectiva la que implica un movimiento mas rápido de bienes y
servicios a través de una instalación.
La buena planeación interna considera la naturaleza del futuro en el cual las decisiones y
acciones de la planeación se intenta que operen, así como el periodo en curso en el cual se
hacen los planes.
La planeación proporciona la base para una acción efectiva que resulta de la habilidad de la
administración para anticiparse y prepararse para los cambios que podrían afectar los
objetivos organizacionales, es la base para integrar las funciones administrativas y
es necesaria para controlar las operaciones de la organización.
Así también, conoceremos las herramientas necesarias para elaborar los planes, como la toma
de decisiones, y como se lleva acabo el proceso de esta. Todo esto lo enfocaremos a las
pequeñas y medianas empresas, para que estas puedan realizar sus planes de una manera
adecuada.
Es necesario tomar en cuenta todas las herramientas para llevar acabo una buena planeación,
ya que ellas nos ayudaran a tomar buenas decisiones y elabora un plan que nos lleve a lograr
nuestros objetivos.
Ha de destacarse que el presupuesto refleja el resultado obtenido de la aplicación de los
planes estratégicos, es de considerarse que es fundamental conocer y ejecutar correctamente
los objetivos para poder lograr las metas trazadas por las empresas.
Gerencia de Operaciones Universidad Nacional de Trujillo 1
Ingeniería
Industrial
ÍNDICE
PRESENTACIÓN........................................................................................................................... 1
ÍNDICE......................................................................................................................................... 2
INTRODUCCIÓN .......................................................................................................................... 3
CASO INTRODUCTORIO: PERFIL GLOBAL DE UNA COMPAÑÍA - STAR PERÚ ...................... 4
1. IMPORTANCIA ESTRATÉGICA DE LA PROGRAMACIÓN A CORTO PLAZO ........................... 8
2. ASPECTOS DE LA PROGRAMACIÓN .................................................................................... 8
A. PROGRAMACIÓN HACIA ADELANTE Y HACIA ATRÁS ......................................................... 8
B. CRITERIOS DE PROGRAMACIÓN ......................................................................................... 9
3. PROGRAMACIÓN EN INSTALACIONES ORIENTADAS AL PROCESO ..................................... 9
4. CARGAS DE TRABAJO .......................................................................................................... 10
A. CONTROL DE INSUMOS Y PRODUCTOS .............................................................................. 10
CASO APLICATIVO: DNC MACHINING ................................................................................. 11
B. GRÁFICAS DE GANTT ........................................................................................................ 12
C. MÉTODO DE ASIGNACIÓN .............................................................................................. 13
CASO APLICATIVO: ASIGNACIÓN ........................................................................................ 15
5. SECUENCIACIÓN DE TRABAJOS .......................................................................................... 16
A. REGLAS DE PRIORIDAD PARA ASIGNAR TRABAJOS ............................................................ 17
B. RAZÓN CRÍTICA ................................................................................................................... 18
CASO APLICATIVO: MADERERA EL TREBOL EIRL ................................................................ 20
C. SECUENCIA DE N TRABAJOS EN DOS MÁQUINAS: REGLA DE JOHNSON ............................ 27
CASO APLICATIVO: WELDING PERU SRL ............................................................................. 28
D. LIMITACIONES DE LOS SISTEMAS DE DESPACHO BASADOS EN REGLAS ............................ 34
6. PROGRAMACIÓN DE CAPACIDAD FINITA (FCS) .................................................................. 34
7. TEORÍA DE LAS RESTRICCIONES .......................................................................................... 35
A. CUELLO DE BOTELLA ........................................................................................................... 36
B. TAMBOR, AMORTIGUADOR Y CUERDA .............................................................................. 37
8. PROGRAMACIÓN DE INSTALACIONES REPETITIVAS ........................................................... 37
9. PROGRAMACIÓN DE SERVICIOS ......................................................................................... 38
10. PROGRAMACIÓN DE EMPLEADOS DE SERVICIOS MEDIANTE PROG. CÍCLICA.................... 39
CASO APLICATIVO: CENTRAL TELEFONICA CORINI ............................................................. 40
REFERENCIAS .............................................................................................................................. 43
A. BIBLIOGRAFIA ..................................................................................................................... 43
B. LINKOGRAFÍA ...................................................................................................................... 43
Gerencia de Operaciones Universidad Nacional de Trujillo 2
Ingeniería
Industrial
INTRODUCCIÓN
Toda empresa dentro del logro de sus objetivos y metas planteadas, elabora programas que
pueden ser a corto, mediano y largo plazo, según la amplitud y magnitud de la empresa. Es
decir, su tamaño, ya que esto implica que cantidad de planes y actividades debe ejecutar cada
unidad operativa, ya sea de niveles superiores o niveles inferiores.
La programación a corto plazo es importante para las empresas ya que permite ajustar los
requerimientos de personal y equipos; definidos en los planes de capacidad, en la planeación
agregada y el programa maestro en secuencia de tareas, con el objetivo de asignar y priorizar
la demanda a las instalaciones disponibles.
La programación genera una versatilidad al momento de la toma de decisiones, una buena
programación permite a la empresa cumplir con las fechas de entrega a sus clientes.
Con la aparición de diversas estrategias en los procesos tanto de fabricación como de servicios,
se han desarrollado tecnologías que ayuden a realizar una programación efectiva y en tiempo
real; donde exista una coordinación casi inmediata para que el producto o servicio esté listo y
cumpla con los requerimientos del cliente.
A lo largo del desarrollo del tema, veremos cada uno de los puntos que hay que tener en
cuenta para realizar una programación efectiva.
Gerencia de Operaciones Universidad Nacional de Trujillo 3
Ingeniería
Industrial
CASO INTRODUCTORIO
PERFIL GLOBAL DE UNA COMPAÑÍA: STAR PERU
Programación de vuelos cuando el clima es adverso
Los administradores de operaciones de las líneas aéreas aprenden a
esperar lo inesperado. Los eventos que requieren un reprogramación
rápida son una parte normal de La vida. A través de las duras
experiencias sobre tornados, ventiscas y tormentas de nieve, Las
aerolíneas de todo el mundo luchan por resolver el problema de las
demoras, las cancelaciones y los pasajeros furiosos. Los cambios inevitables en los horarios
suelen crear un efecto en cadena que impacta a pasajeros atrapados en una red de docenas
de aeropuertos. En un año típico, alrededor del 10% de los vuelos de Star Perú se alteran, la
mitad debido al clima; el costo es una pérdida de 440 millones de dólares por ingresos
perdidos, pago de tiempo extra, y vales de comida y hospedaje.
Star Perú se saca la espina de las pesadillas de programación provenientes de los problemas
relacionados con el clima gracias a su centro de alta tecnología, con un valor de 33 millones
de dólares, adyacente al aeropuerto internacional de Atlanta.
El centro de control de operaciones de Star Perú, gracias a sus computadoras, sistemas de
telecomunicaciones y dispositivos contra el hielo, avisa rápidamente a los pasajeros sobre
cualquier cambio, reasignación rutas y vuelos en tránsito. El trabajo del centro de control de
operaciones es mantener los vuelos fluyendo con la mayor suavidad posible a pesar de las
interrupciones.
Los 18 empleados del centro, que tienen acceso más rápido a la información, analizan grandes
cantidades de datos transmitidos por las computadoras y hacen ajustes rápidos a los cambios.
Star Perú emplea los modelos matemáticos de programación, y con ello decide los cambios en
sus horarios y rutas.
Esto significa coordinar la entrada y
salida de aviones, asegurarse de
que las tripulaciones correctas
estén disponibles, reprogramar
conexiones para coordinar los
tiempos de llegada, y asegurarse de
que la información llegue a los
pasajeros tan pronto como sea
posible.
Gerencia de Operaciones Universidad Nacional de Trujillo 4
Ingeniería
Industrial
El software de Star Peru, denominado Sistema de reprogramación de pasajeros afectados,
avisa a tos pasajeros sobre demoras o cancelaciones de vuelos, e incluso Los coloca en líneas
aéreas de La competencia si es necesario. Con 150,000 pasajeros que llegan y salen del
aeropuerto todos Los días, Star Perú estima que sus esfuerzos de programación le ahorran 35
millones de dólares al año.
Esto es lo que tuvieron que hacer los directivos de Star Perú cuando en un día de
diciembre cayó una tormenta sobre Atlanta.
Análisis del caso:
Este caso pretende establecer la importancia y las ventajas que tiene realizar una planeación, y
sobre todo una programación a corto plazo de contratiempos en una compañía de transporte
aéreo.
El transporte aéreo está en proceso de crecimiento en el Perú lo que motiva a las líneas aéreas
establecidas a abrir nuevas rutas, que la vez origina nuevas oficinas y nuevos puestos de
trabajo.
Sin embargo el país no ha logrado mantener sus empresas aéreas nacionales y las que se están
estableciendo son de capital extranjero. Pero al abrir nuevas rutas y oficinas, están generando
puestos de trabajo en distintas partes del Perú.
Gerencia de Operaciones Universidad Nacional de Trujillo 5
Ingeniería
Industrial
Durante mucho tiempo empresas aéreas como clientes en el país, poco se han interesado en la
planeación y el control de sus vuelos, todavía algunos se limitan a la experiencia e intuición de
los ingenieros, y desarrollan los vuelos sin una planeación formal, y bajo controles sin ningún
rigor. Hoy en día, los viajes se van haciendo cada vez más difíciles, ya sea por el clima o por
otros factores.
Dependiendo del número de vuelos es como se realizará la planeación de los mismos. En caso
de tratarse de una compañía que tenga pocos vuelos, y se tenga la certeza de que se conoce
completamente los lugares donde se viaja, se puede hacer una planeación poco detallada del
mismo, pudiendo realizarse la organización y el control de los vuelos basándose en esta
planeación sencilla.
En una compañía grande, dado que la cantidad de aviones son mucho mayores, las pérdidas
generadas por una mala planeación implican gastos mayores. Es por esto que para este tipo de
empresas es necesario realizar una planeación más detallada del mismo, incluso hacer una
programación semanal o diaria de los vuelos, con la finalidad de optimizar calidad, tiempo y
costo.
El gerente de operaciones del aeropuerto en construcción debe administrar en forma efectiva,
gente, materiales, dinero y equipo, así como elaborar una calendarización completa para
determinar los vuelos en tiempo y costo. Aunado a lo anterior, establecer un método para el
control de vuelos.
En la etapa de programación se debe elaborar un plan detallado, en la que se integran las
diferentes actividades específicas del proyecto. Estas actividades se ordenan de manera
sistemática, y se le asigna una duración y una fecha de inicio y de terminación. También se
establecen relaciones entre las diferentes actividades, y las posibles restricciones existentes
entre unas y otras.
Basándose en la programación, se organizan todos los recursos requeridos para cada proceso
o actividad. Estos recursos pueden ser materiales, herramientas, equipo. Consiste también en
la selección de personal adecuado para la realización de trabajos específicos, así como la
asignación de trabajos a los diferentes trabajadores, de acuerdo a los requerimientos de la
programación de los viajes.
Finalmente se hace tal vez las más difíciles de las partes que consiste en elaborar un sistema
de control que le permita al administrador medir, reportar, y prevenir posibles variaciones en
el tiempo o costo de la obra. Debido a esto, se dice que la planeación es un proceso continuo,
ya que conforme se mantiene el control de los vuelos, es probable que en ocasiones se
requiera hacer modificaciones en la programación para poder cumplir con lo establecido en el
plan general. Se trata de estar al tanto de la situación de la obra, sus avances y posibles
anomalías, para poder resolver problemas a tiempo.
Para poder realizar un proyecto de programación de vuelos, en tiempo y costo adecuados es
necesario elaborar un plan en base al cual se pueda programar y controlar todos los vuelos.
Gerencia de Operaciones Universidad Nacional de Trujillo 6
Ingeniería
Industrial
Partiendo de aquí se puede entender como planeación la formulación de un curso de acción
que sirva de guía para la realización del proyecto. El gerente de operaciones debe elaborar un
plan de trabajo escrito en el que se identifique el trabajo que necesita hacerse, quién va a
hacerlo, cuándo debe hacerse y cómo debe hacerse, y bajo que costos. Además de esto, es
necesario también conocer las condiciones de las vías de comunicación, si es que existen, las
condiciones climáticas, los posibles centros de obtención de materiales, la mejor forma de
obtener empleados, los medios de transporte presentes en el lugar, entre otros factores. Es
decir, los recursos y factores externos del proyecto. El gerente de operaciones podrá tomar las
decisiones a tiempo y solucionar en forma óptima los problemas que se susciten.
Además de identificar los vuelos de difícil ejecución. Después de tener elaborada la planeación
del proyecto se procede a realizar la programación de la misma. Puede entenderse como
programación a la elaboración de una red o diagrama en el que se esquematicen todas las
actividades en las que se divide el proyecto, especificando el tipo de relación entre una y otra,
así como su duración. Con esta programación se tiene un tiempo estimado de terminación del
proyecto.
Tanto la planeación como la programación de una obra se realizan antes de comenzar el
proyecto, y son herramientas importantes para poder controlar el mismo. Aunque a veces es
necesario reprogramar y re planear.
Lo más importante en el control de un proyecto es administrar el tiempo y el costo del mismo.
Para administrar el tiempo de este proyecto se utilizan las diversas técnicas de programación.
PARA LA PROGRAMACIÓN
Existen diversos tipos de técnicas de programación, unas son muy sencillas en su
elaboración y fáciles de interpretar, pero tienen ciertas limitaciones. Otras son
bastantes útiles pero complejas en su elaboración.
Diagramas de barras
Curvas de producción acumulada
Método de la Ruta crítica (Critical Path Method, CPM)
Red de precedencias
PERT (Program Evaluation Review Technique)
Diagramas de tiempo y espacio
Gerencia de Operaciones Universidad Nacional de Trujillo 7
Ingeniería
Industrial
Programación de Operaciones
1. IMPORTANCIA DE LA PROGRAMACIÓN
La importancia estratégica de la programación es clara:
La programación efectiva implica un movimiento más rápido de bienes y servicios a
través de una instalación. Esto significa un mayor uso de sus activos y, por
consiguiente, una mayor capacidad por dólar invertido, lo que a su vez reduce los
costos.
La capacidad agregada, la producción más rápida, y la flexibilidad relacionada
proporciona un mejor servicio al cliente mediante una entrega más rápida.
Una buena programación también contribuye a crear compromisos realistas y, por
ende, a una entrega confiable.
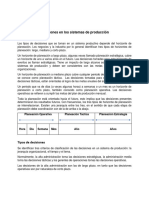
2. ASPECTOS DE LA PROGRAMACION
Las decisiones de la programación a corto plazo inician con la planeación de la capacidad,
la planeación agregada y los programas maestros.
Planes de Capacidad: Involucra la totalidad de las instalaciones y los recursos de equipo
disponible. Estos planes suelen ser anuales o trimestrales cuando se compran o descartan
nuevos equipos o instalaciones.
Planeación Agregada: Se toman decisiones referentes al uso de instalaciones, al
inventario, a las personas y a la subcontratación. Estos planes generalmente son
mensuales y se asignan en funciona a una medida como unidades, toneladas u horas
planta totales.
Programa Maestro: Desarticula el plan agregado y prepara un programa para productos
específicos o líneas de producto para cada semana, secuenciación de tareas y asignaciones
especificas de personal, materiales y maquinaria.
OBJETIVO:
Asignar y priorizar la demanda (generada por pronósticos o pedidos de los clientes) a
las instalaciones disponibles.
FACTORES:
A. PROGRAMACION HACIA ADELANTE Y HACIA ATRÁS
Son técnicas de programación y se clasifican en:
a. PROGRAMACION HACIA ADELANTE
Se inicia tan pronto como se conocen los requerimientos de trabajo. Esta técnica
es empleada en hospitales, clínicas, restaurantes de alta cocina, y fabricantes de
Gerencia de Operaciones Universidad Nacional de Trujillo 8
Ingeniería
Industrial
máquina-herramienta. Este tipo de programación suele estar diseñada para
producir un programa que se puede cumplir, aun cuando esto signifique no
cumplir con la fecha de entrega. En muchos casos, esta programación ocasiona
una acumulación de inventario de trabajo en proceso.
b. PROGRAMACION HACIA ATRÁS
Se inicia con la fecha de entrega, y programa primero la operación final. Después
programa uno por uno los pasos del trabajo en orden inverso. Al restar el tiempo
de entrega de cada artículo se obtiene el tiempo de inicio. Esta programación se
usa en muchos entornos tanto de manufactura como de servicios, como el
abastecimiento necesario para preparar un banquete o la programación de la
cirugía.
En la práctica, es posible que se use una combinación de las programaciones a fin de
encontrar un intercambio razonable entre lo que se puede lograr y las fechas de
entrega al cliente.
B. CRITERIOS DE PROGRAMACION
a. Minimizar el tiempo de terminación: Se evalúa determinando el tiempo promedio
de terminación por trabajo.
b. Maximizar la utilización: Se evalúa determinando el porcentaje de tiempo que usa
la instalación.
c. Minimizar el inventario de trabajo en proceso (WIP): Se evalúa determinando el
número promedio de trabajos incluidos en el sistema.
d. Minimizar el tiempo de espera del cliente: Se evalúa determinando el número
promedio de días de retraso.
3. PROGRAMACION EN INSTALACIONES ORIENTADAS AL PROCESO
Las instalaciones orientadas al proceso son sistemas de alta variedad y bajo volumen que
por lo común se encuentran en organizaciones de manufactura y servicios. Estos sistemas
fabrican los productos en base a pedido.
El administrador necesita un sistema de planeación y control de la producción para operar
las instalaciones de manera balanceada y eficiente. Este sistema debe:
Programar los pedidos entrantes sin violar las restricciones de capacidad de los
centros de trabajo individuales.
Verificar la disponibilidad de herramientas y materiales antes de liberar un pedido
a un departamento.
Establecer las fechas de entrega para cada trabajo y comparar el avance con las
fechas que se necesitan y los tiempos de entrega de las órdenes.
Verificar el avance del trabajo conforme a las tareas van siendo realizadas a través
del taller.
Gerencia de Operaciones Universidad Nacional de Trujillo 9
Ingeniería
Industrial
Proporcionar estadísticas de la eficiencia laboral y vigilar los tiempos de los
operarios para efectuar el análisis de distribución de la nomina y la mano de obra.
El sistema debe ser exacto y relevante sin importar si es manual o automatizado; por ello
requiere una base de datos de producción con archivos de control y de planeación, que
son los siguientes:
o ARCHIVO MAESTRO DE ARTICULOS: Contiene información acerca de cada
componente que la empresa produce o compra.
o ARCHIVO DE RUTAS: indica el flujo de cada componente a través del taller.
o ARCHIVO MAESTRO DEL CENTRO DE TRABAJO: Contiene información del centro de
trabajo, tal como la capacidad y eficiencia.
o ARCHIVOS DE CONTROL: Dan seguimiento al avance real en comparación con el
avance establecido en el plan para cada orden de trabajo.
4. CARGAS DE TRABAJO
Los administradores de operaciones asignan los trabajos entre los centros de tal forma que
los costos, el tiempo ocioso o los tiempos de terminación se minimicen. Las cargas de
trabajo se asignan de dos formas:
La primera orientada a la capacidad, mediante una técnica conocida como control
de insumos y productos.
La otra se refiere a asignar tareas específicas a los centros de trabajo, usando dos
enfoques: graficas de Gantt y el método de asignación de programación lineal.
A. CONTROL DE INSUMOS Y PRODUCTOS
Es una técnica que permite al personal de operaciones administrar el flujo de trabajo en la
instalación mediante el seguimiento al trabajo que se agrega a un centro de trabajo y al
trabajo terminado.
El control de insumos y productos se puede mantener mediante un sistema de tarjetas
ConWIP, el cual controla la cantidad de trabajo en un centro de trabajo. ConWIP es un
acróstico de trabajo en proceso constante (constant work-in-process). La tarjeta ConWIP
viaja con un trabajo (o lote) a través del centro de trabajo. Cuando el trabajo se completa,
la tarjeta se libera y regresa a la estación de trabajo inicial. La tarjeta ConWIP limita de
manera efectiva la cantidad de trabajo en el centro de trabajo, controla el tiempo de
entrega y monitorea las órdenes pendientes.
Gerencia de Operaciones Universidad Nacional de Trujillo 10
Ingeniería
Industrial
ALTERNATIVAS DEL PERSONAL DE OPERACIONES PARA ADMINISTRAR EL FLUJO DE
TRABAJO:
Corregir el desempeño
Aumentar la capacidad
Incrementar o reducir el insumo del centro de trabajo mediante:
a. Rutas para los trabajos desde o hacia los centros de trabajo.
b. Aumento o disminución de la subcontratación
c. Disminución(o aumento) de la producción.
CASO APLICATIVO
DNC Machining fabrica cercas de seguridad y puertas de entrada de distintos tamaños. La
empresa desea desarrollar un informe de control de insumos y productos para el centro de
maquinado de aluminio para 5 semanas (semanas del 6 de junio al 4 de julio). El insumo
planeado es de 280 horas estándar por semana. El insumo real se acerca a esta cifra, con
variación de entre 250 y 285. La producción está programada para 320 horas estándar, que es
la capacidad supuesta. En el centro de trabajo hay órdenes pendientes por 300 horas.
Método: DNC utiliza información del programa para crear la figura que se presenta a
continuación, la cual monitorea la relación entre carga de trabajo y capacidad en el centro de
trabajo.
Solución: las desviaciones entre los insumos programados y el producto real se muestran en el
cuadro. El producto real (270 horas) es sustancialmente inferior al planeado. Por tanto, no está
logrando el plan de insumos ni el producto.
De Fin de semana 6/6 6/13 6/20 6/27 7/4 7/11
Insumo planeado 280 280 280 280 280
Insumo real 270 250 280 285 280
Desviación acumulada -10 -40 -40 -35
Producción planeada 320 320 320 320
Producción real 270 270 270 270
Desviación acumulada -50 -100 -150 -200
Cambio acumulado en órdenes
0 -20 -10 +5
de pedido
Explicación: insumo 250,
Explicación: insumo 270,
producto 270, implica un
producto 270, implica un
cambio de -20 (20 horas
cambio de 0.
estándar menos de trabajo
en el centro).
Gerencia de Operaciones Universidad Nacional de Trujillo 11
Ingeniería
Industrial
Las órdenes pendientes en este centro han aumentado 5 horas para la semana que inicia el 27
de junio. Esto aumenta el inventario de trabajo en proceso, complica la tarea de programación
e indica que el administrador debe realizar alguna acción.
B. GRAFICAS DE GANTT
Las graficas de Gantt son una ayuda visual, muy útil para determinar las cargas de trabajo y
la programación. Las graficas muestran el uso de los recursos.
Cuando se usan para cargar, las graficas de Gantt muestran las cargas y los tiempos ociosos
de diversos departamentos, maquinas e instalaciones. Despliegan las cargas de trabajo
relativas en el sistema para que el administrador sepa que justes son adecuados.
La grafica de Gantt tiene una limitación importante: no toma en cuenta la variabilidad de la
producción, como descomposturas inesperadas o errores humanos que requieren repetir
algún trabajo. En consecuencia, la grafica de Gantt debe actualizarse de forma regular
para que refleje los nuevos trabajos y estimaciones de tiempo calculadas.
Una grafica de Gantt de programación se usa para vigilar el avance de los trabajos. Indica
que tareas están a tiempo y cuales están adelantadas o atrasadas. En la práctica, se
encuentran muchas versiones de esta grafica.
Ventajas:
Fácil de construir
Útil como herramienta de planeación.
Fácil de entender
Desventajas:
No muestra dependencia entre actividades.
No distingue la importancia de las actividades.
La ventaja principal del gráfico de Gantt radica en que su trazado requiere un nivel mínimo
de planificación.
Los gráficos de Gantt se revelan muy eficaces en las etapas iniciales de la planificación. Sin
embargo, después de iniciada la ejecución de la actividad y cuando comienza a efectuarse
modificaciones, el gráfico tiende a volverse confuso.
Gerencia de Operaciones Universidad Nacional de Trujillo 12
Ingeniería
Industrial
C. MÉTODO DE ASIGNACIÓN
El método de asignación involucra asignar tareas y trabajos a los recursos. Los ejemplos
incluyen asignar tareas a maquinas, contratos a licitantes, personas a proyectos, y
vendedores a territorios. El objeto más frecuente es minimizar el costo total o el tiempo
requerido para realizar las tareas. Una característica importante de los problemas de
asignación es que solo un trabajo (o trabajador) se asigna una maquina (o proyecto).
Cada problema de asignación usa una tabla. Los números de la tabla representan los
costos a los tiempos que se asocian con cada asignación en particular.
El método de asignación implica sumar o restar las cifras correspondientes de la tabla con
el fin de encontrar el COSTO DE OPORTUNIDAD más bajo para cada asignación. Para ello se
deben seguir cuatro pasos.
1. Restar el número menor de cada renglón a cada uno de los números anotados en
ese reglón y después, en la matriz resultante, tomar el número menor de cada
columna y resaltarlo a todos los números de esa columna. Este paso tiene el efecto
de reducir los números de la tabla hasta que se presente una serie de ceros, los
cuales significan costos de oportunidad nulos. Aunque los números cambian, este
problema reducido es equivalente al original y tendrá la misma solución optima.
2. Trazar el número mínimo necesario de líneas rectas verticales y horizontales para
cubrir todos los ceros de la tabla. Si el número de líneas es igual al número de
renglones o al número de columnas de la tabla, entonces podremos hacer una
Gerencia de Operaciones Universidad Nacional de Trujillo 13
Ingeniería
Industrial
asignación óptima. Si el número de líneas es menor que los renglones o columnas,
entonces continuaremos con el paso 3.
3. Restar el número menor que no esté cubierto por una línea a los otros números
que no estén cubiertos. Sumar el mismo número a cualquier número que estén la
intersección de cualesquiera dos líneas. No cambiar el valor de los números que
estén cubiertos solo por una línea. Volver al paso 2 y seguir hasta que sea posible
hacer una asignación optima.
4. Las asignaciones óptimas siempre estarán donde haya ceros en la tabla. Una
manera sistemática de hacer asignaciones validas consiste en seleccionar primero
un reglón o una columna que solo contenga un cuadro con cero. Podemos hacer
una asignación a ese cuadro y después de tachar su renglón y su columna. De los
renglones y columnas que no están tachados, escogemos renglón o columna
donde solo hay un cero. Hacemos esa asignación y continuamos con el
procedimiento hasta haber asignado cada persona o maquina a una tarea.
Casos especiales del modelo de asignación
a) Oferta y demanda desiguales.
Cuando la oferta y la demanda son desiguales, se asigna una actividad ficticia con un costo
de cero para mantener la condición de método que debe ser igual número de ofertas y
demandas
b) Problemas de maximización.
Considere un problema de asignación en el que la respuesta a cada asignación es una
utilidad en vez de un costo. Considere la matriz de utilidades del problema como la
característica nueva la cual consiste en que el número que aparece en cada celdilla
representa un beneficio en lugar de un costo.
c) Problemas con asignación inaceptable.
Supóngase que se está resolviendo un problema de asignación y que se sabe que ciertas
asignaciones son inaceptables. Para alcanzar esta meta, simplemente asigna un costo
arbitrariamente grande representado mediante la letra M. M es un número tan grande
que si se le resta un número finito cualquiera, queda todavía un valor mayor que los
demás.
Cuando la oferta y la demanda son desiguales, se asigna una actividad ficticia con un costo
de cero para mantener la condición de método que debe ser igual número de ofertas y
demandas Problemas de maximización.
Considere un problema de asignación en el que la respuesta a cada asignación es una
utilidad en vez de un costo. Considere la matriz de utilidades del problema como la
característica nueva la cual consiste en que el número que aparece en cada celdilla
representa un beneficio en lugar de un costo.
Gerencia de Operaciones Universidad Nacional de Trujillo 14
Ingeniería
Industrial
CASO APLICATIVO
Una empresa ha preseleccionado 5 candidatos para ocupar 4 puestos de trabajo en dicha
empresa. Los puestos de trabajo consisten en manejar 4 máquinas diferentes (un
trabajador para cada máquina). La empresa puso a prueba a los 5 trabajadores en las 4
máquinas, realizando el mismo trabajo todos ellos en cada una de las máquinas,
obteniendo los siguientes tiempos:
Máquina1 Máquina2 Máquina3 Máquina4
Cand1 10 6 6 5
Cand2 8 7 6 6
Cand3 8 6 5 6
Cand4 9 7 7 6
Cand5 8 7 6 5
Nota: los tiempos encontrados son de tiempo por pieza en cada máquina tomada en
minutos
Determinar qué candidatos debe seleccionar la empresa y a qué máquinas debe asignarlos.
- Condiciones del problema:
- El candidato1 tiene la edad de 18 años, los demás tienen 22, 19, 20, 19
respectivamente.
- El nivel de experiencia del candidato 2 es superior a la de los demás.
- Se sabe también que un requisito indispensable es saber mecánica, pues las
maquinas necesitan un mantenimiento adecuado.
Paso1y 2
Máquina1 Máquina2 Máquina3 Máquina4 Maq. 5 (ficticia)
Cand1 5 1 1 0 0
Cand2 3 2 1 1 0
Cand3 3 1 0 1 0
Cand4 4 2 2 1 0
Cand5 3 2 1 0 0
Paso 3
Máquina1 Máquina2 Máquina3 Máquina4 Maq. 5 (ficticia)
Cand1 4 0 0 0 0
Cand2 2 1 0 1 0
Cand3 3 1 0 2 1
Cand4 3 1 1 1 0
Cand5 2 1 0 0 0
Gerencia de Operaciones Universidad Nacional de Trujillo 15
Ingeniería
Industrial
Máquina1 Máquina2 Máquina3 Máquina4 Maq. 5 (ficticia)
Cand1 4 0 1 0 1
Cand2 1 0 0 0 0
Cand3 2 0 0 1 1
Cand4 2 0 1 0 0
Cand5 2 1 1 0 1
Respuesta:
Maquina1 se puede encargar el candidato2 pues presenta menor tiempo.
Maquina2 se puede elegir entre el cad1, cad2, cad3, cad4.
Maquina3: candidato2 y candidato3.
Maquina4: cand1, cad2, cad4, cad5
Análisis. Si consideramos las condiciones iniciales, además que en algunas ocasiones se
presentan el ausentismos del personal por razones de salud, y es necesario que los demás
operarios sepan manejar las maquinas empleando el menor tiempo posible.
5. SECUENCIACIÓN DE TRABAJOS
Programación de Operaciones
Los programas de operaciones son planes a corto plazo elaborados con el fin de implementar
el programa maestro de producción. La programación de operaciones se centra en encontrar
la mejor forma de usar la capacidad existente, tomando en cuenta las restricciones técnicas de
producción. Con frecuencia es necesario procesar varios trabajos en una o más estaciones de
trabajo. Típicamente, pueden realizarse diversas tareas en cada estación de trabajo. Si los
programas no se han planeado cuidadosamente para evitar los cuellos de botella, es posible
que empiecen a formarse filas de espera.
Es interesante apreciar que, dependiendo del orden en que se secuencian las diferentes
órdenes de producción, el desempeño del sistema puede ser diferente. Así, por ejemplo, con
una determinada secuencia se logra el menor tiempo total de proceso, pero no es evidente
que esta misma secuencia pueda hacer que todos los pedidos se completen antes de su fecha
de vencimiento, ya que como verá a continuación, el menor tiempo total de proceso depende
de los tiempos de proceso y de los tiempos por apertura de los diferentes pedidos y no de la
fecha de vencimiento.
Secuenciación de trabajos
La secuenciación de operaciones (o actividades) productivas es la acción de definir
prioridades y arreglar la ejecución de actividades para satisfacer requerimientos y
restricciones y lograr objetivos bien definidos.
La programación proporciona una base para asignar tareas a los centros de trabajo. La técnica
de cargos de trabajo sirve para controlar la capacidad y destacar la sobrecarga o el déficit de la
carga. La secuenciación especifica el orden en que deben realizarse los trabajos en cada
Gerencia de Operaciones Universidad Nacional de Trujillo 16
Ingeniería
Industrial
centro. Por ejemplo, suponga que se asignan 10 pacientes a una clínica para recibir
tratamiento médico. ¿En qué orden deben atenderse? ¿El primer paciente que se atiende
debe ser el que llega primero o el que necesita con urgencia un tratamiento? Los métodos de
secuenciación proporcionan este tipo de información detallada. Estos métodos se conocen
como reglas de prioridad para enviar trabajos a los centros de trabajo.
A. Reglas de prioridad para asignar trabajos
Las reglas de prioridad proporcionan lineamientos para establecer la secuencia en que se
deben realizar los trabajos. Las reglas se aplican en especial en instalaciones orientadas al
proceso, como clínicas, imprentas y talleres intermitentes de manufactura. A continuación
examinaremos algunas de las reglas de prioridad más conocidas, las cuales intentan minimizar
el tiempo de terminación, el número de trabajos en el sistema y el retraso de los trabajos, al
mismo tiempo que maximizar la utilización de las instalaciones.
Es posible utilizar cualquier regla sobre la secuencia de prioridades para programar cualquier
número de estaciones de trabajo con el procedimiento de despacho. Sin embargo, con el
propósito de ilustrar esas reglas, la atención se centrará en programar varios trabajos en una
sola máquina. Las reglas se dividen en dos categorías: (1) reglas para una sola dimensión, y (2)
reglas para múltiples dimensiones.
Reglas para una dimensión Algunas reglas para la secuencia de prioridades (por ejemplo.
PEPS, TPC, FEP) toman como base para la asignación de prioridad de un trabajo únicamente la
información sobre los demás trabajos que están en espera de ser procesados en la estación de
trabajo en cuestión. Estas reglas se denominan reglas para una sola dimensión porque
determinan las prioridades tomando como base un solo aspecto del trabajo, como la hora de
llegada a la estación de trabajo, la fecha de vencimiento o el tiempo de procesamiento. Estas
reglas son:
PEPS: Primero en entrar, primero en salir. (A quien llega primero, se le atiende
primero o FCFS, del inglés first come, first served). El primer trabajo en llegar al centro
de trabajo se procesa primero.
TPC: Tiempo de procesamiento más corto. (SPT, del inglés shortest processing time)
Los trabajos más cortos se procesan y terminan primero.
FEP: Fecha de entrega más próxima. (Fecha de vencimiento más próxima o EDD, del
inglés earliest due date) El trabajo que tiene fecha de entrega más próxima se
selecciona primero.
TPL: Tiempo de procesamiento más largo. Los trabajos más largos y más grandes a
menudo son muy importantes y se seleccionan primero.
Reglas para múltiples dimensiones. Las reglas de prioridad, como la CR y la S/KO. Incluyen
información sobre las demás estaciones de trabajo en las que deberá procesarse cada trabajo,
además del tiempo de procesamiento en la estación de trabajo actual o la fecha de
vencimiento, que también se toman en cuenta en las reglas para una sola dimensión. A estas
reglas se les llama reglas para múltiples dimensiones porque son aplicables a más de un
aspecto del trabajo.
Gerencia de Operaciones Universidad Nacional de Trujillo 17
Ingeniería
Industrial
B. Razón Crítica (RC, CR)
La razón crítica es otro tipo de regla de secuenciación. La Razón crítica (RC) es un índice
numérico que se calcula dividiendo el tiempo que falta para la fecha de entrega entre
el tiempo de trabajo que resta. A diferencia de las reglas de prioridad, la razón crítica
es dinámica y fácil de actualizar. Tiende a arrojar mejores resultados que las PEPS, TPC,
FEP y TPL en el criterio del retraso promedio del trabajo.
La razón crítica da prioridad a los trabajos que se deben realizar para cumplir con el
programa de embarques. Un trabajo con una razón crítica baja (menor que 1.0) está
atrasado con respecto al programa. Si la RC es exactamente 1.0, es trabajo está a
tiempo. Una RC superior a 1.0 significa que el trabajo va adelantado y que tiene cierta
holgura.
La fórmula de la razón crítica es:
𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑠𝑡𝑎𝑛𝑡𝑒 𝐹𝑒𝑐ℎ𝑎 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎 − 𝐹𝑒𝑐ℎ𝑎 𝑎𝑐𝑡𝑢𝑎𝑙
𝑅𝐶 = =
𝐷í𝑎𝑠 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 𝑟𝑒𝑠𝑡𝑎𝑛𝑡𝑒𝑠 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 (𝑒𝑛𝑡𝑟𝑒𝑔𝑎)𝑟𝑒𝑠𝑡𝑎𝑛𝑡𝑒
En la mayoría de los sistemas de programación de la producción, la regla de la razón
crítica puede ayudar a lo siguiente:
1. Determinar la situación de un trabajo específico.
2. Establecer la prioridad relativa de los trabajos partiendo de una base común.
3. Relacionar en una base común los trabajos que pueden cubrirse con el
inventario y los que se hacen sobre pedido.
4. Ajustar automáticamente las prioridades (y revisar los programas) según los
cambios en la demanda y el avance de los trabajos.
5. Dar seguimiento dinámico al avance de los trabajos.
Holgura por operaciones restantes
La holgura es la diferencia entre el tiempo que falta para la fecha de vencimiento de
un trabajo y el tiempo total restante en la planta, incluido el que corresponde a la
operación que se está programando. La prioridad de un trabajo se determina
dividiendo la holgura entre el número de operaciones restantes, con inclusión de la
que se está programando, para obtener así la correspondiente holgura por
operaciones restantes (S/RO) (del inglés slack per remaining operations).
(Fecha de vencimiento − Fecha de hoy) − Tiempo total restante en la planta
S/RO =
N° de operaciones restantes
El trabajo que tenga la S/RO más baja será programado a continuación. Hay muchas
formas de decidir en casos de empate, cuando dos o más trabajos tienen la misma
prioridad. Una de esas formas consiste en seleccionar arbitrariamente uno de esos
trabajos para procesarlo a continuación.
Gerencia de Operaciones Universidad Nacional de Trujillo 18
Ingeniería
Industrial
En estudios de investigación se ha demostrado que la S/RO es mejor que la FEP con
respecto al porcentaje de trabajos retrasados, pero peor que la TPC y la FEP con
respecto a los tiempos promedio de flujo del trabajo. Estos estudios también indican
que la CR produce tiempos de flujo del trabajo más largos que la TPC, pero que
también genera menos varianza en la distribución de las horas de retraso. En
consecuencia, a pesar de que el uso de las reglas para múltiples dimensiones requiere
más información, no existe una opción que sea claramente la mejor. Será necesario
ensayar con cada regla en el ambiente en el que se intenta aplicarlas.
Aun cuando las reglas para la secuencia de prioridades parecen sencillas, la tarea
propiamente dicha de programar centenares de trabajos a través de cientos de
estaciones de trabajo requiere una intensa labor de recopilación y manipulación de
datos. El programador necesita información sobre los siguientes requisitos de
procesamiento de cada trabajo: la fecha de vencimiento del mismo, sus rutas, la
preparación estándar, el procesamiento y los tiempos de espera previstos en cada
operación; si existe la posibilidad de usar otras estaciones de trabajo en cada
operación; así como los componentes y materias primas que se requieren en cada
operación.
Además, el programador tiene que conocer la situación actual del trabajo: su
localización (si está en una fila de espera en una estación de trabajo o se está
procesando en una estación de trabajo), la parte de la operación que ya se haya
realizado, los tiempos reales de llegada y salida en cada operación o fila de espera, y
los tiempos reales de procesamiento y preparación. El programador aplica las reglas
para la secuencia de prioridades a fin de determinar el orden en el que serán
procesados los trabajos en una estación de trabajo y la información restante para
estimar los tiempos de llegada de cada trabajo a la siguiente estación, decide si deberá
utilizarse otra estación de trabajo cuando la principal esté ocupada y pronostica la
necesidad de emplear equipo para manejo de materiales. En virtud de que esta
información puede cambiar a lo largo del día. Se requieren computadoras para estar al
tanto de los datos y mantener la validez de las prioridades.
Medidas de Desempeño
Para determinar cuál de las reglas es la más efectiva, se utilizan los siguientes indicadores de o
medidas de desempeño:
𝑆𝑢𝑚𝑎 𝑑𝑒𝑙 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑓𝑙𝑢𝑗𝑜 𝑇𝑜𝑡𝑎𝑙
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑇𝑒𝑟𝑚𝑖𝑛𝑎𝑐𝑖ó𝑛 𝑃𝑟𝑜𝑚𝑒𝑑𝑖𝑜 =
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑐𝑒𝑠𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒𝑙 𝑇𝑟𝑎𝑏𝑎𝑗𝑜
𝑈𝑡𝑖𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛 =
𝑆𝑢𝑚𝑎 𝑑𝑒𝑙 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐹𝑙𝑢𝑗𝑜 𝑇𝑜𝑡𝑎𝑙
𝑆𝑢𝑚𝑎 𝑑𝑒𝑙 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐹𝑙𝑢𝑗𝑜 𝑇𝑜𝑡𝑎𝑙
𝑁ú𝑚𝑒𝑟𝑜 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜𝑠 𝑒𝑛 𝑒𝑙 𝑠𝑖𝑠𝑡𝑒𝑚𝑎 =
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑐𝑒𝑠𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒𝑙 𝑇𝑟𝑎𝑏𝑎𝑗𝑜
𝐷í𝑎𝑠 𝑑𝑒 𝑟𝑒𝑡𝑟𝑎𝑠𝑜 𝑇𝑜𝑡𝑎𝑙
𝑅𝑒𝑡𝑟𝑎𝑠𝑜 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒𝑙 𝑇𝑟𝑎𝑏𝑎𝑗𝑜 =
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑇𝑟𝑎𝑏𝑎𝑗𝑜𝑠
Gerencia de Operaciones Universidad Nacional de Trujillo 19
Ingeniería
Industrial
Sin embargo, se puede afirmar que ninguna regla de secuenciación es siempre superior para
todos los criterios (Medidas del Desempeño). La experiencia indica lo siguiente:
1. Por lo general, el tiempo de procesamiento más corto es la mejor técnica para
minimizar el flujo de trabajo y el número promedio de trabajos en el sistema. Su
mayor desventaja es que los trabajos con tiempo de procesamiento más largo podrían
retrasarse de manera continua por dar prioridad a los trabajos de duración más corta.
A los clientes puede parecerles injusto y es necesario realizar ajustes periódicos para
efectuar los trabajos más largos.
2. Primero en entrar, primero en salir, no califica bien en la mayoría de los criterios (pero
tampoco califica particularmente mal). Sin embargo, tiene la ventaja de que a los
clientes les parece justo, lo cual es importante en los sistemas de servicio.
3. La fecha de entrega más próxima minimiza la tardanza máxima, lo cual puede ser
necesario para los trabajos que tiene una penalización muy alta si se entregan después
de cierta fecha. Por lo general, la FEP funciona bien cuando el retraso es un factor
importante.
CASO: Maderera el Trebol EIRL
La empresa Maderera el Trebol EIRL, e una empresa
Trujillana ubicada en la Urb. Santa – Trujillo, Perú y se
dedica a realizar diversos trabajos con Madera. Maderera
el Trebol EIRL está dedicada a la trasnformación,
comercialización y distribución de maderas tropicales a
nivel nacional. Su experiencia de 20 años en el negocio maderero los hace ser líderes en el
sector Industrial Maderero, ofreciendo al mercado los mejores productos, de la mejor calidad
y a los mejores precios.
La emprea cuenta con un amplia experiencia en la extracción, transformación y
comercailización de diversas especies maderables, por ello cuanta con un gran catálogo de
clientes quienes le confian sus trabajos a esta empresa debido a su responsabilidad.
Esta empresa está caracterizada por brindar un buen servicio a sus clientes, debido a que la
política principal de la empresa es dejar satisfecho al cliente en base a tres criterios principales:
puntualidad, calidad y precio.
Otra política de la empresa es atender a los pedidos según éstos hayan sido recibidos; sin
embargo, en las últimas semanas se ha venido teniendo algunos problemas en cuanto a
acumulación de trabajo debido a ciertas imperfecciones en sus maquinarias que fueron
rápidamente solucionadas, pero a pesar de ello, han hecho que se retrase el avance de algunos
pedidos y se corre el riesgo de no cumplirle a todos sus clientes. Por ello, el Gerente de
Operaciones recientemente contratado necesita saber si es correcto seguir aplicando la
política de la empresa para la atención de los pedidos, si es que van a quedar pedidos sin
atender debido a los inconvenientes presentados y necesita determinar qué acciones tomar
para evitar incumplir con los pedidos o reducir el número de pedidos inconclusos o retrasados,
en el peor de los casos.
Gerencia de Operaciones Universidad Nacional de Trujillo 20
Ingeniería
Industrial
A continuación se muestran los pedidos pendientes:
Código de Fecha de Días de Fecha de
Pedido Recepción producción entrega
de Pedido Necesarios de Pedido
0025TRU 15-ago 15 05-nov
0059TRU 12-ago 25 06-oct
0258PIU 17-ago 35 25-nov
0074CHI 22-ago 40 04-dic
0148TRU 18-ago 20 15-nov
Además, el área de ventas, al no tener conocimiento de estos inconvenientes en el área de
producción, aceptó el día de hoy, 25 de agosto, un nuevo pedido (0120LIM) de uno de sus
clientes más importantes, al cual la empresa preferiría seguir manteniendo y con el cual no
desearía tener ningún inconveniente. Este pedido demanda de un tiempo de producción de 30
días y se quedó en entregar el día 25 de Noviembre. Por otra parte, se tiene conocimiento que
no se puede dejar de cumplir a tiempo el pedido 0059TRU, debido a que se firmó un contrato
en donde se indica que recibiríamos una penalidad en caso incumpliríamos con la fecha
pactada.
Preguntas para Análisis
1. ¿Debería de seguirse la política adoptada por la empresa en cuanto a la priorización de
pedidos?
2. ¿Cuál es la mejor secuencia de trabajo que minimice el número de pedidos
retrasados?
3. ¿Qué acciones debería tomar el Gerente de Operaciones de Maderera el Trebol EIRL?
(Caso creado por el Grupo).
Solución:
Consolidado de Pedidos ordenados por fecha de recepción.
Fecha de Recepción de Días de producción Fecha de entrega
Código de Cliente
Pedido Necesarios de Pedido
0059TRU 12-ago 25 06-oct
0025TRU 15-ago 15 05-nov
0258PIU 17-ago 35 25-nov
0148TRU 18-ago 20 15-nov
0074CHI 22-ago 40 04-dic
0120LIM 25-ago 30 25-nov
Gerencia de Operaciones Universidad Nacional de Trujillo 21
Ingeniería
Industrial
Evaluaremos todas reglas estudiadas:
1. PEPS
Determinaremos los tiempos de entrega
PEPS
Tiempo de
Código de Cliente Entrega Flujo Retraso
Procesamiento
0059TRU 25 55 25 0
0025TRU 15 82 40 0
0258PIU 35 100 75 0
0148TRU 20 89 95 6
0074CHI 40 104 135 31
0120LIM 30 92 165 73
Total 165 535 110
Medidas de Desempeño
Medidas de
Desempeño
TTP 89.16667
UT 31%
#TP 3.242424
RPT 18.33333
2. TPC
TPC
Tiempo de
Código de Cliente Entrega Flujo Retraso
Procesamiento
0025TRU 15 82 15 0
0148TRU 20 89 35 0
0059TRU 25 55 60 5
0120LIM 30 92 90 0
0258PIU 35 100 125 25
0074CHI 40 104 165 61
Total 165 490 91
Medidas de Desempeño
Medidas de
Desempeño
TTP 81.66667
UT 34%
#TP 2.969697
RPT 15.16667
Gerencia de Operaciones Universidad Nacional de Trujillo 22
Ingeniería
Industrial
3. TPL
TPL
Tiempo de
Código de Cliente Entrega Flujo Retraso
Procesamiento
0074CHI 40 104 40 0
0258PIU 35 100 75 0
0120LIM 30 92 105 13
0059TRU 25 55 130 75
0148TRU 20 89 150 61
0025TRU 15 82 165 83
Total 165 665 232
Medidas
Medidas de
Desempeño
TTP 110.8333
UT 25%
#TP 4.030303
RPT 38.66667
4. FEP
Determinaremos los tiempos de entrega
FEP
Tiempo de
Código de Cliente Entrega Flujo Retraso
Procesamiento
0059TRU 25 55 25 0
0025TRU 15 82 40 0
0148TRU 20 89 60 0
0120LIM 30 92 90 0
0258PIU 35 100 125 25
0074CHI 40 104 165 61
Total 165 505 86
Medidas
Medidas de
Desempeño
TTP 84.16667
UT 33%
#TP 3.060606
RPT 14.33333
Gerencia de Operaciones Universidad Nacional de Trujillo 23
Ingeniería
Industrial
5. R/C
RC
Código de Cliente Tiempo de Procesamiento Entrega Flujo Retraso RC
0059TRU 25 55 25 0 2.20
0074CHI 40 104 65 0 2.60
0258PIU 35 100 100 0 2.86
0120LIM 30 92 130 38 3.07
0148TRU 20 89 150 61 4.45
0025TRU 15 82 165 83 5.47
Total 165 635 182
Medidas
Medidas de
Desempeño
TTP 105.8333
UT 26%
#TP 3.848485
RPT 30.33333
Cuadro resumen de las medidas de desempeño según Regla Utilizada:
PEPS TPC TPL FEP RC
TTP 89.17 81.67 110.83 84.17 105.83
UT 30.84% 33.67% 24.81% 32.67% 25.98%
#TP 3.24 2.97 4.03 3.06 3.85
RPT 18.33 15.17 38.67 14.33 30.33
N° Retrasos 3 3 4 2 3
Resolución con POM para Windows
FEP (EDD)
Gerencia de Operaciones Universidad Nacional de Trujillo 24
Ingeniería
Industrial
Cuadro Resumen de métodos
Gráfico de Gantt - FEP
Gerencia de Operaciones Universidad Nacional de Trujillo 25
Ingeniería
Industrial
Preguntas para Análisis
1. ¿Debería de seguirse la política adoptada por la empresa en cuanto a la priorización
de pedidos?
La política que actualmente utiliza la empresa es PEPS (Primero en entrar, primero en
servir) cuenta con indicadores poco favorables, si bien no son los peores, no es del
todo eficiente la secuenciación realizada.
o Cuenta con un Tiempo total de trabajo promedio, relativamente alto.
o Una utilización media en comparación a las demás alternativas.
o Número de trabajos promedios es alto.
o El Retraso promedio es medio en comparación a los demás.
Además, si se adopta esta política, se incumplirá con tres pedidos, dentro de los cuales
está el de nuestro cliente estrella: 0120LIM, con 73 días de retraso.
2. ¿Cuál es la mejor secuencia de trabajo que minimice el número de pedidos
retrasados?
Evaluando sólo los indicadores de desempeño, podemos decir que dos son las
alternativas que compiten para ser la mejor: TPC (Tiempo de Producción más Corto) y
FEP (Fecha de entrega próxima). Podríamos decir que la alternativa TPC es la que
cuenta con más indicadores a su favor, sin embargo estos indicadores, no son del todo
compatibles con la política de la empresa, que desea cumplir con todos, o por lo
menos, con la mayoría de sus clientes, es decir, tener menos retrasos es lo que más
valora la empresa.
Además se dice que no se desea quedar mal con dos pedidos específicamente:
0059TRU y 0120LIM. Por ello al recurrir a las secuencias propuestas, podemos
percatarnos que en la TPL, el pedido 0059TRU cuenta con 5 días de retraso, lo cual
hace acreedor a la empresa de una penalidad por incumplimiento, lo cual no ocurre en
FEP, donde ambos pedidos son cumplidos sin retrasos. Sin embargo un punto en
contra a FEP, es que su retraso es amplio: 86 días.
Por tanto concluimos que la mejor secuencia es:
0059TRU 0025TRU 0148TRU 0120LIM 0258PIU 0074CHI
3. ¿Qué acciones debería tomar el Gerente de Operaciones de Maderera el Trebol EIRL?
o Adoptar la regla: Fecha de entrega más próxima para los pedidos actuales
o Recomendación: Evaluar la secuenciación de trabajos de manera periódica,
semanal o cada dos semanas.
Gerencia de Operaciones Universidad Nacional de Trujillo 26
Ingeniería
Industrial
o Si se desea cumplir con la totalidad de pedidos, se recomienda adoptar
medidas como: trabajar horas extras, ampliar un nuevo turno de trabajo o
tercerización.
o De no ser posible realizar todos los trabajos a tiempo, conversar con los
clientes para coordinar acciones que no perjudiquen a la empresa ni al cliente.
o Tener mayor coordinación entre todas las áreas de la empresa con el fin de no
comprometerse a realizar pedidos que no se podrán realizar.
C. REGLA DE JOHNSON
a. CONDICIONES INICIALES
La regla de Johnson es una heurística simple que proporciona un tiempo de procesado mínimo
para secuenciar n trabajos mediante dos máquinas o centros de trabajo donde la misma
secuencia de proceso debe ser seguida por todos los trabajos. Los trabajos con menores
tiempos de proceso son colocados al principio si el tiempo de procesado es en la primera
máquina, y al final si es en la segunda máquina. Este procedimiento maximiza el tiempo de
operación de ambos centros de trabajo.
Además, este algoritmo es utilizado en problemas de secuenciación de la producción continua
PRODUCCION CONTINUA
Máquina o Centro de Trabajo I
Máquina o Centro de Trabajo II
Máquina o Centro de Trabajo III
Trabajos, Productos,
o Servicios
b. IMPORTANCIA Y LIMITACIONES
Se utiliza este método dado que sirve:
Para minimizar el tiempo ocioso total de las máquinas.
Para minimizar el tiempo de procesamiento y establecer la secuencia de un
grupo de trabajos en dos centros de trabajo.
Gerencia de Operaciones Universidad Nacional de Trujillo 27
Ingeniería
Industrial
Minimizar el tiempo muerto total en los centros de trabajo.
Sin embargo, de existir paros no programados de máquinas, no se logra el cumplimiento
en los tiempos de terminación. Además, considera que las máquinas o centros de trabajo
mantienen su eficiencia, su disponibilidad de tiempo y su índice de calidad, cualquier falla
en estos demorara la entrega. Y en el caso de existir otro pedido sobre el avance del
programa, necesita esperar la disponibilidad de la máquina o Centro de trabajo I.
c. TÉCNICA A DESARROLLAR
a. SECUENCIA DE N TRABAJOS EN DOS MÁQUINAS
Esta secuencia responde ante la complejidad de N trabajos en 2 máquinas o centros de trabajo
distintos en el mismo orden. Conocido problema como N/2.
La regla de Johnson se usa para minimizar el tiempo de procesamiento de la secuencia de un
grupo de trabajos que pasan por dos centros de trabajo. Del mismo modo, minimiza el tiempo
ocioso total en las maquinas.
Los pasos para realizar esta regla son los siguientes:
1. Realizar una lista de todos los trabajos que incluya el tiempo requerido por cada
trabajo en una máquina.
2. Seleccionar el trabajo con el tiempo de actividad más corto. Si el tiempo mas corto
está en la primera máquina, ese trabajo se programa primero. Si el tiempo más corto
está en la segunda máquina, ese trabajo se programa al final. Los empates en los
tiempos de actividad se pueden romper de manera arbitraria.
3. Una vez que se programa un trabajo, debe eliminarse de la lista.
4. Se aplican los pasos 2 y 3 a los trabajos restante, trabajando hacia el centro de la
secuencia.
CASO APLICATIVO
La empresa WELDING PERU SRL ofrece una gama de
productos del mayor fabricante mundial de soldadura,
además brinda todo tipo de soluciones y
asesoramiento para actividades del mismo tipo.
Adicionalmente, en la empresa existen dos centros de
trabajo: estampado y esmerilado. La administración de
WELDING PERU desea adoptar un procedimiento que
establezca una secuencia en la que los trabajos pasen a
través de ambos centros de trabajo. José Cobeñas ha
estado experimentando con la regla Johnson; cree que
la situación de WELDING PERU puede analizarse efectivamente utilizando esa técnica. La
administración de WELDING PERU desea que ambos centros cambien a trabajos nuevos al
mismo tiempo; en otras palabras, si el Centro de Trabajo I termina su trabajo en una tarea,
Gerencia de Operaciones Universidad Nacional de Trujillo 28
Ingeniería
Industrial
debe esperar a que el Centro de Trabajo II finalice la tarea en que esté trabajando, de manera
que ambos puedan empezar nueva tareas simultáneamente. La razón de este requisito es que
los supervisores puedan dar instrucciones de trabajo sobre cómo realizar simultáneamente las
tareas de ambos centros de trabajo.
Cobeñas visita el centro de cómputo, observando que siete trabajos están en espera. Y logra
obtener los siguientes datos para los siete trabajos:
Tiempos de Trabajo (procesamiento) para los trabajos (en minutos)
TRABAJO CENTRO DE TRABAJO I CENTRO DE TRABAJO II
(Estampado) (Esmerilado)
T1 15 10
T2 12 16
T3 20 15
T4 30 5
T5 18 22
T6 10 18
T7 9 11
El propietario, Jorge Salazar Araoz, quiere establecer la secuencia que minimiza el tiempo total
de procesamiento de los siete trabajos.
1. El tiempo de procesamiento más corto es el trabajo T3, en el centro de trabajo II (con
un tiempo de 5 minutos). Como está en el segundo centro, T3 se programa al último y
ya no se toma en cuenta.
T3
2. El trabajo T7 tiene el siguiente tiempo más corto (9 minutos). Este tiempo se
encuentra en el Centro de Trabajo I, lo programamos al principio y se deja de
considerar.
T7 T3
3. Existe un empate (en 10 minutos) para el trabajo más corto restante. Podemos colocar
primero el trabajo T6 en el segundo centro de trabajo. Después, se coloca el trabajo
T1 en el tiempo más tarde posible.
T7 T6 T1 T3
4. El siguiente tiempo más corto es del trabajo T2 (12 minutos) en el primer centro de
trabajo, lo programamos al principio y se deja de considerar.
T7 T6 T2 T1 T3
Gerencia de Operaciones Universidad Nacional de Trujillo 29
Ingeniería
Industrial
5. El trabajo T3 tiene el siguiente tiempo más corto (15 minutos), que como se encuentra
en el segundo centro de trabajo se coloca al final de las posiciones libres de la
secuencia. Y el trabajo T5 (18 minutos) en la última posición libre de la secuencia.
T7 T6 T2 T5 T3 T1 T3
Los tiempos secuenciales son:
Centro de trabajo I 9 10 12 18 20 15 30
Centro de trabajo II 11 18 16 22 15 10 5
El flujo escalonado de esta secuencia de trabajo se ilustra mejor con una grafica:
Estampado T7 T6 T2 T5 T3 T1 T4
>
Esmerilado T7 T6 T2 T5 T3 T1 T4
20 40 60 80 100 120
Tiempo ocioso Tiempo de espera
en los Trabajos
Así, los siete trabajos se completan en 119 minutos.
TRABAJO T1 T2 T3 T4 T5 T6 T7 PROMEDIO
TIEMPO DE PERMANENCIA 94 47 84 119 71 37 20 67.43
Además, se puede señalar que el Centro de Trabajo II esperará 9 minutos para recibir su
primer trabajo, y también hará lo propio después de completar el trabajo T1 alrededor de 13
minutos para su último trabajo.
Considerando los deseos de la Administración de WELDING PERU
Pero Cobeñas se percata que la secuenciación de trabajo que determinó no respeta el deseo
de la administración de WELDING PERU que los trabajos empiecen al mismo tiempo en ambos
centros. Por lo que replanteó el tiempo que en total tendría esta reorganización:
Estampado T7 T6 T2 T5 T3 T1 T4
>
Esmerilado T7 T6 T2 T5 T3 T1 T4
20 40 60 80 100 120
Tiempo ocioso Tiempo de espera
en los Trabajos
En este caso, los siete trabajos se completan en 128 minutos mayor que el anterior caso.
Gerencia de Operaciones Universidad Nacional de Trujillo 30
Ingeniería
Industrial
Con los resultados obtenidos José Cobeñas podrá demostrar a la administración de WELDING
PERU de la regla de Johnson.
b. SECUENCIACIÓN EN TRES ESTACIONES DE TRABAJO / JOHNSON AMPLIADA
La regla de Johnson no se podría extender para más de dos estaciones de trabajo, pero existe
una ligera variante del algoritmo ampliándolo hasta tres estaciones, dando un resultado
óptimo cuando la segunda estación no es el cuello de botella (con capacidad suficiente para no
ser la culpable de amplitudes del proceso). Debe seguir ciertas condiciones:
1. El tiempo de proceso más corto en el Centro de Trabajo (o máquina) I es >= tiempo
más largo en el Centro de Trabajo (o máquina) II.
2. El tiempo de proceso más corto en el Centro de Trabajo (o máquina) III es >= tiempo
más largo en el Centro de Trabajo (o máquina) II.
3. Si no se cumplen estas condiciones la solución es cercana a la óptima.
′
La modificación del algoritmo es la siguiente, se debe calcular los tiempos de proceso 𝑃𝑖1 =
′
𝑃𝑖1 + 𝑃𝑖2 , 𝑃𝑖2 = 𝑃𝑖2 + 𝑃𝑖3 , 𝑖 = 1,2, y se aplica el algoritmo como si fueran dos estaciones de
trabajo con los tiempos de proceso. A continuación se ilustra mejor el procedimiento:
CASO EJEMPLO
Al caso de la empresa del ejemplo anterior, WELDING PERU SRL, se incluye un proceso al final
de los anteriores mencionados: pulido. Se mantienen los siete trabajos programados que
deben recibir estos tres procesos en la misma secuencia: primero estampado, esmerilado y
pulido.
Se aplica el algoritmo de Johnson modificado para secuenciar estos trabajos en las tres
estaciones. En primer lugar debe construirse dos estaciones de trabajo, la primera con tiempos
de proceso igual a la suma de los de estampado y esmerilado, y la segunda con tiempos de
proceso igual a la suma de los de esmerilado y pulido, y después se secuenciaran los trabajos
de acuerdo con el algoritmo de Johnson, aplicado como si solo se tuvieran estas dos estaciones
artificiales.
Tiempos de Trabajo (procesamiento) para los trabajos (en minutos)
TRABAJO CENTRO DE TRABAJO I CENTRO DE TRABAJO II CENTRO DE TRABAJO II
(Estampado) (Esmerilado) (Pulido)
T1 15 10 9
T2 12 16 15
T3 20 15 10
T4 30 5 11
T5 18 22 13
T6 10 18 16
T7 9 11 18
Gerencia de Operaciones Universidad Nacional de Trujillo 31
Ingeniería
Industrial
A partir de los tiempos de proceso de los trabajos (que se presentan en la tabla anterior), debe
sumar los tiempos de los procesos de estampado y esmerilado, y luego los tiempos de los
procesos de esmerilado y pulido. Los tiempos de procesos conjuntos se presentan en la
siguiente tabla:
Tiempos de Trabajo (procesamiento) para los trabajos (en
minutos)
TRABAJO ESTAMPADO Y PULIDO Y
ESMERILADO ESMERILADO
T1 25 19
T2 28 31
T3 35 25
T4 35 16
T5 40 35
T6 28 34
T7 20 29
Si aplica la regla de Johnson con los datos de la tabla anterior, vera que el mínimo tiempo de
proceso es de T4 (trabajo 4 en estación 2da), luego el trabajo T4 se secuenciara al final:
_ _ _ _ _ _ T4
Al aplicar la regla de Johnson sucesivamente, se obtiene lo siguiente como se realizó en el caso
anterior:
_ _ _ _ _ _ T4
_ _ _ _ _ T1 T4
T7 _ _ _ _ T1 T4
T7 _ _ _ T3 T1 T4
T7 T6 _ _ T3 T1 T4
T7 T6 T2 _ T3 T1 T4
T7 T6 T2 T5 T3 T1 T4
El diagrama de barras para la secuenciación de Johnson (T7 T6 T2 T5 T3 T1 T4) se presenta en
la figura siguiente:
Estampado T7 T6 T2 T5 T3 T1 T4
Esmerilado T7 T6 T2 T5 T3 T1 T4
Pulido T7 T6 T2 T5 T3 T1 T4
20 40 60 80 100 120
Tiempo ocioso Tiempo de espera
en los Trabajos
Observe en la misma figura que todos los trabajos salen de el Centro de Trabajo I siempre se
procesan de inmediato en el Centro de Trabajo II, por lo que el taller de esmerilado no es un
Gerencia de Operaciones Universidad Nacional de Trujillo 32
Ingeniería
Industrial
cuello de botella del proceso y, en consecuencia, la secuencia es óptima. A partir de la grafica
que la amplitud de proceso es de 130 minutos y los tiempos de permanencia de los procesos
son los que se presentan a continuación:
TRABAJO T1 T2 T3 T4 T5 T6 T7 PROMEDIO
TIEMPO DE PERMANENCIA 103 62 94 130 84 53 38 80.57
Pero Cobeñas nuevamente se percata que la secuenciación de trabajo que determinó no
respeta el deseo de la administración de WELDING PERU que los trabajos empiecen al mismo
tiempo en este caso, en los tres centros. Por lo que replanteó el tiempo que en total tendría
esta reorganización:
Estampado T7 T6 T2 T5 T3 T1 T4
Esmerilado T7 T6 T2 T5 T3 T1 T4
Pulido T7 T6 T2 T5 T3 T1 T4
20 40 60 80 100 120
Tiempo ocioso Tiempo de espera
en los Trabajos
En este caso, los siete trabajos se completan en 143 minutos mayor que el anterior caso.
AMBIENTES CON MANO DE OBRA LIMITADA
Se conoce que las limitaciones no son sólo las máquinas, equipos o centros de trabajo, sino
que se dan casos en los que se puede esperar por falta de trabajadores. Siendo este caso el
más típico y conocido como ambiente con mano de obra limitada en el cual la restricción de
recursos es la cantidad de mano de obra disponible, no el número de máquinas o estaciones
de trabajo. En este tipo de casos, los trabajadores reciben capacitación para trabajar en varias
máquinas o tareas a fin de incrementar la flexibilidad de las operaciones.
En un ambiente con mano de obra limitada, el programador no solo necesita decidir qué
trabajos convendrá procesar a continuación en una estación de trabajo determinada, sino
también debe asignar a los trabajadores a sus siguientes estaciones de trabajo. El programador
puede aplicar reglas de prioridad para tomar decisiones como antes se revisó. En ambientes
con mano de obra limitada, las políticas de asignación de la mano de obra influyen en el
desempeño tanto como las reglas de prioridad de despacho. A continuación se presentan
posibles reglas que se usan para asignación de mano de obra:
Asignar personal a la estación de trabajo donde se encuentre el trabajo que haya
permanecido más tiempo en el sistema.
Asignar personal a la estación de trabajo en la que haya más trabajos en espera de ser
procesados.
Gerencia de Operaciones Universidad Nacional de Trujillo 33
Ingeniería
Industrial
Asignar personal a la estación de trabajo donde el contenido de trabajo estándar sea
mayor
Signar personal a la estación de trabajo con el trabajo que tenga la fecha de entrega
más próxima.
D. LIMITACIONES DE LOS SISTEMAS DE DESPACHO BASADOS EN REGLAS
Las técnicas de programación antes descritas se basan en reglas, pero los sistemas basados en
reglas tienen a su vez restricciones. Dentro de las cuales podemos encontrar:
1. La programación es dinámica, se precisa revisar las reglas adaptables a los cambios en
el proceso, el equipo, la mezcla de productos, etc.
2. Las reglas no están dirigidas ni hacia arriba ni hacia abajo; pueden no reconocer
recursos ociosos y recursos que forman cuellos de botella en otros departamentos.
3. Las reglas no ven más allá de fechas de entrega. Se pueden tener dos pedidos con la
misma fecha de entrega:
1º Reabastecer a un distribuidor
2º Pedido personalizado con cliente importante (de no entregársele el pedido,
complicaría la permanencia del mercado de la empresa)
6. PROGRAMACIÓN DE CAPACIDAD FINITA (FCS)
La programación a corto plazo también se denomina programación de la capacidad finita. La
FCS (Finite Capaciting Scheduling) supera las desventajas de los sistemas basados
exclusivamente en reglas proporcionando al programador computación interactiva y salidas
gráficas.
Por lo tanto, los administradores de operaciones se están moviendo hacia los sistemas FCS que
permiten que el operario haga cambios casi de manera instantánea. Las máquinas controladas
por computadora pueden monitorear eventos y recopilar información casi en tiempo real. Esto
significa que el programador puede hacer cambios al programa con base en la información de
último minuto. Estos programas muchas veces se presentan en forma de gráfica de Gantt.
Además de incluir las alternativas de las reglas de prioridad, muchos de los sistemas FCS
actuales también combinan un "sistema experto" o técnicas de simulación y permiten que el
programador asigne costos a las diferentes posibilidades. El programador tiene flexibilidad
para manejar una situación cualquiera, incluso cambios en las órdenes, la mano de obra y las
máquinas.
La salida de MRP se combina con archivos de rutas, fechas de entrega, capacidad de los
centros de trabajo, herramientas y otros recursos disponibles para proporcionar los datos
necesarios e implementar una FCS efectiva. Éstos son los mismos datos que se necesitan en
cualquier sistema manual, pero el software de ECS los formaliza, acelera el análisis, y hace más
fáciles los cambios.
La programación de capacidad finita permite cubrir tos requerimientos con base en las
condiciones y órdenes del día, no de acuerdo con alguna regla predefinida. El programador
Gerencia de Operaciones Universidad Nacional de Trujillo 34
Ingeniería
Industrial
determina que constituye un "buen" programa. En la actualidad, más del 60% de las plantas
estadounidenses utilizan paquetes de software de FCS como Lekin, ProPlanner, Preactor,
Asprova y Jobplan.
A continuación se
muestra el software
Lekin que muestra
un programa de
trabajos, centros de
trabajo en la forma
de grafica de Gantt.
El software es
capaz de usar todo
una variedad de
reglas de prioridad,
varios tipos de
taller, hasta 50
tareas, 20 centros
de trabajo y 100
maquinas para
generar un
programa.
7. TEORÍA DE LAS RESTRICCIONES
La TOC (Theory of constraints) es el cuerpo de conocimientos que maneja todo lo que limita la
habilidad de una organización para lograr sus metas. Las restricciones pueden ser físicas (corno
la disponibilidad de personal o de procesos, materias primas o suministros) o no físicas (Como
procedimientos, estados de ánimo y capacitación). La base de la teoría de las restricciones es
el reconocimiento y manejo de estas limitaciones mediante un proceso de cinco pasos:
Paso 1: Identificar las restricciones.
Paso 2: Desarrollar un plan para superar las restricciones identificadas.
Paso 3: Enfocar los recursos a lograr el paso 2.
Paso 4: Reducir los efectos de las restricciones restando carga de trabajo o ampliando la
capacidad. Asegurarse de que todas las personas afectadas por las restricciones las
reconozcan.
Paso 5: Cuando un conjunto de restricciones se supere, volver al paso 1 e identificar nuevas
restricciones.
La TOC se emplea tanto en los servicios como en la manufactura.
Gerencia de Operaciones Universidad Nacional de Trujillo 35
Ingeniería
Industrial
EJEMPLO
La banca y la teoría de las restricciones (TOC)
Cuando un banco del Medio Oeste de Estados Unidos identifico que su eslabón más débil era el departamento de
hipotecas, con un tiempo de procesamiento de más de un mes en los préstamos para comprar casa, recurrió a los
principios de la TOC para reducir el tiempo promedio para otorgar préstamos. Un equipo interdisciplinario de ocho
personas, aplicó los cinco pasos descritos en el texto. El equipo trazó algunos diagramas de flujo y encontró que estaba
tornando demasiado tiempo (1) hacer los avalúos las inspecciones de los inmuebles, y (2) verificar el empleo actual del
solicitante. Por lo tanto, el primer paso de TOC fue identificar estas des restricciones.
El segundo paso fue preparar un plan para disminuir el tiempo de verificación del empleo, así como el avaluó y la
investigación sobre inmuebles. El equipo descubrió que podía reducir el tiempo de comprobación del empleo a 2
semanas si el ejecutivo de crédito solicitaba la declaración fiscal de los 2 años anteriores y el talón de pago del mes
anterior. Asimismo, encontró soluciones semejantes para reducir el tiempo del avalúo y la inspección.
El tercer paso consistió en reenfocar sus recursos de personal a fin de manejar las dos restricciones con mayor
eficiencia. El resultado fue un menor gasto en operaciones y menos inventario (dinero en este ejemplo del banco), y un
aumento en la producción.
El cuarto paso de la TOC requirió que los empleados se reforzaran los pasos anteriores y se concentraran en las dos
restricciones de tiempo. El banco también dio una prioridad más alta a la verificación para poder superar esa
restricción.
Por último, el banco empezó a buscar otras restricciones después de haber superado las primeras. Tal como sucede en
todos los esfuerzos de mejora continua, el proceso se inicia de nuevo antes de quedar satisfechos.
A. Cuello de botella
Los cuellos de botella son restricciones que limitan la salida de producción. Los cuellos de
botella tienen menos capacidad que el centro de trabajo anterior o siguiente, y limitan la salida
de productos. Son una ocurrencia común porque incluso los sistemas bien diseñados pocas
veces duran en equilibrio mucho tiempo. Los centros de trabajo forman cuellos de botella en
casi todas las instalaciones orientadas al proceso, desde hospitales y restaurantes hasta
fábricas.
Existen varias técnicas para enfrentar los cuellos de botella, e incluyen:
Incrementar la capacidad de la restricción. Esto podría requerir una inversión de
capital o más personal y su implementación tomaría tiempo.
Asegurar la disponibilidad de empleados calificados, con capacitación cruzada para
operar y mantener completamente el centro de trabajo que ocasiona la restricción.
Desarrollar alternativas para las rutas, los procedimientos de procesamiento o los
subcontratistas.
Trasladar las inspecciones y pruebas a un lugar que esté justo antes del cuello de
botella. Este enfoque ofrece la ventaja de que rechaza los defectos potenciales antes
de que entren al cuello de botella.
Programar la producción para que se ajuste a la capacidad del cuello de botella. Lo
anterior podría significar que se programe menos trabajo en los centros de trabajo que
surten al cuello de botella.
Gerencia de Operaciones Universidad Nacional de Trujillo 36
Ingeniería
Industrial
EJEMPLO
La restricción del hospital Arnold Palmer en el alumbramiento de bebes era la disponibilidad de
camas. La solución a largo plazo para este cuello de botella fue agregar capacidad mediante un
proyecto de construcción de 4 años. Como la restricción inmediata no se podía manejar
programando bebés ellos operan con su propio programa, el personal del hospital desarrollo un
nuevo proceso para ayudar a reducir el cuello de botella. La solución: si una mujer lista para ser dada
de alta no podía ser recogida antes de las 5 P.M., el personal del hospital la conducía personalmente
junto con el bebé a su casa. Con esto no sólo se desocupaba una cama para la siguiente paciente
sirio que también establecía una buena relación con la paciente trasladada.
B. Tambor, amortiguador, cuerda
Tambor, amortiguador, cuerda es otra idea de la teoría de las restricciones. En este contexto,
el tambor es el ritmo del sistema. Proporciona el programa el paso de la producción. El
amortiguador es el recurso, por lo general el inventario, necesario para mantener la restricción
o las restricciones funcionando a su capacidad. Y la cuerda proporciona la sincronización
necesaria para jalar las unidades a través del sistema. Se puede pensar en la cuerda como en
señales de kanban.
Fig. Funcionamiento del Kanban
8. PROGRAMACIÓN DE INSTALACIONES REPETITIVAS
Los productores repetitivos quieren satisfacer las demandas de sus clientes, tener menos
inversión en inventarios, reducir el tamaño de los lotes, y utilizar el equipo y los procesos. Una
técnica para avanzar hacia estas metas es pasar a un programa de uso nivelado de los
materiales. El uso nivelado de materiales significa tener lotes pequeños frecuentes, de alta
calidad, que contribuyan con la producción justo a tiempo. Las ventajas del uso nivelado de los
materiales son:
1. Niveles bajos de inventario, que liberan capital para otros usos
2. Producción más rápida de los artículos (es decir, tiempos de entrega más cortos)
3. Mejor calidad de los componentes y, por ende, mejor calidad del producto
Gerencia de Operaciones Universidad Nacional de Trujillo 37
Ingeniería
Industrial
4. Menos requerimientos de espacio en planta
5. Mejor comunicación entre los empleados porque están más cerca unos de otros (lo
que puede resultar en un mejor trabajo de equipo y un espíritu de solidaridad)
6. Un proceso de producción más fluido porque los lotes grandes no han "ocultado" los
problemas.
Una forma de desarrollar un programa de uso nivelado de materiales consiste en determinar
primero el tamaño mínimo de los lotes que mantenga el proceso de producción en
movimiento.
9. PROGRAMACIÓN DE SERVICIOS
La programación de los sistemas de servicio difiere en varios puntos de la programación de los
sistemas de manufactura.
En la manufactura, el énfasis de la programación está en los materiales, pero en los
servicios está en los niveles de personal.
Los inventarios pueden ayudar a suavizar la demanda para los fabricantes, pero
muchos sistemas de servicio no almacenan inventarios.
Los servicios requieren mucha mano de obra y la demanda de ésta puede ser
sumamente variable.
Las decisiones de programación están restringidas por consideraciones legales como
las leyes de salarios y horarios de trabajo, así como por los contratos sindicales que
limitan las horas trabajadas por turno, semana o mes.
Como los servicios suelen programar personas en vez de materiales, los aspectos de
comportamiento, sociales, de vejez y estatus complican la programación.
Ejemplos:
a. Hospitales: Utiliza un sistema de programación tan complejo como el que
encontraríamos en un taller de producción intermitente. Programan productos (como
cirugías) igual que una fábrica y las capacidades se deben ajustar a grandes variaciones
en la demanda.
b. Bancos: La capacitación cruzada de los empleados de un banco permite a los
ejecutivos de crédito y a otros administradores ayudar a los cajeros durante tiempos
breves en que aumenta la demanda. Los bancos también emplean personal
contratado por horas para ofrecer una capacidad variable.
c. Tiendas minoristas: Emplean sistemas de optimización de la programación como
Workbrain. Cybershift y Kronos. Estos sistemas dan seguimiento a ventas,
transacciones, unidades condirías y afluencia de clientes en las tiendas individuales en
lapsos de 15 minutos para crear programas de trabajo.
d. Líneas aéreas: Las líneas aéreas encuentran dos restricciones al programar los vuelos
de sus tripulaciones: (1) un conjunto complejo cm restricciones en el tiempo de trabajo
por parte de la asociación de líneas aéreas (FAA), y (2) contratos sindicales que
garantizan a las tripulaciones el pago de cierta cantidad de horas por jornada o por
vuelo. Los planificadores de las líneas aéreas deben crear horarios que cumplan o
Gerencia de Operaciones Universidad Nacional de Trujillo 38
Ingeniería
Industrial
superen los sueldos garantizados de las tripulaciones. También deben usar con
eficiencia su otro recurso caro: los aviones. Normalmente crean sus programas
empleando modelos de programación lineal.
e. Operaciones 24/7: Las líneas telefónicas de emergencia, los departamentos de policía
y bomberos, las operaciones de teléfono y los negocios de ventas por correo
programan a sus empleados para cubrir las 24 horas del día, los 7 días de la semana.
En ocasiones, la administración contrata empleados de tiempo parcial para tener
cierta flexibilidad en la asignación de personal.
EJEMPLO
Programación de la rotación de aviones
Las líneas aéreas que enfrentan un futuro financiero cada vez más difícil acaban de descubrir la
importancia que tiene programar con eficiencia las actividades de estancia en tierra de los vuelos. En el
caso de algunos transportistas de destino a destinó con bajo costo, como Southwest Airlines,
programar estancias de 20 minutos ha sido una política estándar desde hace años. Sin embargo, en el
caso de otras aerolíneas, como Continental, United y US Airways, el enfoque es nuevo. Ahora sus
aviones realizan un promedio de siete viajes al día, en lugar de seis, lo cual significa que la línea puede
vender decenas de asientos más al día.
El agente de boletos lleva el plan de vuelo al piloto y éste carga la información en la
computadora del avión. Alrededor de 130 pasajeros descienden del avión.
Los trabajadores limpian los botes de basura, las bolsas de los asientos, los baños, etcétera.
El personal de alimentos sube al avión y reabastece bebidas y hielo.
Una pipa carga hasta 5,300 galones de combustible en las alas del avión.
Las cuadrillas de equipaje descargan hasta 4,000 libras de equipaje y 2,000 libras de carga. Los
"carritos" llevan al equipaje a la sección de entrega de maletas en la terminal.
Los agentes de rampa, que ayudan a estacionar el avión cuando llega, "arrastran" el avión para
alejarlo de la puerta de llegada.
10. PROGRAMACIÓN DE EMPLEADOS DE SERVICIOS MEDIANTE PROGRAMACIÓN CÍCLICA
Programación cíclica: La programación cíclica con necesidades de personal inconsistentes a
menudo se presenta en servicios tales como restaurantes y el trabajo policial. En estos casos,
cada empleado se asigna a un turno y tiene tiempo libre.
Gerencia de Operaciones Universidad Nacional de Trujillo 39
Ingeniería
Industrial
CASO APLICATIVO: CENTRAL TELEFONICA DE ATENCION AL CLIENTE DE
LA EMPRESA CORINI
La empresa CORINI, es una empresa dedicada la fabricación de impresoras, fotocopiadoras y
demás derivados de las mismas; los cuales son distribuidos a diversas partes del mundo. Esta
empresa se encuentra localizada en Michigan, Estados Unidos. Como toda empresa dedicada a
la venta de productos que requieren de cierta atención técnica; esta cuenta con una central
telefónica de atención al cliente; la cual se encarga de recepcionar las llamadas de los clientes
que necesiten alguna solución tanto de ayuda como de tutoriales de uso de los productos.
Esta central está ubicada fuera de las instalaciones de la fábrica en el centro de la ciudad de
Michigan; funciona las 24 horas al día y los 7 días de la semana. Hace una semana esta
empresa ha lanzado al mercado un nuevo tipo de impresora denominada PRINT X18, que ha
tenido mucha aceptación por parte de los clientes debido a su diseño moderno y novedoso; así
como el uso de tecnologías novedosas en el mercado. Con la incursión de este nuevo
producto; se espera que los clientes registren mayor número de llamadas al centro de
atención con la finalidad de conocer los diversos modos de utilizar las aplicaciones del nuevo
producto. Es por ello que los administradores de personal necesitan programar la fuerza de
trabajo para la semana próxima de modo que satisfagan ciertas medidas.
Una de estas medidas es el porcentaje de llamadas recepcionadas (PCA, del inglés porcentage
of calls answered) dentro de un intervalo de tiempo específico, que se conoce como objetivo
de servicio, (SO, del inglés service objective).En el caso típico de este centro de atención
telefónica, el PCA se ubica dentro del rango de 80 a 90%, y el SO es de 15 a 30 segundos.
Es probable que las personas que llaman hablen diferentes idiomas; para ello el centro de
atención se ha distribuido en tres subdivisiones en las cuales el personal que atiende habla
español, inglés y alemán; ya que estos son los países en los que hay mayor demanda de los
productos de la empresa CORINI.
Es por ello, que la central decidió realizar un programa de fuerza de trabajo para determinar si
es necesario contratar mas personal, o es suficiente con el que ya se cuenta, este programa
debe garantizar dos días de descanso para los trabajadores. Para ello se calculó el número
promedio de operadores que serian necesarios para cubrir la atención de los clientes. Sus
resultados mostraron que los operadores eran requeridos en mayor proporción los fines de
semana.
L M MI J V S D
DIA
CANTIDAD 7 5 4 5 6 9 8
REQUERIDA
Gerencia de Operaciones Universidad Nacional de Trujillo 40
Ingeniería
Industrial
A. Calcule cuantos operadores serán necesarios para cubrir en gran medida la afluencia
de llamadas telefónicas; además considere que es indistinto para los operadores los
días de descanso.
B. Analice el contexto de las empresas de servicios como el caso de las centrales
telefónicas y las tendencias que están aplican en su programación de fuerza de
trabajo. ¿Cuánto impacto tiene la programación eficiente de la fuerza de trabajo en
un centro de atención telefónica?
SOLUCION
A. Se sigue el método de la programación cíclica para determinar el número de operarios
que se necesita.
Del cuadro anterior se observa que el requerimiento máximo es el día sábado con 9
operadores.
L M Mi J V S D TOTAL
REQUERIMIENTOS 7 5 4 5 6 9* 8
OPERADOR 1 x libre libre x x x x
REQUERIMIENTOS 6 5 4 4 5 8* 7
OPERADOR 2 x x libre libre x x x
REQUERIMIENTOS 5 4 4 4 4 7* 6
OPERADOR 3 x x x libre libre x x
REQUERIMIENTOS 4 3 3 4 4 6* 5
OPERADOR 4 x libre libre x x x x
REQUERIMIENTOS 3 3 3 3 3 5* 4
OPERADOR 5 libre libre x x x x x
REQUERIMIENTOS 3 3 2 2 2 4* 3
OPERADOR 6 x x x libre libre x x
REQUERIMIENTOS 2 3* 1 2 2 3* 2
OPERADOR 7 x x libre libre x x x
REQUERIMIENTOS 1 2* 1 2* 1 2* 1
OPERADOR 8 libre x x x x x libre
REQUERIMIENTOS 1* 1* 0 1* 0 1* 1*
OPERADOR 9 x x x libre libre X x
REQUERIMIENTOS 0 0 0 1* 0 0 0
CAPACIDAD 7 6 5 4 6 9 8 45
REQUISITOS 7 5 4 5 6 9 8 44
HOLGURA 0 1 1 -1 0 0 0 1
El día sábado siempre tiene los requerimientos básicos es por ello que debe evitarse como día
libre. El centro de atención de CORINI necesita siete operadores de tiempo completo para
satisfacer las necesidades de personal y un operador para trabajar el jueves. Observemos que
la capacidad (número de empleados) es casi igual a los requerimientos; además posee un solo
día de holgura; por lo tanto el operador solo necesita trabajar el jueves podría sustituir o
Gerencia de Operaciones Universidad Nacional de Trujillo 41
Ingeniería
Industrial
reforzar a los empleados que por alguna razón podrían estar enfermos o ayudar cuando el
horario es abrumador.
B. ANALISIS
Administrar un centro de atención telefónica no es tarea sencilla. Los buenos programas de
fuerza de trabajo son cruciales para el éxito de estos centros. Si se programan muy pocos
agentes, Se corre el riesgo de ahuyentar a los clientes. Si se programa, demasiados agentes, el
costo es muy alto para la compañía.
Como es lógico, cuantos más agentes haya en el centro en cierto momento, tanto mejor es la
atención al cliente. El problema es que las necesidades de agentes cambian con el tiempo. Por
ejemplo, un centro de atención telefónica puede recibir 4,500 llamadas un lunes de julio por la
mañana, pero si por casualidad el día de Año Nuevo cae en lunes, el volumen podría bajar
60%. El total de horas diarias de contacto tampoco es constante. No es fácil determinar
cuantos agentes de cada grupo, deben estar disponibles en todo momento.
Actualmente, existen software de administración de la fuerza de trabajo para ayudar a Ios
gerentes a hacer frente a esta complejidad. Los modelos de pronostico tecnológicamente
avanzados son capaces de calcular los volúmenes de llamadas, tomando en consideración a los
clientes qua reciben tono de ocupado (y por lo tanto, que necesitaban servicio, pero no lo
obtuvieron cuando lo querían), los clientes que cuelgan antes de que las responda un agente y
los patrones en el volumen de llamadas que dependen de acontecimientos especiales. Los
modelos de pronostico también proyectan los requisitos de idiomas para proporcionar una
mejor idea de los agentes multilingües que el centro de atención telefónica necesitará en cada
turno.
Además, los agentes pueden estipular sus horas de entrada y salida preferidas o los días de
descanso que prefieren, de tal modo que los empleados se turnan para trabajar en los turnos
menos deseables. Los agentes usan Internet para solicitar cambios en sus programas de
trabajo e incluso para intercambiar programas o turnos con otros empleados, lo que hace que
el sistema de administración del personal sea un entorno interactivo. Los adelantos
tecnológicos más recientes también incluyen la capacidad de pronosticar y programar a los
agentes para que trabajen respondiendo correos electrónicos o en los foros de conversación
Web. Muchas compañías han experimentado un aumento significativo en la comunicación con
sus clientes a través de estas nuevas modalidades, pero, por lo general los agentes necesitan
capacitación para poder ayudar con eficacia a los clientes.
¿Cuánto impacto tiene la programación eficiente de la fuerza de trabajo en un centro de
atención telefónica? Una prominente compañía que figura en la lista Fortune 500 estima que
antes de mejorar su sistema de programación, programaban a 2,500 agentes con un 80% de
eficiencia. A partir de las mejoras realizadas en el sistema la eficiencia aumentó a 94% y
produjo ahorros del orden de entre 7 y 8 millones de dólares anuales. Aunque los resultados
para las compañías pequeñas son menos espectaculares, los cambios en el porcentaje indican
que el impacto es considerable de todos modos.
Gerencia de Operaciones Universidad Nacional de Trujillo 42
Ingeniería
Industrial
REFERENCIAS
A. BIBLIOGRAFIA:
Sipper- Bulfin. Planeación y Control de la Producción. Mc Graw Hill, México, 1998
Muñoz, David. Administracion de Operaciones: Enfoque de administración de
procesos de negocio, Cengage Learning, Mexico, 2009.
Lee J. KRAJEWSKI, L. P. RITZMAN, M. K. MALHOTRA. ADMINISTRACIÓN DE
OPERACIONES: Procesos y Cadenas de valor. 8va. Edición. Editorial Pearson. 2008.
México.
Jay HEIZER y Barry RENDER. PRINCIPIOS DE ADMINISTRACIÓN DE OPERACIONES.
7ma. Edición. Editorial Pearson. 2009. México.
B. LINKOGRAFÍA:
http://unrn.edu.ar/blogs/mantenimiento-industrial-alto-valle/files/2009/06/TEORIA-Y-
EJEMPLO-Gantt-y-Pert.PDF
http://catarina.udlap.mx/u_dl_a/tales/documentos/lic/bringas_a_d/capitulo2.pdf
http://antiguo.itson.mx/dii/elagarda/apagina2001/PM/asignacion.html
Gerencia de Operaciones Universidad Nacional de Trujillo 43
Das könnte Ihnen auch gefallen
- Planeación Agregada de Ventas y OperacionesDokument5 SeitenPlaneación Agregada de Ventas y OperacionesGenrry Junior Echevarria SanchezNoch keine Bewertungen
- CRP Estrategias de Capacidad A Corto PlazoDokument3 SeitenCRP Estrategias de Capacidad A Corto PlazoJohn SmithNoch keine Bewertungen
- Logistica de ProduccionDokument31 SeitenLogistica de ProduccionVillamil Ivan100% (3)
- Inventarios de Demanda IndependienteDokument20 SeitenInventarios de Demanda IndependienteDaniel MalagonNoch keine Bewertungen
- Gestión almacenes ABCDokument11 SeitenGestión almacenes ABCivan aldairNoch keine Bewertungen
- MRP en Los Servicios - Planeación de La Distribución de Los RecursosDokument5 SeitenMRP en Los Servicios - Planeación de La Distribución de Los RecursosDaniel Perleche Quesquén100% (1)
- Logística y La Teoría de RestriccionesDokument2 SeitenLogística y La Teoría de RestriccionesJ Isaac OrtizNoch keine Bewertungen
- Balanceo de LineasDokument12 SeitenBalanceo de LineasSara Daniela Oliva PérezNoch keine Bewertungen
- CuestionarioDokument2 SeitenCuestionarioKevin Espinoza VillafanaNoch keine Bewertungen
- T4. Tarea#1 - Programa Maestro de ProducciónDokument10 SeitenT4. Tarea#1 - Programa Maestro de ProducciónErick UscangaNoch keine Bewertungen
- Plan de Inventario CeroDokument3 SeitenPlan de Inventario CeroElyanoy Collado ChavezNoch keine Bewertungen
- Modelo de Inventarios Eoq Con Descuentos Por VolumenDokument6 SeitenModelo de Inventarios Eoq Con Descuentos Por VolumenFabián CajasNoch keine Bewertungen
- Unidad I Planeacion AgregadaDokument22 SeitenUnidad I Planeacion AgregadaSarahí YbarraNoch keine Bewertungen
- Horizonte de Planeacion y Decisiones en Procesos IndustrialesDokument2 SeitenHorizonte de Planeacion y Decisiones en Procesos IndustrialesMiguel Guerrero100% (1)
- Programación de puestos de trabajo con diferentes reglasDokument12 SeitenProgramación de puestos de trabajo con diferentes reglasfilipo_2002Noch keine Bewertungen
- La Planeación Estratégica de La Capacidad de ServicioDokument5 SeitenLa Planeación Estratégica de La Capacidad de ServicionicsaulNoch keine Bewertungen
- Metodologia para El Diseño de La Cadena de Suministro PDFDokument2 SeitenMetodologia para El Diseño de La Cadena de Suministro PDFMarcosAlberto Montoya Soto50% (2)
- La Vaina de OppDokument4 SeitenLa Vaina de OppJose Vega100% (1)
- PlaneacionDokument29 SeitenPlaneacionSleiter Samir Tirado Regalado100% (2)
- Semanas 25 Boligrafo 1Dokument20 SeitenSemanas 25 Boligrafo 1luis angel rodriguez gayossoNoch keine Bewertungen
- CAPITULO 3 Administracion de ProyectosDokument16 SeitenCAPITULO 3 Administracion de Proyectoscintia zaccardiNoch keine Bewertungen
- Guia No 2 Gestión de La DemandaDokument11 SeitenGuia No 2 Gestión de La DemandaAnonymous XSD5G190% (1)
- Programación de La Producción A Corto Plazo-Cap 15 Heizer RSCDokument38 SeitenProgramación de La Producción A Corto Plazo-Cap 15 Heizer RSCBoris YanguezNoch keine Bewertungen
- Examen de Planeación Agregada de Administración de OperacionesDokument3 SeitenExamen de Planeación Agregada de Administración de OperacionesABRAHAM PATIÑO MARTINEZNoch keine Bewertungen
- Taller Progrmacion PertDokument8 SeitenTaller Progrmacion PertVictor GuerraNoch keine Bewertungen
- MRPServiciosDokument2 SeitenMRPServiciosAntonio HernandezNoch keine Bewertungen
- Planeación para El Requerimiento de MaterialesDokument5 SeitenPlaneación para El Requerimiento de MaterialesFernando Tovar CastilloNoch keine Bewertungen
- DISTRIBUCION - FISICA - DE - LAS - INSTALACIONES Sm10 - Sm11Dokument20 SeitenDISTRIBUCION - FISICA - DE - LAS - INSTALACIONES Sm10 - Sm11Sebastian Charfuelan100% (1)
- 17,18,19,20Dokument22 Seiten17,18,19,20DarwinIsraelSamaniego0% (1)
- Base IODokument6 SeitenBase IOCarlos SantanaNoch keine Bewertungen
- Sistema MRPDokument9 SeitenSistema MRPEmmaSi100% (1)
- Método de La Distancia PonderadaDokument2 SeitenMétodo de La Distancia PonderadaVicky Ramirez100% (1)
- Definición Tiempo EstandarDokument3 SeitenDefinición Tiempo EstandarMeemoo Cruz Garcia100% (3)
- Cadenas de suministros esbeltas: conceptos y casos de éxito en la implementaciónDokument58 SeitenCadenas de suministros esbeltas: conceptos y casos de éxito en la implementaciónJAIRO SHALIM OCHOA QUISPE100% (2)
- Conceptos de Planeación de La CapacidadDokument28 SeitenConceptos de Planeación de La CapacidadNick Hdez100% (1)
- Resumen Unidad 2 Administracian de Operaciones 2Dokument10 SeitenResumen Unidad 2 Administracian de Operaciones 2didier moralesNoch keine Bewertungen
- Análisis de Caso Disney Word PronósticosDokument3 SeitenAnálisis de Caso Disney Word PronósticosMarti Correa Miranda0% (1)
- Método Siemens1111Dokument2 SeitenMétodo Siemens1111Axel AlejandroNoch keine Bewertungen
- Programación de operaciones y proyectosDokument16 SeitenProgramación de operaciones y proyectosAntonella PereyraNoch keine Bewertungen
- Planeación de Requerimientos de Distribución (DRP)Dokument23 SeitenPlaneación de Requerimientos de Distribución (DRP)Hugo De Jesus80% (5)
- Jit y Operaciones EsbeltasDokument8 SeitenJit y Operaciones EsbeltasAnonymous cqRpVFQdNoch keine Bewertungen
- Plan Maestro de ProduccionDokument9 SeitenPlan Maestro de ProduccionJosé Israel Reyes HernándezNoch keine Bewertungen
- Ejercicios CálculoDokument12 SeitenEjercicios CálculoihxuNoch keine Bewertungen
- Just in Time. (Word)Dokument33 SeitenJust in Time. (Word)PEPERIJALVA100% (4)
- Caso Practico Unidad 12Dokument3 SeitenCaso Practico Unidad 12Elmer Duberly Cevallos JimenezNoch keine Bewertungen
- Segunto Examen ParcialDokument2 SeitenSegunto Examen Parcialreahadh60% (10)
- Comprensión de La CalidadDokument25 SeitenComprensión de La CalidadAbigail Castillo GuajardoNoch keine Bewertungen
- Apuntes ProgramaciónDokument4 SeitenApuntes ProgramaciónCeciMonera100% (1)
- Unidad 3 MRP, MRP II, ERP, CRP, DRPDokument11 SeitenUnidad 3 MRP, MRP II, ERP, CRP, DRPAlex Maldonado MataNoch keine Bewertungen
- 4.4.1. PublicidadDokument30 Seiten4.4.1. PublicidadManuel Fabian Bacab EkNoch keine Bewertungen
- Mapa Conceptual de Ing. MantenimientoDokument1 SeiteMapa Conceptual de Ing. MantenimientoMilagros LisetNoch keine Bewertungen
- Sistema MRP: planificación de requerimientos de materialesDokument3 SeitenSistema MRP: planificación de requerimientos de materialesLeidy Anel Lopez SantiagoNoch keine Bewertungen
- Integración MRP-JITDokument8 SeitenIntegración MRP-JITKristofer Antony Cuzcano CalderónNoch keine Bewertungen
- 43 Doc Ejercicios 2Dokument5 Seiten43 Doc Ejercicios 2Adriana Campos100% (1)
- Administracion de Operaciones I Trabajo Unidad 3Dokument18 SeitenAdministracion de Operaciones I Trabajo Unidad 3iorifoarNoch keine Bewertungen
- Produccion EsbeltaDokument20 SeitenProduccion EsbeltaCony AraizaNoch keine Bewertungen
- Métodos de Depreciación PulidoDokument6 SeitenMétodos de Depreciación PulidoLuis Alberto Garcia Rodriguez0% (1)
- Servicios EsbeltosDokument17 SeitenServicios EsbeltosLuis RamosNoch keine Bewertungen
- Creacion de Empresa de ServiciosDokument118 SeitenCreacion de Empresa de ServiciosLesly Santos LeyvaNoch keine Bewertungen
- Actividad Individual 04Dokument12 SeitenActividad Individual 04Priscilla Ríos NovoaNoch keine Bewertungen
- Examen VigiaDokument2 SeitenExamen VigiaRodrigo Cortéz ChávezNoch keine Bewertungen
- Examen LOTODokument2 SeitenExamen LOTORodrigo Cortéz ChávezNoch keine Bewertungen
- SEGURIDAD Y SALUD EN EL TRABAJO - Unidad 3.1Dokument9 SeitenSEGURIDAD Y SALUD EN EL TRABAJO - Unidad 3.1Rodrigo Cortéz ChávezNoch keine Bewertungen
- ProcedimeintoDokument2 SeitenProcedimeintoRodrigo Cortéz ChávezNoch keine Bewertungen
- Curso AtsDokument26 SeitenCurso AtsRodrigo Cortéz ChávezNoch keine Bewertungen
- Liderazgo Y Riesgo Psicosocial: Revista Venezolana de Gerencia April 2020Dokument12 SeitenLiderazgo Y Riesgo Psicosocial: Revista Venezolana de Gerencia April 2020Rodrigo Cortéz ChávezNoch keine Bewertungen
- Curso de Epp Rev. 1Dokument26 SeitenCurso de Epp Rev. 1Rodrigo Cortéz ChávezNoch keine Bewertungen
- EXAMEN VIGÍA FUEGODokument2 SeitenEXAMEN VIGÍA FUEGORodrigo Cortéz Chávez100% (1)
- Sistemas Integrados de Gestion Final LecturaDokument83 SeitenSistemas Integrados de Gestion Final LecturaRodrigo Cortéz ChávezNoch keine Bewertungen
- Examen LOTODokument2 SeitenExamen LOTORodrigo Cortéz ChávezNoch keine Bewertungen
- FR-SST-10 Matriz IPERCDokument2 SeitenFR-SST-10 Matriz IPERCRodrigo Cortéz ChávezNoch keine Bewertungen
- Matriz de identificación de peligros y evaluación de riesgos de mantenimiento eléctricoDokument5 SeitenMatriz de identificación de peligros y evaluación de riesgos de mantenimiento eléctricoRodrigo Cortéz ChávezNoch keine Bewertungen
- Bilbao SengeDokument11 SeitenBilbao SengeJosé Leopoldo Vargas LinaresNoch keine Bewertungen
- Cambio y Liderazgo Aprendizaje Organizacional en Tie78mpo de PandemiaDokument3 SeitenCambio y Liderazgo Aprendizaje Organizacional en Tie78mpo de PandemiaRodrigo Cortéz ChávezNoch keine Bewertungen
- PE 5 - TALLER - PESTE Sector Del Transporte en 2020 - Paradigmas - Pra Dominique MazéDokument5 SeitenPE 5 - TALLER - PESTE Sector Del Transporte en 2020 - Paradigmas - Pra Dominique MazéRodrigo Cortéz ChávezNoch keine Bewertungen
- PE 5-6 - Análisis Del Macro Entorno I - Impulsores para Un Gran Análisis Estratégico - Pra Dominique MazéDokument23 SeitenPE 5-6 - Análisis Del Macro Entorno I - Impulsores para Un Gran Análisis Estratégico - Pra Dominique MazéRodrigo Cortéz ChávezNoch keine Bewertungen
- Curso PE - AGENDA Sesiones 5-6 - Pra Dominique MazéDokument4 SeitenCurso PE - AGENDA Sesiones 5-6 - Pra Dominique MazéRodrigo Cortéz ChávezNoch keine Bewertungen
- PE - 5-6 - Análisis Del Entorno Competitivo - Los Competidores - Pra Dominique MazéDokument6 SeitenPE - 5-6 - Análisis Del Entorno Competitivo - Los Competidores - Pra Dominique MazéRodrigo Cortéz ChávezNoch keine Bewertungen
- Seguridad y Salud en El TrabajoDokument5 SeitenSeguridad y Salud en El TrabajoRodrigo Cortéz ChávezNoch keine Bewertungen
- Programa de inspecciones de seguridad y salud en el trabajoDokument1 SeitePrograma de inspecciones de seguridad y salud en el trabajoRodrigo Cortéz ChávezNoch keine Bewertungen
- 6.9 Registro Estadisticas SSTDokument1 Seite6.9 Registro Estadisticas SSTRodrigo Cortéz ChávezNoch keine Bewertungen
- 6.17 Registro CapacitacionDokument1 Seite6.17 Registro CapacitacionRodrigo Cortéz ChávezNoch keine Bewertungen
- Registro de Accidentes de Trabajo U de Lima.Dokument2 SeitenRegistro de Accidentes de Trabajo U de Lima.Rodrigo Cortéz ChávezNoch keine Bewertungen
- 6.20 Registro Entrega de EPPDokument1 Seite6.20 Registro Entrega de EPPRodrigo Cortéz ChávezNoch keine Bewertungen
- SEGURIDAD Y SALUD EN EL TRABAJO - Unidad 1Dokument8 SeitenSEGURIDAD Y SALUD EN EL TRABAJO - Unidad 1Rodrigo Cortéz ChávezNoch keine Bewertungen
- Curso Investigacion Accidentes LaboralesDokument54 SeitenCurso Investigacion Accidentes LaboralesRodrigo Cortéz Chávez100% (1)
- 6.10 Programa de CapacitacionDokument1 Seite6.10 Programa de CapacitacionRodrigo Cortéz ChávezNoch keine Bewertungen
- SEGURIDAD Y SALUD EN EL TRABAJO - Unidad 1.2Dokument10 SeitenSEGURIDAD Y SALUD EN EL TRABAJO - Unidad 1.2Rodrigo Cortéz ChávezNoch keine Bewertungen
- Actividad de Evaluación Unidad 1Dokument3 SeitenActividad de Evaluación Unidad 1Rodrigo Cortéz ChávezNoch keine Bewertungen
- Actividades de Estudio SSTDokument7 SeitenActividades de Estudio SSTRodrigo Cortéz ChávezNoch keine Bewertungen
- Partes de Torno y NCNDokument9 SeitenPartes de Torno y NCNEnrique Gonzalez HerreraNoch keine Bewertungen
- Arquitectura Computadores - ComputacionDokument18 SeitenArquitectura Computadores - ComputacionAndrés Antonio Morales ArceNoch keine Bewertungen
- Agua PotableDokument3 SeitenAgua PotableferniNoch keine Bewertungen
- Reacción de ciclohexeno con Baeyer y oxidación con KMnO4Dokument4 SeitenReacción de ciclohexeno con Baeyer y oxidación con KMnO4Rodolfo Torres50% (4)
- 01 Curvado 60x40Dokument1 Seite01 Curvado 60x40Alfonsina ReyesNoch keine Bewertungen
- Aceros Aleados para HerramientasDokument14 SeitenAceros Aleados para HerramientasLisbethM100% (1)
- Replanteo Aire Acondicionado - Hs-Im 03 HemoDokument1 SeiteReplanteo Aire Acondicionado - Hs-Im 03 Hemo245470Noch keine Bewertungen
- Tema #5 Cantidad de CalorDokument17 SeitenTema #5 Cantidad de CalorRichard R. GómezNoch keine Bewertungen
- El Generador SincronoDokument11 SeitenEl Generador Sincronodiego nuñezNoch keine Bewertungen
- Manual de Partes F50a0.23Dokument46 SeitenManual de Partes F50a0.23Luis Fernando Causso MartelNoch keine Bewertungen
- Ensayo 3 Control y Regulacion de InyectoresDokument10 SeitenEnsayo 3 Control y Regulacion de InyectoresRaul PerezNoch keine Bewertungen
- Punto de EquilibrioDokument8 SeitenPunto de EquilibrioRaul Alejandro Gonzalez MerchanNoch keine Bewertungen
- Tema 2.1. Introduccion A La Fundicion (Byn)Dokument65 SeitenTema 2.1. Introduccion A La Fundicion (Byn)Sonia BellonNoch keine Bewertungen
- Recuperar Archivos Borrados Con PandoraDokument4 SeitenRecuperar Archivos Borrados Con PandoraMario Gonzales QuispeNoch keine Bewertungen
- 7MWTW7300EW Manual de Uso y Cuidado PDFDokument23 Seiten7MWTW7300EW Manual de Uso y Cuidado PDFjuan marquezNoch keine Bewertungen
- GUIA 9 - Enrutamiento EstaticoDokument7 SeitenGUIA 9 - Enrutamiento EstaticoMauricio RdrNoch keine Bewertungen
- Paloma CastilloDokument3 SeitenPaloma CastilloPaloma CastilloNoch keine Bewertungen
- Análisis Objeto Técnico El TaladroDokument11 SeitenAnálisis Objeto Técnico El TaladroIng. Gerardo Sánchez Nájera93% (44)
- Logística característicasDokument9 SeitenLogística característicasRigo CollazosNoch keine Bewertungen
- Calculo ClorurosDokument7 SeitenCalculo ClorurosClaudio Pastén CortésNoch keine Bewertungen
- Ejemplo de CatalogoDokument15 SeitenEjemplo de Catalogoinge_leonNoch keine Bewertungen
- Trazado de EngranajesDokument22 SeitenTrazado de EngranajesDavid PerdomoNoch keine Bewertungen
- Pe-Pry-045 Rev.0 - Procedimiento Uso de Plegadora y GuillotinaDokument9 SeitenPe-Pry-045 Rev.0 - Procedimiento Uso de Plegadora y GuillotinaANDERSON SANCHEZNoch keine Bewertungen
- 300-18 EXCAVACIONES PARA CONFORMACIO Ün DE LA SUBRASANTEDokument13 Seiten300-18 EXCAVACIONES PARA CONFORMACIO Ün DE LA SUBRASANTEheliramirezNoch keine Bewertungen
- 2 Requerimiento Insumos y Refacicones 2024Dokument115 Seiten2 Requerimiento Insumos y Refacicones 2024JMNoch keine Bewertungen
- EPP-Producción-TarimasDokument2 SeitenEPP-Producción-TarimasHenry ReyesNoch keine Bewertungen
- PT=710mmHg tR=4°C Ps=6,1mmHgDokument5 SeitenPT=710mmHg tR=4°C Ps=6,1mmHgRocio BedogniNoch keine Bewertungen
- Principios de Sistemas de Polímeros Rodriguez FDokument589 SeitenPrincipios de Sistemas de Polímeros Rodriguez FLuciernaga Za100% (1)
- Tipos de Sistemas OperativosDokument9 SeitenTipos de Sistemas OperativosArmando OrtizNoch keine Bewertungen
- Diagnóstico del servicio de agua potable en Las LomasDokument14 SeitenDiagnóstico del servicio de agua potable en Las LomasEsgar Rojas LujanNoch keine Bewertungen