Das könnte Ihnen auch gefallen
- CCB 2092 EXPERIMENT 14 - Double Pipe Heat Exchanger PDFDokument6 SeitenCCB 2092 EXPERIMENT 14 - Double Pipe Heat Exchanger PDFsaz14Noch keine Bewertungen
- Particulate Technology (Lagi)Dokument4 SeitenParticulate Technology (Lagi)Yushene SarguetNoch keine Bewertungen
- Double Pipe Heat Exchanger: Effects of Flow ConditionsDokument3 SeitenDouble Pipe Heat Exchanger: Effects of Flow ConditionsTouseef KhanNoch keine Bewertungen
- Phy Chem 1Dokument11 SeitenPhy Chem 1Ellena SitonNoch keine Bewertungen
- The Effect of Temperature On The Reaction Time of The Enzyme Peroxidase - Lab ReportDokument5 SeitenThe Effect of Temperature On The Reaction Time of The Enzyme Peroxidase - Lab ReportAnonymous aZEERFhvNoch keine Bewertungen
- Post Lab Specific GravityDokument18 SeitenPost Lab Specific GravityJanella GarciaNoch keine Bewertungen
- Adsorption ProcessDokument24 SeitenAdsorption ProcessMuhammad AlghitanyNoch keine Bewertungen
- Tutorial 3 - FiltrationDokument4 SeitenTutorial 3 - FiltrationDinesh Kumar VijeyanNoch keine Bewertungen
- Mto Lab Manuals - All ExperimentsDokument121 SeitenMto Lab Manuals - All ExperimentsAnmol JainNoch keine Bewertungen
- Kinetics: Initial Rates Method: Experiment OneDokument11 SeitenKinetics: Initial Rates Method: Experiment OnePrudenceNoch keine Bewertungen
- Expt 5Dokument7 SeitenExpt 5Christy Joy RetanalNoch keine Bewertungen
- Rawr PDFDokument3 SeitenRawr PDFGrazel MDNoch keine Bewertungen
- Problem Set 1Dokument6 SeitenProblem Set 1Emilee Noven RamirezNoch keine Bewertungen
- Fundamentals - of - Heat - and - Mass - Transfer-Incropera-6th-solutions sm1 - 03Dokument1 SeiteFundamentals - of - Heat - and - Mass - Transfer-Incropera-6th-solutions sm1 - 03aegis414100% (1)
- Expt. 1 Measurement of Density of A Liquid: Pycnometer, Westphal Balance, HydrometerDokument16 SeitenExpt. 1 Measurement of Density of A Liquid: Pycnometer, Westphal Balance, HydrometerJulius CagampangNoch keine Bewertungen
- Binary Distillation ManualDokument9 SeitenBinary Distillation ManualMico AnonuevoNoch keine Bewertungen
- Lab Report 11 Electrochemical CellsDokument5 SeitenLab Report 11 Electrochemical CellsAdlin Lina0% (1)
- Heuristics for Removing Exothermic HeatDokument13 SeitenHeuristics for Removing Exothermic HeatVishal Kumar JhaNoch keine Bewertungen
- PDFDokument82 SeitenPDFBenedick Jayson MartiNoch keine Bewertungen
- ThermodynamicsDokument2 SeitenThermodynamicsRachita Prakash Saraf0% (1)
- DiStillation PDFDokument152 SeitenDiStillation PDFMeredith VillareteNoch keine Bewertungen
- Multicomponent Distillation CalculationsDokument5 SeitenMulticomponent Distillation CalculationsPatricia DavidNoch keine Bewertungen
- r050210801 Fluid Mechanics For Chemical EngineersDokument8 Seitenr050210801 Fluid Mechanics For Chemical Engineersprakash.paruchuri100% (2)
- Live Your Life. Create Your Destiny.: Department of Chemical, Metallurgical & Materials EngineeringDokument17 SeitenLive Your Life. Create Your Destiny.: Department of Chemical, Metallurgical & Materials EngineeringItumeleng Phoenix100% (1)
- Evaporation TutorialDokument2 SeitenEvaporation TutorialjayaprinaNoch keine Bewertungen
- UO 6 Sedimentation Study UnitDokument8 SeitenUO 6 Sedimentation Study Uniteven lee100% (1)
- Transport Phenomena I Homework 1Dokument1 SeiteTransport Phenomena I Homework 1Shiyu XiaNoch keine Bewertungen
- NTU Method Fundamentals of Heat and Mass Transfer Frank P IncroperaDokument9 SeitenNTU Method Fundamentals of Heat and Mass Transfer Frank P IncroperaIgi Putra Moran PurbaNoch keine Bewertungen
- Equipment Design Chapter 3Dokument30 SeitenEquipment Design Chapter 3Miguel Magat JovesNoch keine Bewertungen
- 2014 4M3 DryingDokument40 Seiten2014 4M3 DryingMina Samy100% (1)
- Fractionating Column Heat and Mass BalancesDokument5 SeitenFractionating Column Heat and Mass BalancesDaniel ObasNoch keine Bewertungen
- Chap 4 Heat Transfer (PART 2)Dokument54 SeitenChap 4 Heat Transfer (PART 2)nabilahz_4100% (1)
- FE-248 Unit Operations in Food Processing-II: Evaporation ExplainedDokument26 SeitenFE-248 Unit Operations in Food Processing-II: Evaporation ExplainedSumit NirmalNoch keine Bewertungen
- Step 1: Join Here! For Free Chegg Unlocks Wallstreetbets - Https://Discord - Gg/Upqesafsyu (Https://Discord - Gg/Upqesafsyu)Dokument5 SeitenStep 1: Join Here! For Free Chegg Unlocks Wallstreetbets - Https://Discord - Gg/Upqesafsyu (Https://Discord - Gg/Upqesafsyu)Muhammad AsifNoch keine Bewertungen
- Chem 73.2 Binary LiquidsDokument10 SeitenChem 73.2 Binary LiquidsErnie Mark Patosa MaratasNoch keine Bewertungen
- Advanced Thermodynamics: Note 6 Applications of Thermodynamics To Flow ProcessesDokument24 SeitenAdvanced Thermodynamics: Note 6 Applications of Thermodynamics To Flow ProcessesHasif D. MüllerNoch keine Bewertungen
- Lab 9 Electrochemical Cells and Cells PotentialsDokument9 SeitenLab 9 Electrochemical Cells and Cells PotentialsaddislibroNoch keine Bewertungen
- Problem Set Flip CrystallizationDokument2 SeitenProblem Set Flip CrystallizationSam Denielle TugaoenNoch keine Bewertungen
- Clp301: Che Lab 1-Fluid Mechanics and Heat Transfer Lab Semester Ii, 2020 - 2021Dokument8 SeitenClp301: Che Lab 1-Fluid Mechanics and Heat Transfer Lab Semester Ii, 2020 - 2021Ajeet KumarNoch keine Bewertungen
- Mass Transer OperationDokument58 SeitenMass Transer OperationSnape the PrinceNoch keine Bewertungen
- Assignment 1Dokument2 SeitenAssignment 1saiNoch keine Bewertungen
- Flow Through Fluidized Bed KarnatakaDokument7 SeitenFlow Through Fluidized Bed KarnatakaCedric GallusNoch keine Bewertungen
- Distillation Example 4 and 5Dokument2 SeitenDistillation Example 4 and 5DirkMyburghNoch keine Bewertungen
- Reading Phase Diagrams and ILAR University of The Philippines DilimanDokument5 SeitenReading Phase Diagrams and ILAR University of The Philippines DilimanAcademicBMNoch keine Bewertungen
- Try MeDokument9 SeitenTry MeKrizzete HernandezNoch keine Bewertungen
- Chapter 5.T-102 (5.4)Dokument51 SeitenChapter 5.T-102 (5.4)hazmi_omar100% (1)
- Convective Mass Transfer CoefficientsDokument46 SeitenConvective Mass Transfer CoefficientsSandra Enn BahintingNoch keine Bewertungen
- U-2-Turbulent Flow in Pipes and Channels PDFDokument23 SeitenU-2-Turbulent Flow in Pipes and Channels PDFLaxmi PrasannaNoch keine Bewertungen
- Final Report PFRDokument12 SeitenFinal Report PFRmark_ancotNoch keine Bewertungen
- Double Pipe Heat ExchangerDokument5 SeitenDouble Pipe Heat ExchangerSheb LorenoNoch keine Bewertungen
- MT IDokument5 SeitenMT IParth Desai100% (1)
- Discussion Tray DryerDokument3 SeitenDiscussion Tray DryerNoor Fatihah100% (1)
- Chap 1 Workshop HandoutDokument2 SeitenChap 1 Workshop HandoutHenry RodriguezNoch keine Bewertungen
- Climbing FilmDokument34 SeitenClimbing FilmTunji Aminu100% (1)
- Evaporation 2021 22Dokument69 SeitenEvaporation 2021 22xnzrjp55tsNoch keine Bewertungen
- PCE Lecture 3 4 HeatTransfer EvaporatorsDokument20 SeitenPCE Lecture 3 4 HeatTransfer Evaporatorsp0402128Noch keine Bewertungen
- Accepted Manuscript: International Journal of RefrigerationDokument31 SeitenAccepted Manuscript: International Journal of RefrigerationOcta RioNoch keine Bewertungen
- Group Membersid - No 1.meseret Tekie ATR/3016/06 2. Abduljelil Abdurhman ATR/4505/06Dokument6 SeitenGroup Membersid - No 1.meseret Tekie ATR/3016/06 2. Abduljelil Abdurhman ATR/4505/06yohannes lemiNoch keine Bewertungen
- EvaporatorsDokument66 SeitenEvaporatorsnaval chaudhary83% (12)
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationDokument2 SeitenQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaNoch keine Bewertungen
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDokument4 SeitenSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaNoch keine Bewertungen
- © Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Dokument11 Seiten© Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Mocheedy UbahNoch keine Bewertungen
- (translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301Dokument13 Seiten(translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301donyaNoch keine Bewertungen
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEDokument3 SeitenFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaNoch keine Bewertungen
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationDokument6 SeitenDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaNoch keine Bewertungen
- (Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyDokument13 Seiten(Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyHenry ArenasNoch keine Bewertungen
- Select ejector options and stagesDokument2 SeitenSelect ejector options and stagesdonyaNoch keine Bewertungen
- Flame Arrester Technical FormDokument7 SeitenFlame Arrester Technical FormHmd MokhtariNoch keine Bewertungen
- Processes MTP 03 00684 v2Dokument15 SeitenProcesses MTP 03 00684 v2akshaykgNoch keine Bewertungen
- Chemical Engineering CommunicationsDokument15 SeitenChemical Engineering CommunicationsdonyaNoch keine Bewertungen
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDokument4 SeitenSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaNoch keine Bewertungen
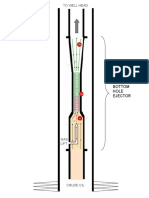
- BOTTOMHOLEEJECTORDokument1 SeiteBOTTOMHOLEEJECTORdonyaNoch keine Bewertungen
- Pressure Drop Measurements in Distillatio ColumnsDokument5 SeitenPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- Unified correlations for predicting drop size in liquid-liquid extraction columnsDokument14 SeitenUnified correlations for predicting drop size in liquid-liquid extraction columnsdonyaNoch keine Bewertungen
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDokument2 SeitenE-03.0) General Static-Mixing Customer Specification QuestionnairedonyaNoch keine Bewertungen
- Objectlistview Python Edition StableDokument77 SeitenObjectlistview Python Edition StabledonyaNoch keine Bewertungen
- 6200 Area - Urea Plant: Process OverviewDokument8 Seiten6200 Area - Urea Plant: Process OverviewtreyzzztylerNoch keine Bewertungen
- Modelling Gas Liquid Flow in Venturi SCR PDFDokument7 SeitenModelling Gas Liquid Flow in Venturi SCR PDFdonyaNoch keine Bewertungen
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Dokument3 SeitenExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaNoch keine Bewertungen
- Inventions 04 00016Dokument54 SeitenInventions 04 00016donyaNoch keine Bewertungen
- Theresa Renee Anthony: All Rights ReservedDokument53 SeitenTheresa Renee Anthony: All Rights ReserveddonyaNoch keine Bewertungen
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDokument15 SeitenEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986Noch keine Bewertungen
- Questionnaire For: Liquid Jet Liquid EjectorsDokument2 SeitenQuestionnaire For: Liquid Jet Liquid EjectorsdonyaNoch keine Bewertungen
- 1975163Dokument2 Seiten1975163donyaNoch keine Bewertungen
- Data Sheet Ejector PDFDokument1 SeiteData Sheet Ejector PDFdonyaNoch keine Bewertungen
- Processes MTP 03 00684 v2Dokument15 SeitenProcesses MTP 03 00684 v2akshaykgNoch keine Bewertungen
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STDokument2 Seiten291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaNoch keine Bewertungen
- 4244 12672 1 PB PDFDokument15 Seiten4244 12672 1 PB PDFVinh Do ThanhNoch keine Bewertungen
- SAQ 6-ThermodynamicsDokument1 SeiteSAQ 6-Thermodynamicsjhigs amfufuNoch keine Bewertungen
- Exp 7 Abst, Intro, and AtqDokument6 SeitenExp 7 Abst, Intro, and AtqChali HaineNoch keine Bewertungen
- Gaseous StateDokument70 SeitenGaseous StatePoop MasterNoch keine Bewertungen
- Chapter 2 Heat Exchanger OperationDokument20 SeitenChapter 2 Heat Exchanger OperationMuhamad arifNoch keine Bewertungen
- FLUID MECHANICS COURSE OUTCOMESDokument94 SeitenFLUID MECHANICS COURSE OUTCOMESnazreenNoch keine Bewertungen
- Turbo Machinery SyllabusDokument1 SeiteTurbo Machinery SyllabusjaihogoluNoch keine Bewertungen
- Plumbing supply order details and costsDokument13 SeitenPlumbing supply order details and costsUsamaQadirNoch keine Bewertungen
- Sewarage DesignDokument45 SeitenSewarage DesignSharmarke IsmailNoch keine Bewertungen
- Storage Tanks Vessels Gas LiquidsDokument9 SeitenStorage Tanks Vessels Gas Liquidswei wangNoch keine Bewertungen
- Liquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessDokument8 SeitenLiquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessHaru MasaNoch keine Bewertungen
- Solar Water Purifiers Provide Clean Drinking WaterDokument3 SeitenSolar Water Purifiers Provide Clean Drinking WaterJoyce MendezNoch keine Bewertungen
- 3.2 17566 Product Leaflet MBR LowresDokument2 Seiten3.2 17566 Product Leaflet MBR LowresRahul Damodar100% (1)
- FFM300 Acceleration Pressure Drop PDFDokument3 SeitenFFM300 Acceleration Pressure Drop PDFÁrpád PusztaszeriNoch keine Bewertungen
- How to make Theophylline elixir liquid solutionDokument7 SeitenHow to make Theophylline elixir liquid solutionAdella KhasnaNoch keine Bewertungen
- DK Da AdsorbtionDokument2 SeitenDK Da AdsorbtionLevan KikacheishviliNoch keine Bewertungen
- Granular Filtration FiltrationDokument8 SeitenGranular Filtration FiltrationNermeen ElmelegaeNoch keine Bewertungen
- Reservoir Drive MechanismsDokument22 SeitenReservoir Drive MechanismsSafwan NasirNoch keine Bewertungen
- Civil HydrologyDokument17 SeitenCivil Hydrologysachin guptaNoch keine Bewertungen
- Power Required For Mixing Power Required For MixingDokument5 SeitenPower Required For Mixing Power Required For MixingSudiv GullaNoch keine Bewertungen
- Examen A.hsc Case Study AnalysisDokument1 SeiteExamen A.hsc Case Study AnalysisCesar Alberto Cansino PerezNoch keine Bewertungen
- Combined Gas Law GuideDokument14 SeitenCombined Gas Law Guideaerkn skjksNoch keine Bewertungen
- Intermolecular Forces and Liquid PropertiesDokument28 SeitenIntermolecular Forces and Liquid Properties.....Noch keine Bewertungen
- Past ExamDokument16 SeitenPast ExamAlex ChungNoch keine Bewertungen
- Wellhead to production equipmentDokument9 SeitenWellhead to production equipmentMuhammad Ben Mahfouz Al-ZubairiNoch keine Bewertungen
- Hydrologic CycleDokument5 SeitenHydrologic CyclesupermaneditNoch keine Bewertungen
- Hysys CurvesDokument32 SeitenHysys CurvespradheepNoch keine Bewertungen
- SPE 12895-1984-P.,Griffith - Multiphase Flow in Pipes PDFDokument7 SeitenSPE 12895-1984-P.,Griffith - Multiphase Flow in Pipes PDFGustavo Valle100% (1)
- Olevel Geography Notes of WaterDokument82 SeitenOlevel Geography Notes of WaterAayan ilyasNoch keine Bewertungen
- Boiling Points of MixturesDokument18 SeitenBoiling Points of MixturesLakshman ReddyNoch keine Bewertungen
- Ground Water Information Booklet: Chitradurga District, Karnataka StateDokument31 SeitenGround Water Information Booklet: Chitradurga District, Karnataka StateHhuNoch keine Bewertungen