Das könnte Ihnen auch gefallen
- Oisd STD 139 (Old)Dokument10 SeitenOisd STD 139 (Old)Ravikumar mahadevNoch keine Bewertungen
- STD 128 PDFDokument47 SeitenSTD 128 PDFsanchitaNoch keine Bewertungen
- Oisd STD 131Dokument25 SeitenOisd STD 131Nanu PatelNoch keine Bewertungen
- OISD STD 138 Safety Cross Country Pipeline OnshoreDokument14 SeitenOISD STD 138 Safety Cross Country Pipeline OnshoreNarendrasinhNoch keine Bewertungen
- For Restricted Circulation Only: Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsDokument26 SeitenFor Restricted Circulation Only: Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsPandhu Arief Lakshana0% (1)
- STD 133Dokument38 SeitenSTD 133Vipin NairNoch keine Bewertungen
- STD 130Dokument55 SeitenSTD 130raj1508Noch keine Bewertungen
- Oil Oisd STD 188Dokument39 SeitenOil Oisd STD 188sekharsappa2100% (1)
- Oisd GDN 115Dokument74 SeitenOisd GDN 115rajwadiNoch keine Bewertungen
- Oisd STD 113Dokument45 SeitenOisd STD 113Mathavaraj Dharmaraj100% (1)
- Oisd STD 179Dokument28 SeitenOisd STD 179shashankNoch keine Bewertungen
- Process Design and Operating Philosophies ON Fired Process FurnaceDokument23 SeitenProcess Design and Operating Philosophies ON Fired Process FurnaceNimeshKamatNoch keine Bewertungen
- Oisd STD 141Dokument73 SeitenOisd STD 141SRNoch keine Bewertungen
- Oisd STD 133Dokument60 SeitenOisd STD 133ck19654840100% (1)
- STD 142Dokument56 SeitenSTD 142HarishNoch keine Bewertungen
- Oisd 144Dokument135 SeitenOisd 144Mwkthangkwr Brahma67% (6)
- Oisd STD 142 PDFDokument78 SeitenOisd STD 142 PDFJai Prakash Kumawat100% (2)
- STD 151Dokument29 SeitenSTD 151Shriram AvasarkarNoch keine Bewertungen
- Oisd STD 189Dokument43 SeitenOisd STD 189sureshjeeva67% (6)
- Oisd STD 226-2013 Y06y2908Dokument93 SeitenOisd STD 226-2013 Y06y2908saurabh100% (1)
- Oisd STD-118Dokument27 SeitenOisd STD-118veerkumarp100% (5)
- Oisd STD-225 PDFDokument42 SeitenOisd STD-225 PDFGyan KumarNoch keine Bewertungen
- OISD-117:2012 (Latest)Dokument61 SeitenOISD-117:2012 (Latest)Sauvik Mazumder83% (6)
- Oisd GDN 232Dokument69 SeitenOisd GDN 232Nilesh JogalNoch keine Bewertungen
- Oisd STD 163Dokument20 SeitenOisd STD 163Shah IrfanNoch keine Bewertungen
- Peso Interview QuestiionsDokument3 SeitenPeso Interview QuestiionsrajeshNoch keine Bewertungen
- OISD-STD-214 - Latest Cross Country LPG PipelinesDokument73 SeitenOISD-STD-214 - Latest Cross Country LPG Pipelinesshahezad yemen100% (1)
- Oisd 141Dokument51 SeitenOisd 141Jayant Mukherjee100% (1)
- OISDDokument96 SeitenOISDsr_rao99Noch keine Bewertungen
- Oisd RP-123Dokument10 SeitenOisd RP-123Nanu PatelNoch keine Bewertungen
- Oisd STD 141Dokument31 SeitenOisd STD 141Amritesh PandeyNoch keine Bewertungen
- Oisd STD 141Dokument72 SeitenOisd STD 141Tej Prakash83% (12)
- OISD Std-108Dokument15 SeitenOISD Std-108Narayanan Menon100% (1)
- Oisd STD 127 PDFDokument20 SeitenOisd STD 127 PDFAlvin Smith100% (1)
- Oisd STD 129Dokument59 SeitenOisd STD 129dipeshguha12367% (6)
- Oisd RP 167Dokument28 SeitenOisd RP 167akhilendraa6221100% (4)
- Corrosion in PipelineDokument56 SeitenCorrosion in PipelineMikiRoniWijayaNoch keine Bewertungen
- Oisd GDN 115Dokument74 SeitenOisd GDN 115manishNoch keine Bewertungen
- Oisd 117Dokument63 SeitenOisd 117Gagandeep SinghNoch keine Bewertungen
- 1.0 OISD STD 105 Work Permit SystemDokument24 Seiten1.0 OISD STD 105 Work Permit SystemRavi100% (1)
- Oisd GDN 192Dokument44 SeitenOisd GDN 192sgh1355100% (1)
- Oisd GDN 145Dokument118 SeitenOisd GDN 145sgh1355100% (2)
- Oisd GDN 169Dokument31 SeitenOisd GDN 169sgh1355Noch keine Bewertungen
- STD 142Dokument58 SeitenSTD 142Salil DasNoch keine Bewertungen
- OISD StandardsDokument12 SeitenOISD StandardsPratiek RaulNoch keine Bewertungen
- Oisd STD 137Dokument45 SeitenOisd STD 137sandy_nits100% (3)
- STD 125Dokument14 SeitenSTD 125Hamza Bin MasoodNoch keine Bewertungen
- OISD STD Inspection of Pipes, Valves & FittingsDokument25 SeitenOISD STD Inspection of Pipes, Valves & FittingsNanu PatelNoch keine Bewertungen
- Inspection of Pressure Relieving DevicesDokument56 SeitenInspection of Pressure Relieving DevicesHuy IpNoch keine Bewertungen
- STD 130Dokument29 SeitenSTD 130Subash Gold KingNoch keine Bewertungen
- Inspection of Unfired Pressure Vessel Std-128Dokument34 SeitenInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- STD 139Dokument11 SeitenSTD 139Subash Gold KingNoch keine Bewertungen
- Inspection Storage Tank STD 129Dokument10 SeitenInspection Storage Tank STD 129kanip_Noch keine Bewertungen
- STD 140Dokument9 SeitenSTD 140Subash Gold KingNoch keine Bewertungen
- STD 152 Safety Instrumentation For Process System in Hydrocarbon IndustryDokument49 SeitenSTD 152 Safety Instrumentation For Process System in Hydrocarbon Industrythouche007Noch keine Bewertungen
- STD 141Dokument34 SeitenSTD 141Subash Gold KingNoch keine Bewertungen
- Inspection of Heat ExchangersDokument37 SeitenInspection of Heat ExchangersYoungmin Park75% (4)
- Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsDokument25 SeitenInspection OF Loading and Unloading Hoses FOR Petroleum ProductsSuraj SarojNoch keine Bewertungen
- Oisd 142Dokument55 SeitenOisd 142sandeep MNoch keine Bewertungen
- STD 135Dokument26 SeitenSTD 135Mathan Selva Kumar ANoch keine Bewertungen
- This WeekDokument2 SeitenThis WeekJesse Garcia OlmosNoch keine Bewertungen
- Tonnage Ger 0456 PDFDokument1 SeiteTonnage Ger 0456 PDFJesse Garcia OlmosNoch keine Bewertungen
- Fibra de Vidrio Gerr - R02 PDFDokument4 SeitenFibra de Vidrio Gerr - R02 PDFJesse Garcia OlmosNoch keine Bewertungen
- Marinerochure - 55Dokument4 SeitenMarinerochure - 55Jesse Garcia OlmosNoch keine Bewertungen
- 2014 REd LiteDokument14 Seiten2014 REd LiteJesse Garcia OlmosNoch keine Bewertungen
- Airex T90: The Fire Resistant Structural FoamDokument3 SeitenAirex T90: The Fire Resistant Structural FoamJesse Garcia OlmosNoch keine Bewertungen
- Measuring Small Boats Using Non-Contact Method: Journal of Transport System Engineering 1: 1 (2014), 38-45Dokument8 SeitenMeasuring Small Boats Using Non-Contact Method: Journal of Transport System Engineering 1: 1 (2014), 38-45Jesse Garcia OlmosNoch keine Bewertungen
- Part 1Dokument67 SeitenPart 1Jesse Garcia OlmosNoch keine Bewertungen
- Part 6 GRP Construction U15mDokument43 SeitenPart 6 GRP Construction U15mbhuktha100% (1)
- E K I PDFDokument7 SeitenE K I PDFPrasad SnNoch keine Bewertungen
- Z15 Hull, Structure, Equipment and Machinery Surveys of Mobile Offshore Drilling Units Z15Dokument30 SeitenZ15 Hull, Structure, Equipment and Machinery Surveys of Mobile Offshore Drilling Units Z15Jesse Garcia OlmosNoch keine Bewertungen
- Inspection OF Pipes, Valves and Fittings: OISD - 130Dokument28 SeitenInspection OF Pipes, Valves and Fittings: OISD - 130Jesse Garcia OlmosNoch keine Bewertungen
- IJMT v4n0p51 enDokument14 SeitenIJMT v4n0p51 enJesse Garcia OlmosNoch keine Bewertungen
- Ac 2012-3309: Effective Assessment of Engineering Design in An Exam EnvironmentDokument10 SeitenAc 2012-3309: Effective Assessment of Engineering Design in An Exam EnvironmentJesse Garcia OlmosNoch keine Bewertungen
- Part 4Dokument30 SeitenPart 4Jesse Garcia OlmosNoch keine Bewertungen
- Extract Page 196Dokument1 SeiteExtract Page 196Jesse Garcia OlmosNoch keine Bewertungen
- Thickness Measurement and Close-Up Survey Guidance: Part 6, Special Survey Requirements Ships For Liquefied GasesDokument7 SeitenThickness Measurement and Close-Up Survey Guidance: Part 6, Special Survey Requirements Ships For Liquefied GasesJesse Garcia OlmosNoch keine Bewertungen
- Damage Case - Intact: Draft Amidships M 0.800Dokument1 SeiteDamage Case - Intact: Draft Amidships M 0.800Jesse Garcia OlmosNoch keine Bewertungen
- Branding: Logos From Left To RightDokument1 SeiteBranding: Logos From Left To RightJesse Garcia OlmosNoch keine Bewertungen
- Rounder Straighter StrongerDokument20 SeitenRounder Straighter StrongerJesse Garcia OlmosNoch keine Bewertungen
- 01Dokument1 Seite01Jesse Garcia OlmosNoch keine Bewertungen
- Page-02 Rev 00Dokument1 SeitePage-02 Rev 00Jesse Garcia OlmosNoch keine Bewertungen
- Beamexample2 + SymmDokument10 SeitenBeamexample2 + SymmJesse Garcia OlmosNoch keine Bewertungen
- Manhole Product Matrix: BMHC18X24X2.5BZ (W)Dokument1 SeiteManhole Product Matrix: BMHC18X24X2.5BZ (W)Jesse Garcia OlmosNoch keine Bewertungen
- Weighting Function - Wave K2Dokument1 SeiteWeighting Function - Wave K2Jesse Garcia OlmosNoch keine Bewertungen
- Autocad Paper Size - R02Dokument1 SeiteAutocad Paper Size - R02Jesse Garcia OlmosNoch keine Bewertungen
- Special Autocad Annotative R01 TextDokument1 SeiteSpecial Autocad Annotative R01 TextJesse Garcia OlmosNoch keine Bewertungen
- Setting Autocad R01Dokument2 SeitenSetting Autocad R01Jesse Garcia OlmosNoch keine Bewertungen
- Scantlings Rev01 ISO125Dokument3 SeitenScantlings Rev01 ISO125Jesse Garcia OlmosNoch keine Bewertungen
- High Purity Piping Systems: AsahiDokument20 SeitenHigh Purity Piping Systems: AsahiJOSE GABRIELNoch keine Bewertungen
- Certified: Continental Gold Buritica Mine Water Treatment ProjectDokument4 SeitenCertified: Continental Gold Buritica Mine Water Treatment ProjectDistrisoluciones MC S.A.SNoch keine Bewertungen
- 1 s2.0 S223878542032072X MainDokument14 Seiten1 s2.0 S223878542032072X MainDoraNoch keine Bewertungen
- Serviceability of Post-Tensioned Members Based On European CodeDokument14 SeitenServiceability of Post-Tensioned Members Based On European CodeNgô Khánh TiểnNoch keine Bewertungen
- AZEK Trim & Moulding Install GuideDokument12 SeitenAZEK Trim & Moulding Install GuideCarlos CardenasNoch keine Bewertungen
- 02 Purrucker LindeDokument16 Seiten02 Purrucker Lindehiggsboson83Noch keine Bewertungen
- Singapore-Cambridge GCE A Levels Exam Practice Paper IIDokument5 SeitenSingapore-Cambridge GCE A Levels Exam Practice Paper IIChong56Noch keine Bewertungen
- Loctite 648™: Technical Data SheetDokument4 SeitenLoctite 648™: Technical Data SheetEriksonNoch keine Bewertungen
- Hammer Unions - Hammer UnionsDokument5 SeitenHammer Unions - Hammer UnionsiswantmachooNoch keine Bewertungen
- API 1104 2014 EditionDokument17 SeitenAPI 1104 2014 EditionekkyNoch keine Bewertungen
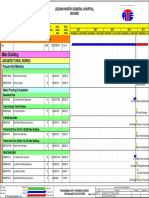
- Programme-Balance of ActivitiesDokument82 SeitenProgramme-Balance of ActivitiesP Eng Suraj SinghNoch keine Bewertungen
- Lecture 3-5Dokument23 SeitenLecture 3-5pritishNoch keine Bewertungen
- Infineum - Used Oil Elemental Analysistable 1599925859367Dokument2 SeitenInfineum - Used Oil Elemental Analysistable 1599925859367PedroNoch keine Bewertungen
- Material Submittal For Auditorium Curtain Rev 3 PDFDokument90 SeitenMaterial Submittal For Auditorium Curtain Rev 3 PDFChris EnyinnayaNoch keine Bewertungen
- Indian Handicrafts IntroductionDokument35 SeitenIndian Handicrafts IntroductionPankaj KomreNoch keine Bewertungen
- Beer Pong Table DesignDokument5 SeitenBeer Pong Table DesignMatt JohnsonNoch keine Bewertungen
- Dyes & Chemical Supplier Details (MASTER)Dokument2 SeitenDyes & Chemical Supplier Details (MASTER)Dyeing Dyeing100% (3)
- Industrial Attachment On Rahman Knit Garments LTDDokument131 SeitenIndustrial Attachment On Rahman Knit Garments LTDMehediHasan100% (2)
- What Is Tungsten DisulfideDokument3 SeitenWhat Is Tungsten DisulfidePrathyusha RamadurgamNoch keine Bewertungen
- Topic 8-Medium and Techniques of ArtistsDokument6 SeitenTopic 8-Medium and Techniques of Artistsnorman mandoNoch keine Bewertungen
- Identifying Pottery: A Beginner's Guide To What To Look ForDokument7 SeitenIdentifying Pottery: A Beginner's Guide To What To Look ForGreg100% (1)
- Hollow Block Making ProcessDokument6 SeitenHollow Block Making ProcessMarie Lyca Dela Cruz80% (5)
- Mechanical Progress Report SAMPLEDokument14 SeitenMechanical Progress Report SAMPLERebecca WattsNoch keine Bewertungen
- Paver Blocks FINALDokument13 SeitenPaver Blocks FINALSathish KumarNoch keine Bewertungen
- 4.6.1 Softening Point: Percentage of Latex On BitumenDokument5 Seiten4.6.1 Softening Point: Percentage of Latex On BitumenAnep AmeerNoch keine Bewertungen
- Mole Concept Part 1Dokument14 SeitenMole Concept Part 1Heythere HiNoch keine Bewertungen
- M-0001-3 Marking of Plastics in ProductsDokument2 SeitenM-0001-3 Marking of Plastics in ProductsNguyễn Tiến DũngNoch keine Bewertungen
- Epoxide Resin: By: Addyasa Mahapatra and Aishwarya P. HegdeDokument11 SeitenEpoxide Resin: By: Addyasa Mahapatra and Aishwarya P. HegdeDevyani RamamoorthyNoch keine Bewertungen
- Brosur Reckat 2019Dokument16 SeitenBrosur Reckat 2019wika mepNoch keine Bewertungen
- Silicate IndustryDokument40 SeitenSilicate IndustryTamiru DerejeNoch keine Bewertungen
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsVon EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsBewertung: 4 von 5 Sternen4/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsVon EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNoch keine Bewertungen
- Dynamic Aquaria: Building Living EcosystemsVon EverandDynamic Aquaria: Building Living EcosystemsBewertung: 4 von 5 Sternen4/5 (4)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesVon EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesBewertung: 3 von 5 Sternen3/5 (1)