Das könnte Ihnen auch gefallen
- Prova 11 ED 1 Prova 2 EtapaDokument3 SeitenProva 11 ED 1 Prova 2 Etapahenrique silvaNoch keine Bewertungen
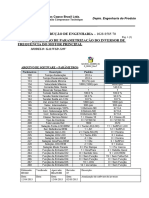
- IO-XRTE-006 - Rev00 - Bipolar para Monopolar Com Retorno Metalico No Polo 2Dokument3 SeitenIO-XRTE-006 - Rev00 - Bipolar para Monopolar Com Retorno Metalico No Polo 2Fabricio alves gomesNoch keine Bewertungen
- Manual de Programacao Do Modulo plc11 01Dokument35 SeitenManual de Programacao Do Modulo plc11 01heriveltoNoch keine Bewertungen
- Lista de Parâmetros Inversor Yaskawa V1000 v.13.08.09Dokument2 SeitenLista de Parâmetros Inversor Yaskawa V1000 v.13.08.09Sergio Daniel Noguera GómezNoch keine Bewertungen
- Listadeparametros V1000Dokument2 SeitenListadeparametros V1000Everton Oliveira IndioNoch keine Bewertungen
- URP6100 v9.55 r00 Capítulo 10 Proteções DirecionaisDokument11 SeitenURP6100 v9.55 r00 Capítulo 10 Proteções DirecionaisMarcos C I SNoch keine Bewertungen
- Apost. ExcelDokument172 SeitenApost. ExcelCassio Luiz Souza100% (1)
- Apresentação VAMP221 ConfiguraçãoDokument35 SeitenApresentação VAMP221 ConfiguraçãoManuel Elías100% (1)
- Aula 06Dokument25 SeitenAula 06Jonathan BorgesNoch keine Bewertungen
- Prova 10 ED 1 Prova 2 EtapaDokument3 SeitenProva 10 ED 1 Prova 2 Etapahenrique silvaNoch keine Bewertungen
- YASKAWADokument5 SeitenYASKAWAFelipe JonathanNoch keine Bewertungen
- URP6100 v9.63 r02 Capítulo 10 Proteções DirecionaisDokument11 SeitenURP6100 v9.63 r02 Capítulo 10 Proteções DirecionaisGuilhermeNoch keine Bewertungen
- 06 - Mips 2Dokument25 Seiten06 - Mips 2Joao Pedro Barcelos Vilas BoasNoch keine Bewertungen
- 20 - Controlador em Avanço Ou AtrasoDokument20 Seiten20 - Controlador em Avanço Ou AtrasoCarlos OliveiraNoch keine Bewertungen
- MICROPROCESSADORESDokument26 SeitenMICROPROCESSADORESsalomao lucio dos santosNoch keine Bewertungen
- Aula 05 - Método Sismico Reflexão - Processamento 2013Dokument99 SeitenAula 05 - Método Sismico Reflexão - Processamento 2013maikousaadiNoch keine Bewertungen
- Manual TH 22 PortuguêsDokument82 SeitenManual TH 22 PortuguêsGabriel AmorimNoch keine Bewertungen
- Eletronica de Potencia Udesc 4 5 Revers Vel 4 QuadrantesDokument17 SeitenEletronica de Potencia Udesc 4 5 Revers Vel 4 QuadrantesCezardeBarrosNoch keine Bewertungen
- MS300 - ParametrosDokument1 SeiteMS300 - ParametrosBruno Henrique RodriguesNoch keine Bewertungen
- URP6000 - URP6001 - v3.25 - r01 - Capítulo 10 - Proteções DirecionaisDokument12 SeitenURP6000 - URP6001 - v3.25 - r01 - Capítulo 10 - Proteções DirecionaisSaulo CastroNoch keine Bewertungen
- URP6000 URP6001 v3.25 r01 Capítulo 10 Proteções DirecionaisDokument12 SeitenURP6000 URP6001 v3.25 r01 Capítulo 10 Proteções DirecionaisSauloNoch keine Bewertungen
- Aula - 08 P1 Controle Malha Interna - v2Dokument16 SeitenAula - 08 P1 Controle Malha Interna - v2Abraz BamoNoch keine Bewertungen
- Lista de Parametros V1000 PARA FREIODokument1 SeiteLista de Parametros V1000 PARA FREIOFábio CostaNoch keine Bewertungen
- WEG CFW300 Manual de Programacao 10007849713 PTDokument19 SeitenWEG CFW300 Manual de Programacao 10007849713 PTAndrei Martins AguiarNoch keine Bewertungen
- MIG-CV-A4-030 - Memorial Da Casa de Comando REV 01Dokument28 SeitenMIG-CV-A4-030 - Memorial Da Casa de Comando REV 01Rui CeregattiNoch keine Bewertungen
- CFW500 - Manual ResumidoDokument28 SeitenCFW500 - Manual ResumidoVictor Maciel100% (1)
- Monte Seu PLL Sem MistériosDokument8 SeitenMonte Seu PLL Sem MistériosGuilhermeNoch keine Bewertungen
- Apostila CNCDokument60 SeitenApostila CNCFelipe NascimentoNoch keine Bewertungen
- WEG Cfw11 Manual de Programacao Do Modulo Plc11!01!0899.5859 1.7x Manual Portugues BRDokument37 SeitenWEG Cfw11 Manual de Programacao Do Modulo Plc11!01!0899.5859 1.7x Manual Portugues BRLeandro MartirNoch keine Bewertungen
- URP600X - v9.45 - r01 - Capítulo 10 - Proteções DirecionaisDokument11 SeitenURP600X - v9.45 - r01 - Capítulo 10 - Proteções DirecionaisMaicon ZagonelNoch keine Bewertungen
- Parametros 20yaskawa 20GA500Dokument1 SeiteParametros 20yaskawa 20GA500Andre Louis Grangeon75% (4)
- URP6000 URP6001 v2.25 r02 Capítulo 10 Proteções DirecionaisDokument13 SeitenURP6000 URP6001 v2.25 r02 Capítulo 10 Proteções DirecionaisalexbozzNoch keine Bewertungen
- Fanuc Alarme Servo Com TraduçãoDokument7 SeitenFanuc Alarme Servo Com TraduçãoMateus CorrêaNoch keine Bewertungen
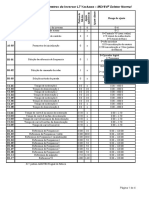
- Parametrização Cimr-L7 Yaskawa Mc16vf 60mDokument4 SeitenParametrização Cimr-L7 Yaskawa Mc16vf 60mLuciano KronhardtNoch keine Bewertungen
- Cálculo Do IGGDokument58 SeitenCálculo Do IGGaltomoa102Noch keine Bewertungen
- YaskauaDokument1 SeiteYaskauaWallison PabloNoch keine Bewertungen
- Tecnologia de Controle Numérico Programação CNCDokument74 SeitenTecnologia de Controle Numérico Programação CNCEnoque ReisNoch keine Bewertungen
- GA15VSD 220V Rev.07 - 1028858570-01-05Dokument2 SeitenGA15VSD 220V Rev.07 - 1028858570-01-05nandimloveNoch keine Bewertungen
- Config. Subsolador Com ProfundimetroDokument8 SeitenConfig. Subsolador Com ProfundimetroRoberto LimaNoch keine Bewertungen
- 07 Operações Binárias e DigitaisDokument26 Seiten07 Operações Binárias e DigitaisTiago José de CamposNoch keine Bewertungen
- Velki Indicador VKC 611Dokument18 SeitenVelki Indicador VKC 611Diego SouzaNoch keine Bewertungen
- Furadeira de BancadaDokument41 SeitenFuradeira de BancadaDiabolos SidNoch keine Bewertungen
- 1-Manual CVF - Ovf10Dokument39 Seiten1-Manual CVF - Ovf10Luciano Kronhardt100% (3)
- PB Patos - Shopping Feelup Mem Calc R00Dokument72 SeitenPB Patos - Shopping Feelup Mem Calc R00Bernar BragaNoch keine Bewertungen
- ContadoresDokument48 SeitenContadoresCesar LoureiroNoch keine Bewertungen
- Altivar LIFTDokument12 SeitenAltivar LIFTCarlos Henrique da SilvaNoch keine Bewertungen
- Treinamento para Atracação Navio Jumbo Rev 0Dokument19 SeitenTreinamento para Atracação Navio Jumbo Rev 0LU MendesNoch keine Bewertungen
- Exp04 BCD 7segmentosDokument6 SeitenExp04 BCD 7segmentosxdapocalypseNoch keine Bewertungen
- Estum Servo DriveDokument6 SeitenEstum Servo DriveEdimilson RodriguesNoch keine Bewertungen
- WEG Cfw500 Manual de ProgramacaoDokument18 SeitenWEG Cfw500 Manual de ProgramacaoDino Oliveira75% (4)
- Diagnósticos Elétricos Do Acionamento Do Rolo Batedor - Função Individual - tm125154 - Service ADVISOR™Dokument6 SeitenDiagnósticos Elétricos Do Acionamento Do Rolo Batedor - Função Individual - tm125154 - Service ADVISOR™willyanNoch keine Bewertungen
- CFW-11 Ref Rápida ParâmetrosDokument33 SeitenCFW-11 Ref Rápida ParâmetrosPREVISTONoch keine Bewertungen
- Rele de Proteção Urpd2404V102R01Dokument70 SeitenRele de Proteção Urpd2404V102R01alexandre100% (1)
- WEG CFW11 Referencia Rapida Dos Parametros 0899.5800 PTDokument29 SeitenWEG CFW11 Referencia Rapida Dos Parametros 0899.5800 PTjvautomac100% (1)
- Aula 16Dokument9 SeitenAula 16Ïlïdïö GlxNoch keine Bewertungen
- Tabela Verdade Encoder Da Torre - Galaxy 15sDokument1 SeiteTabela Verdade Encoder Da Torre - Galaxy 15sMatheus BorgesNoch keine Bewertungen
- Yaskawa L7 60M 150408Dokument4 SeitenYaskawa L7 60M 150408DDavidd CCunhaaNoch keine Bewertungen
- Aula Teórica 10Dokument72 SeitenAula Teórica 10Rodrigues Antonio NaboNoch keine Bewertungen
- Trabalho Fisica I Movimento Circular Ac Centripeta 2Dokument7 SeitenTrabalho Fisica I Movimento Circular Ac Centripeta 2Cicero MelloNoch keine Bewertungen
- Exercicios Fisica I Aula 5 Slide 23 Cicero A Q Mello PDFDokument3 SeitenExercicios Fisica I Aula 5 Slide 23 Cicero A Q Mello PDFCicero MelloNoch keine Bewertungen
- Exercicios Unidade MedidaDokument5 SeitenExercicios Unidade MedidaCicero Mello100% (1)
- Manual Hpr400xd Cons 14978Dokument312 SeitenManual Hpr400xd Cons 14978Cicero MelloNoch keine Bewertungen
- Artigo11 1Dokument15 SeitenArtigo11 1Cicero MelloNoch keine Bewertungen
- PMC SB5 H400Dokument2 SeitenPMC SB5 H400Cicero MelloNoch keine Bewertungen
- As Grandezas Formadas Com Prefixos SI Têm Múltiplos e SubmúltiplosDokument3 SeitenAs Grandezas Formadas Com Prefixos SI Têm Múltiplos e SubmúltiplosCicero MelloNoch keine Bewertungen
- Megôhmetro Ou MEGGERDokument3 SeitenMegôhmetro Ou MEGGERCicero MelloNoch keine Bewertungen
- As Grandezas Formadas Com Prefixos SI Têm Múltiplos e SubmúltiplosDokument3 SeitenAs Grandezas Formadas Com Prefixos SI Têm Múltiplos e SubmúltiplosCicero MelloNoch keine Bewertungen
- Grupo R - Motor Cummins 5.9LDokument99 SeitenGrupo R - Motor Cummins 5.9LEDMUNDO JOSE ALCANFORADONoch keine Bewertungen
- Massico RevhDokument56 SeitenMassico RevhmarciojunkNoch keine Bewertungen
- Carta de Alt GerbDokument11 SeitenCarta de Alt GerbCarlos Medina100% (1)
- Manual de Instruções DCF-CODokument50 SeitenManual de Instruções DCF-COMartha Cristina Silva100% (1)
- Informe Dinamica (Para Musculoso)Dokument36 SeitenInforme Dinamica (Para Musculoso)Mervy MagallanNoch keine Bewertungen
- Iso 9283Dokument35 SeitenIso 9283Lucas MazetoNoch keine Bewertungen
- Manual Evo Led v20Dokument33 SeitenManual Evo Led v20Luiz SantiagoNoch keine Bewertungen
- Fis 97Dokument7 SeitenFis 97amandaNoch keine Bewertungen
- 452 Alema Analise Preliminar Homologados Com Anexo 0Dokument480 Seiten452 Alema Analise Preliminar Homologados Com Anexo 0FloresCalMpeNoch keine Bewertungen
- Relatório 4 Dureza Temporária e Permanente Da Água - AtalibaDokument13 SeitenRelatório 4 Dureza Temporária e Permanente Da Água - AtalibaKleiton RodriguesNoch keine Bewertungen
- Valvula Borboleta WaferDokument7 SeitenValvula Borboleta WaferGlaucio PietrobomNoch keine Bewertungen
- Detalhamento Da Armadura Longitudinal Na Seção TransversalDokument16 SeitenDetalhamento Da Armadura Longitudinal Na Seção TransversalNórtony VacariNoch keine Bewertungen
- Manual Optimus BostonDokument62 SeitenManual Optimus Bostoneod8Noch keine Bewertungen
- Introdução A PerfilagemDokument19 SeitenIntrodução A PerfilagemJulio F. FernandesNoch keine Bewertungen
- Lista de Exercícios - Tração - 20130312224839Dokument5 SeitenLista de Exercícios - Tração - 20130312224839gustavoffdNoch keine Bewertungen
- Desenvolvimento de Cerveja Funcional Sem Glúten A Partir Da Mandioca e Do Trigo Sarraceno PDFDokument128 SeitenDesenvolvimento de Cerveja Funcional Sem Glúten A Partir Da Mandioca e Do Trigo Sarraceno PDFAnderson TrindadeNoch keine Bewertungen
- Metalografia ResumoDokument8 SeitenMetalografia ResumoGeralda ManciniNoch keine Bewertungen
- Madeira Nivelamento2018Dokument8 SeitenMadeira Nivelamento2018Rafael MadeiraNoch keine Bewertungen
- Manual Técnico - ANSICHEMDokument32 SeitenManual Técnico - ANSICHEMFelipe DominguesNoch keine Bewertungen
- Bomba de em 1PF2G3 Rp10038Dokument7 SeitenBomba de em 1PF2G3 Rp10038TiagoPr22Noch keine Bewertungen
- Star Solv Neutro BB 20Dokument1 SeiteStar Solv Neutro BB 20JeffersonNoch keine Bewertungen
- Maunual CIMR-P5U27P5 PDFDokument102 SeitenMaunual CIMR-P5U27P5 PDFLuizNoch keine Bewertungen
- Memorial Descritivo - Posto de Transformação 15kVDokument2 SeitenMemorial Descritivo - Posto de Transformação 15kVCesar MaiaNoch keine Bewertungen
- Prova PDFDokument21 SeitenProva PDFFernando Henrique BarbosaNoch keine Bewertungen
- ESTUDO DE CASO - RestauranteDokument15 SeitenESTUDO DE CASO - RestauranteCecília MagalhãesNoch keine Bewertungen
- Utilização Da Tecnologia Emergente Near Field Communication - NFC para Controle de Presença e Acesso de PessoasDokument106 SeitenUtilização Da Tecnologia Emergente Near Field Communication - NFC para Controle de Presença e Acesso de PessoasCarlos Alberto Ribeiro AraujoNoch keine Bewertungen
- Agfaphoto Selecta 16 PTDokument90 SeitenAgfaphoto Selecta 16 PTMarcelo Costa Clarinatas0% (2)
- Check List Hidrantes, Extintores e Lava-OlhosDokument14 SeitenCheck List Hidrantes, Extintores e Lava-OlhosNathalia LannaNoch keine Bewertungen
- Conservação de Frutas Pós-ColheitaDokument3 SeitenConservação de Frutas Pós-ColheitaMirabor JúniorNoch keine Bewertungen
- Lúcia 2T - Lista 1 - 1 AnoDokument1 SeiteLúcia 2T - Lista 1 - 1 AnoGregorio Henrique CervejeiraNoch keine Bewertungen