Das könnte Ihnen auch gefallen
- ME Structural EngineeringDokument62 SeitenME Structural Engineeringjeyaprabha [prof./civil]Noch keine Bewertungen
- Durability of ConcreteDokument23 SeitenDurability of ConcreteNani TirumalasettiNoch keine Bewertungen
- Architect: Arcop Project: Kinshasa: Subject: Abstract of Bill of Quantities For Pumbing Works Villa DevelopmentDokument10 SeitenArchitect: Arcop Project: Kinshasa: Subject: Abstract of Bill of Quantities For Pumbing Works Villa DevelopmentAbhishek aby5Noch keine Bewertungen
- Refractory SelectionDokument24 SeitenRefractory Selectioncet.ranchi7024Noch keine Bewertungen
- Engineering Deliverable List: NO Dicipline QTYDokument24 SeitenEngineering Deliverable List: NO Dicipline QTYardyNoch keine Bewertungen
- +jeje Reviewer02Dokument205 Seiten+jeje Reviewer02Josh JoshuaNoch keine Bewertungen
- Effect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialDokument76 SeitenEffect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialbenhasidNoch keine Bewertungen
- ProLIGHT 2000 Maintenance ManualDokument19 SeitenProLIGHT 2000 Maintenance ManualmegclayNoch keine Bewertungen
- A Review of The Hardened Mechanical Properties of Self Compacting ConcreteDokument12 SeitenA Review of The Hardened Mechanical Properties of Self Compacting ConcreteCristine RussellNoch keine Bewertungen
- انكليزي مقالةDokument19 Seitenانكليزي مقالةAhmed Al-IraqiNoch keine Bewertungen
- Construction and Building MaterialsDokument15 SeitenConstruction and Building MaterialsJoe Alcantara RomeroNoch keine Bewertungen
- Self Compacting Concrete With Ceramic AggregateDokument6 SeitenSelf Compacting Concrete With Ceramic AggregateArpit RajputNoch keine Bewertungen
- Concrete Mix Design For High Strength Self-Compacting Concrete DINAKAR 2014Dokument9 SeitenConcrete Mix Design For High Strength Self-Compacting Concrete DINAKAR 2014Franco PetruccelliNoch keine Bewertungen
- Wu - 2008 - Workability On SCCDokument6 SeitenWu - 2008 - Workability On SCCandri.kusbiantoro9761Noch keine Bewertungen
- Materials 14 06071 v2Dokument26 SeitenMaterials 14 06071 v2Vandal RayNoch keine Bewertungen
- A Simple Mix Design Method For Self-Compacting Concrete: Nan Su, Kung-Chung Hsu, His-Wen ChaiDokument9 SeitenA Simple Mix Design Method For Self-Compacting Concrete: Nan Su, Kung-Chung Hsu, His-Wen Chaikrishna nandanamNoch keine Bewertungen
- A Database For The Evaluation of Hardened Properties of SCCDokument12 SeitenA Database For The Evaluation of Hardened Properties of SCCHa LämNoch keine Bewertungen
- Analytical and Experimental Investigation For Bond Behaviour of Newly Developed Polystyrene Foam Particles' Lightweight ConcreteDokument11 SeitenAnalytical and Experimental Investigation For Bond Behaviour of Newly Developed Polystyrene Foam Particles' Lightweight Concretetimtoihochoi1Noch keine Bewertungen
- 10 - Chapter 2 PDFDokument20 Seiten10 - Chapter 2 PDFpratik chauhanNoch keine Bewertungen
- E INNFb QVR 6 J3Dokument13 SeitenE INNFb QVR 6 J3mariaNoch keine Bewertungen
- Torsional Behavior of Recycled Aggregate Based Glass Fiber Reinforced Self-Compacting ConcreteDokument26 SeitenTorsional Behavior of Recycled Aggregate Based Glass Fiber Reinforced Self-Compacting Concretegdjwoqy bsysvwvNoch keine Bewertungen
- Advances in Organic Rheology-Modifiers and Their Effects in Cement-Based Materials - Review 5Dokument31 SeitenAdvances in Organic Rheology-Modifiers and Their Effects in Cement-Based Materials - Review 5Quang VinhNoch keine Bewertungen
- Construction and Building Materials: Tianyu Xie, M.S. Mohamad Ali, Mohamed Elchalakani, Phillip VisintinDokument15 SeitenConstruction and Building Materials: Tianyu Xie, M.S. Mohamad Ali, Mohamed Elchalakani, Phillip VisintinFernando TomeoNoch keine Bewertungen
- 1 s2.0 S2238785422018300 MainDokument22 Seiten1 s2.0 S2238785422018300 MainSomeenNoch keine Bewertungen
- 2023 Snellings Et Al - Future and Emerging Supplementary Cementitious MaterialsDokument23 Seiten2023 Snellings Et Al - Future and Emerging Supplementary Cementitious MaterialsjoaosarcinellisilvaNoch keine Bewertungen
- 1 s2.0 S2214785321078664 MainDokument5 Seiten1 s2.0 S2214785321078664 MainZrar IsqeliNoch keine Bewertungen
- A Novel Test To Determine The Workability of Slipform Concrete MixturesDokument14 SeitenA Novel Test To Determine The Workability of Slipform Concrete MixturesSalih MohayaddinNoch keine Bewertungen
- Materials and Design: Mostafa Jalal, Esmaeel Mansouri, Mohammad Sharifipour, Ali Reza PouladkhanDokument12 SeitenMaterials and Design: Mostafa Jalal, Esmaeel Mansouri, Mohammad Sharifipour, Ali Reza PouladkhanJHON WILMAR CARDENAS PULIDONoch keine Bewertungen
- Journal of Building Engineering: S. Santos, P.R. Da Silva, J. de Brito TDokument23 SeitenJournal of Building Engineering: S. Santos, P.R. Da Silva, J. de Brito TAaditya AgrahariNoch keine Bewertungen
- Report On Summer RainingDokument16 SeitenReport On Summer RainingAr G S YadavNoch keine Bewertungen
- Nanomaterials 12 00833Dokument15 SeitenNanomaterials 12 00833gustavo vegaNoch keine Bewertungen
- Construction and Building Materials: C. Pla, A.J. Tenza-Abril, J. Valdes-Abellan, D. BenaventeDokument3 SeitenConstruction and Building Materials: C. Pla, A.J. Tenza-Abril, J. Valdes-Abellan, D. BenaventeDiego ArancibiaNoch keine Bewertungen
- Rheology of Concrete - Critical Review, Recent Advancements, and Future ProspectivesDokument19 SeitenRheology of Concrete - Critical Review, Recent Advancements, and Future ProspectivesPablo Augusto Dos Santos RochaNoch keine Bewertungen
- Composites: Part B: Ali Nazari, Shadi RiahiDokument9 SeitenComposites: Part B: Ali Nazari, Shadi RiahitrawsNoch keine Bewertungen
- Literature Review of Lightweight ConcreteDokument8 SeitenLiterature Review of Lightweight Concreteea442225100% (1)
- Modeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksDokument7 SeitenModeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksLiliana ForzaniNoch keine Bewertungen
- A Review On Self Compacting ConcreteDokument5 SeitenA Review On Self Compacting ConcreteAkshay Kumar SutariyaNoch keine Bewertungen
- Literature Review On Self Compacting ConcreteDokument5 SeitenLiterature Review On Self Compacting ConcreteMd Raihan AliNoch keine Bewertungen
- High Strengthhigh PerformancelightweightconcreteareviewDokument16 SeitenHigh Strengthhigh PerformancelightweightconcreteareviewMustafaMahdiNoch keine Bewertungen
- Construction and Building Materials: Yang Zhang, Ping Zhu, Zhaoqian Liao, Lianhua WangDokument13 SeitenConstruction and Building Materials: Yang Zhang, Ping Zhu, Zhaoqian Liao, Lianhua WangkashifNoch keine Bewertungen
- A Comprehensive Review On Dry Concrete - Application, Raw Material, Preparation, Mechanical, Smart and Durability PerformanceDokument23 SeitenA Comprehensive Review On Dry Concrete - Application, Raw Material, Preparation, Mechanical, Smart and Durability Performancecharlesala-wr23Noch keine Bewertungen
- Strengthening of Reinforced Concrete Structure Using Sprayable Ber2019Dokument13 SeitenStrengthening of Reinforced Concrete Structure Using Sprayable Ber2019Sayed AwadNoch keine Bewertungen
- FINALDokument28 SeitenFINALKiran Rathod RitesNoch keine Bewertungen
- Porosity Evaluation of Concrete Containing SupplemDokument15 SeitenPorosity Evaluation of Concrete Containing SupplemHichem BERKAKNoch keine Bewertungen
- Time-Dependent Material Properties and Reinforced Beams Behavior of Two Alkali-ActivatedDokument18 SeitenTime-Dependent Material Properties and Reinforced Beams Behavior of Two Alkali-Activateddmt7nzztcmNoch keine Bewertungen
- Coco N Ust Shell Cement ConcreteDokument11 SeitenCoco N Ust Shell Cement ConcreteRizmon CubzNoch keine Bewertungen
- 22061-Microproject-Construction Management ProjectDokument12 Seiten22061-Microproject-Construction Management Projectaditya nimbalkarNoch keine Bewertungen
- Comparative Study On Strength and Durability Properties of High Strength Self Compacting Concrete With and Without Steel FibresDokument15 SeitenComparative Study On Strength and Durability Properties of High Strength Self Compacting Concrete With and Without Steel FibresIJRASETPublicationsNoch keine Bewertungen
- 22061-Microproject-Construction Management ProjectDokument12 Seiten22061-Microproject-Construction Management Projectv adamNoch keine Bewertungen
- Aslani2012 Bond SCCDokument20 SeitenAslani2012 Bond SCCEslam Abd El-Latif SolimanNoch keine Bewertungen
- Designing More Sustainable and Greener Self-Compacting ConcreteDokument6 SeitenDesigning More Sustainable and Greener Self-Compacting Concretejia weiNoch keine Bewertungen
- Concrete Types in Morden ConstructionDokument7 SeitenConcrete Types in Morden ConstructionAkshay Kumar Sahoo100% (2)
- PAPER - Jared C. Bymaster - 2015 - Prestress Losses in Pretensioned Concrete Beams Cast With Lightweight Self-Consolidating ConcreteDokument8 SeitenPAPER - Jared C. Bymaster - 2015 - Prestress Losses in Pretensioned Concrete Beams Cast With Lightweight Self-Consolidating ConcreteEduardochkNoch keine Bewertungen
- Literature Review On Concrete and Its ApplicationDokument7 SeitenLiterature Review On Concrete and Its Applicatione9xy1xsv100% (2)
- 2013 Nanotechnological Improvement of Structural Materials - Impact On Material Performance and Structural DesignDokument5 Seiten2013 Nanotechnological Improvement of Structural Materials - Impact On Material Performance and Structural DesignTito BalabuchNoch keine Bewertungen
- 2016 SEMCHol AliDokument5 Seiten2016 SEMCHol AliCalvin TehNoch keine Bewertungen
- Lecture 6Dokument9 SeitenLecture 6arjunNoch keine Bewertungen
- Thesis On Lightweight ConcreteDokument5 SeitenThesis On Lightweight Concretechristinamartinspringfield100% (2)
- Studies On High Performance Concrete Using Mineral AdmixturesDokument7 SeitenStudies On High Performance Concrete Using Mineral AdmixturesIJRASETPublicationsNoch keine Bewertungen
- Study On Effect of Size of Aggregate On Self Compacting Concrete of Grade M70Dokument2 SeitenStudy On Effect of Size of Aggregate On Self Compacting Concrete of Grade M70vinothiniNoch keine Bewertungen
- Guide: Mr. Sumit Patil: Group Member NameDokument20 SeitenGuide: Mr. Sumit Patil: Group Member NameMr.Bhaskar WabhitkarNoch keine Bewertungen
- Self Compacting Concrete m30 PDFDokument5 SeitenSelf Compacting Concrete m30 PDFmalaya tripathyNoch keine Bewertungen
- Ijresm V5 I9 1Dokument4 SeitenIjresm V5 I9 1MS GeorgeNoch keine Bewertungen
- Bernal 2011Dokument8 SeitenBernal 2011Jamman Shahid ShiblyNoch keine Bewertungen
- Abbas, A Review On The Properties of Recycled Aggregate Concrete (RAC)Dokument7 SeitenAbbas, A Review On The Properties of Recycled Aggregate Concrete (RAC)hidalgomauricio30Noch keine Bewertungen
- Effect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteDokument7 SeitenEffect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteShahid IqbalNoch keine Bewertungen
- A Massa Unitária Da Areia Como Parâmetro de Análise Das Características de ArgamassaDokument9 SeitenA Massa Unitária Da Areia Como Parâmetro de Análise Das Características de ArgamassaWilliam PerkinsNoch keine Bewertungen
- X10Dri X10Dri-T: User'S ManualDokument119 SeitenX10Dri X10Dri-T: User'S ManualWilliam PerkinsNoch keine Bewertungen
- Pronouns - Adjectives Unit 2 PDFDokument1 SeitePronouns - Adjectives Unit 2 PDFWilliam PerkinsNoch keine Bewertungen
- Analysis of Variance For Testing Method of Cement in Determination of StrengthDokument6 SeitenAnalysis of Variance For Testing Method of Cement in Determination of StrengthWilliam PerkinsNoch keine Bewertungen
- 23 PDFDokument4 Seiten23 PDFWilliam PerkinsNoch keine Bewertungen
- E9286 ASWM-Enterprise ENU PDFDokument112 SeitenE9286 ASWM-Enterprise ENU PDFWilliam PerkinsNoch keine Bewertungen
- E10074 m2 Card Insert For Web Only PDFDokument1 SeiteE10074 m2 Card Insert For Web Only PDFWilliam PerkinsNoch keine Bewertungen
- Blu-Ray Disc Rewriter: Owner's ManualDokument15 SeitenBlu-Ray Disc Rewriter: Owner's ManualWilliam PerkinsNoch keine Bewertungen
- Valvula ASCO Falcon SB2500Dokument2 SeitenValvula ASCO Falcon SB2500Elmer HuashuayoNoch keine Bewertungen
- PAM Advisory Note Covid-19 MCO PDFDokument1 SeitePAM Advisory Note Covid-19 MCO PDFkjfNoch keine Bewertungen
- Design Studio: Shin Yang Development SDN BHDDokument1 SeiteDesign Studio: Shin Yang Development SDN BHDcRi SocietyNoch keine Bewertungen
- Timesaving Design Aids-Part 2Dokument28 SeitenTimesaving Design Aids-Part 2Ahmet TükenNoch keine Bewertungen
- CupboardsDokument1 SeiteCupboardsplaaspaddas3Noch keine Bewertungen
- 01 Steuler Surface Protection Linings enDokument24 Seiten01 Steuler Surface Protection Linings enjawad izallalenNoch keine Bewertungen
- PS Power Assisted System (Power Steering) Impreza WRX 2005Dokument72 SeitenPS Power Assisted System (Power Steering) Impreza WRX 2005Junio FerrareziNoch keine Bewertungen
- LRFD Dimensions&Properties FuDokument8 SeitenLRFD Dimensions&Properties FuEngDbtNoch keine Bewertungen
- CBPM Portfolio HeritageDokument1 SeiteCBPM Portfolio Heritageapi-241367179Noch keine Bewertungen
- Presentation - Development of Overall Pavement Condition Index For Urban Road NetworkDokument16 SeitenPresentation - Development of Overall Pavement Condition Index For Urban Road NetworkMesta SaktinaNoch keine Bewertungen
- Maps KukshiDokument15 SeitenMaps KukshiCity Development Plan Madhya PradeshNoch keine Bewertungen
- Petrobras Marine Lubricating Oils Equivalent ListDokument10 SeitenPetrobras Marine Lubricating Oils Equivalent Listelizbanfavio8008Noch keine Bewertungen
- Equipment Rental Body FINALDokument43 SeitenEquipment Rental Body FINALMeseret ShimelisNoch keine Bewertungen
- MBR - DTMR Road Furniture MRTS14Dokument12 SeitenMBR - DTMR Road Furniture MRTS14fatherofgeorgeNoch keine Bewertungen
- SPIR STAR Fitting Adapter Catalog Oct2008Dokument81 SeitenSPIR STAR Fitting Adapter Catalog Oct2008Jors SanzNoch keine Bewertungen
- Section 11Dokument6 SeitenSection 11dak comeiNoch keine Bewertungen
- Datasheet Codeline OCTA 80S SeriesDokument4 SeitenDatasheet Codeline OCTA 80S SeriesJulian Bocanegra ReyesNoch keine Bewertungen
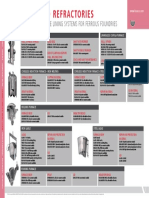
- Wall Chart Linings VESUVIUS FOSECODokument1 SeiteWall Chart Linings VESUVIUS FOSECOGermano BissonNoch keine Bewertungen
- Portland Cement Clinker: The Bogue Calculation: Alite: C Belite: C Aluminate Phase: C Ferrite Phase: CDokument3 SeitenPortland Cement Clinker: The Bogue Calculation: Alite: C Belite: C Aluminate Phase: C Ferrite Phase: Cv1963Noch keine Bewertungen
- Architecture Anna UniversityDokument122 SeitenArchitecture Anna UniversityHarretha RaniNoch keine Bewertungen
- SS23CG Hose and 26 Series Fittings: New From Parker!Dokument2 SeitenSS23CG Hose and 26 Series Fittings: New From Parker!Anderson GoyesNoch keine Bewertungen
- Aisc Shapes Database v15.0Dokument15 SeitenAisc Shapes Database v15.0Álvaro Chacón GarcíaNoch keine Bewertungen
- VariCel AFP 1 158Dokument4 SeitenVariCel AFP 1 158Pablo B.Noch keine Bewertungen