Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- CATHETERIZATIONDokument3 SeitenCATHETERIZATIONrnrmmanphdNoch keine Bewertungen
- Malawi Clinical HIV Guidelines 2019 Addendumversion 8.1Dokument28 SeitenMalawi Clinical HIV Guidelines 2019 Addendumversion 8.1INNOCENT KHULIWANoch keine Bewertungen
- Perio QuestionsDokument32 SeitenPerio QuestionsSoha Jan KhuhawarNoch keine Bewertungen
- Expression of Interest - Elective Placement For Medical StudentsDokument2 SeitenExpression of Interest - Elective Placement For Medical Studentsfsdfs100% (1)
- BioInformatics Quiz1 Week14Dokument47 SeitenBioInformatics Quiz1 Week14chahoub100% (4)
- UC San Diego: Independent Study ProjectsDokument21 SeitenUC San Diego: Independent Study ProjectsSoha ShahidNoch keine Bewertungen
- Acid Base PhysiologyDokument1 SeiteAcid Base PhysiologyHAMMYER ALROKHAMINoch keine Bewertungen
- NUR091 - Session 8Dokument6 SeitenNUR091 - Session 8aquinoemjay27Noch keine Bewertungen
- Five Elements Chart TableDokument7 SeitenFive Elements Chart TablePawanNoch keine Bewertungen
- Moral Responsibility and BlameDokument4 SeitenMoral Responsibility and Blamesimply_cooolNoch keine Bewertungen
- Chapter 1Dokument63 SeitenChapter 1Ashenafi TakelNoch keine Bewertungen
- 3E - Agustin, Anne Julia - Group 1 - Case 7,8Dokument5 Seiten3E - Agustin, Anne Julia - Group 1 - Case 7,8Anne Julia AgustinNoch keine Bewertungen
- Actisorb Silver 220: Product ProfileDokument12 SeitenActisorb Silver 220: Product ProfileBeaulah HunidzariraNoch keine Bewertungen
- Histopathology of Dental CariesDokument7 SeitenHistopathology of Dental CariesJOHN HAROLD CABRADILLANoch keine Bewertungen
- Bedwetting in ChildrenDokument41 SeitenBedwetting in ChildrenAnkit ManglaNoch keine Bewertungen
- The Black Death, The Great Mortality of 1348-1350: A Brief History With DocumentsDokument286 SeitenThe Black Death, The Great Mortality of 1348-1350: A Brief History With DocumentsVaena Vulia100% (7)
- JC-2 Tutorial-1 Immunology Practice MCQ'sDokument14 SeitenJC-2 Tutorial-1 Immunology Practice MCQ'shelamahjoubmounirdmo100% (5)
- Egger & Angold, 2006 Disorders - DiscussionDokument25 SeitenEgger & Angold, 2006 Disorders - DiscussionAlkistis MarinakiNoch keine Bewertungen
- DOPR Vision 2030Dokument36 SeitenDOPR Vision 2030Hendi HendriansyahNoch keine Bewertungen
- Roadmap For TelemedicineDokument48 SeitenRoadmap For TelemedicinePradip Gupta100% (2)
- Kuwait Pediatric GuideLinesDokument124 SeitenKuwait Pediatric GuideLinesemicurudimov100% (1)
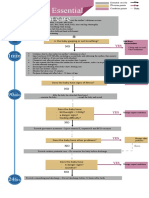
- Algorithm: Essential Newborn Care: Is The Baby Gasping or Not Breathing?Dokument1 SeiteAlgorithm: Essential Newborn Care: Is The Baby Gasping or Not Breathing?Dela cruz KimberlyNoch keine Bewertungen
- Abnormalities Protein Synthesis 2Dokument7 SeitenAbnormalities Protein Synthesis 2yori rafiadliNoch keine Bewertungen
- Virtual Care: Advancing The Practice of Veterinary Medicine: Advances in Small Animal Medicine and Surgery April 2019Dokument4 SeitenVirtual Care: Advancing The Practice of Veterinary Medicine: Advances in Small Animal Medicine and Surgery April 2019Anonymous TDI8qdYNoch keine Bewertungen
- Nightinale Paper 400 WordsDokument4 SeitenNightinale Paper 400 WordsAshni KandhaiNoch keine Bewertungen
- Nursing Care of The Client With High-Risk Labor & DeliveryDokument10 SeitenNursing Care of The Client With High-Risk Labor & DeliveryWilbert CabanbanNoch keine Bewertungen
- 1 To 3Dokument49 Seiten1 To 3Vikki NandeshwarNoch keine Bewertungen
- Nur Writing - Marilyn JohnsonDokument4 SeitenNur Writing - Marilyn Johnsonyinghua guo0% (1)
- NW NSC GR 10 Life Sciences p1 Eng Nov 2019Dokument12 SeitenNW NSC GR 10 Life Sciences p1 Eng Nov 2019lunabileunakhoNoch keine Bewertungen
- The Effects of The Concept of Minimalism On Today S Architecture Expectations After Covid 19 PandemicDokument19 SeitenThe Effects of The Concept of Minimalism On Today S Architecture Expectations After Covid 19 PandemicYena ParkNoch keine Bewertungen