Das könnte Ihnen auch gefallen
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyVon EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNoch keine Bewertungen
- Steel MaterialsDokument10 SeitenSteel Materialsmanideep219Noch keine Bewertungen
- Glossary of Steel TermsDokument19 SeitenGlossary of Steel TermsSreedhar Patnaik.MNoch keine Bewertungen
- Study Notes For Test 5: Tools SteelsDokument9 SeitenStudy Notes For Test 5: Tools SteelsVy ThoaiNoch keine Bewertungen
- RSW BT YongDokument10 SeitenRSW BT Yongfraniancis0922Noch keine Bewertungen
- HRS VS CRSDokument6 SeitenHRS VS CRSHumberto GalvezNoch keine Bewertungen
- En 10025Dokument16 SeitenEn 10025Sorin Radu100% (1)
- Steel Products and Effects of Contents On SteelDokument9 SeitenSteel Products and Effects of Contents On SteelMina RemonNoch keine Bewertungen
- Steel AlloysDokument6 SeitenSteel AlloysSanthosh LingappaNoch keine Bewertungen
- 1 Introduction To Cold Formed Steel DesignDokument3 Seiten1 Introduction To Cold Formed Steel DesignNilesh Balkrishna Sunita ApteNoch keine Bewertungen
- AK Hot Rolled Steel 062212 HSLA 60Dokument6 SeitenAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesNoch keine Bewertungen
- Last Hunat in Ctu - IaDokument13 SeitenLast Hunat in Ctu - IaBagul Raniah BTLEd 2-G1Noch keine Bewertungen
- Iml213 (2 Föy)Dokument65 SeitenIml213 (2 Föy)HilalAldemirNoch keine Bewertungen
- Cold Formed SteelDokument5 SeitenCold Formed SteelYeeYern LimNoch keine Bewertungen
- 2 - Difference Between Hot and Cold Rolled SteelDokument4 Seiten2 - Difference Between Hot and Cold Rolled SteelAnonymous RmzEd3jANoch keine Bewertungen
- Guide Cast Iron WeldingDokument8 SeitenGuide Cast Iron WeldingAgustine SetiawanNoch keine Bewertungen
- Unit 2steel AlloyDokument29 SeitenUnit 2steel AlloyLn VedanayagamNoch keine Bewertungen
- Hot Rolled SteelDokument2 SeitenHot Rolled SteelabhishekNoch keine Bewertungen
- Lesson 4. Steel Construction MaterialsDokument25 SeitenLesson 4. Steel Construction MaterialsJay-r MiñozaNoch keine Bewertungen
- Classification of Stainless SteelsDokument4 SeitenClassification of Stainless SteelsPaul Joseph MonsaludNoch keine Bewertungen
- Stainless SteelDokument3 SeitenStainless SteelbabeNoch keine Bewertungen
- Comparison of Die Steel by Manufacturers: Carbon Tool Steels Alloy Tool SteelDokument4 SeitenComparison of Die Steel by Manufacturers: Carbon Tool Steels Alloy Tool SteelrcaletaNoch keine Bewertungen
- Design of Cold Formed Sections by Satish KumarDokument62 SeitenDesign of Cold Formed Sections by Satish Kumarspawar1988Noch keine Bewertungen
- Best Knife Steel 193 PDFDokument21 SeitenBest Knife Steel 193 PDFMaximiliano GarciaNoch keine Bewertungen
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Dokument11 SeitenWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Jesse RodriguezNoch keine Bewertungen
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Dokument11 SeitenWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Rabish ANoch keine Bewertungen
- BEC6Dokument6 SeitenBEC6angelolagfNoch keine Bewertungen
- Structural SteelDokument5 SeitenStructural Steelnazlie1707Noch keine Bewertungen
- Steel Materials WikipediaDokument12 SeitenSteel Materials WikipediaSam AlaxNoch keine Bewertungen
- Steel and Steel Making: Fact: Carbon Steels Make Up About 90% of All Steel ProductionDokument6 SeitenSteel and Steel Making: Fact: Carbon Steels Make Up About 90% of All Steel ProductionSAMANTHA SARAH PURBANoch keine Bewertungen
- What Grade of Steel Is Used For ShipsDokument9 SeitenWhat Grade of Steel Is Used For ShipsAbdallah AlbeityNoch keine Bewertungen
- Gardner2005 TheuseofstainlesssteelinstructuresDokument39 SeitenGardner2005 TheuseofstainlesssteelinstructuresthisaintwapNoch keine Bewertungen
- Design of Steel StructuresDokument6 SeitenDesign of Steel StructuresNanthini JagadeesanNoch keine Bewertungen
- Section2 04Dokument16 SeitenSection2 04swainpiyush123Noch keine Bewertungen
- Basic Workshop PDFDokument15 SeitenBasic Workshop PDFniyati DesaiNoch keine Bewertungen
- Yousuf P ReportDokument91 SeitenYousuf P ReportAnonymous l1dIwmHV5mNoch keine Bewertungen
- ColdRolledSteel PDFDokument32 SeitenColdRolledSteel PDFeduardomacieldelimaNoch keine Bewertungen
- JFE StandardsDokument38 SeitenJFE Standardsispat_jagadeeshNoch keine Bewertungen
- Alloy Steels: Dr. Indika de SilvaDokument25 SeitenAlloy Steels: Dr. Indika de SilvaChandima K PriyamalNoch keine Bewertungen
- Designing With Ductile IronDokument4 SeitenDesigning With Ductile IronCarlos LaoNoch keine Bewertungen
- The Mechanical Properties of SteelDokument13 SeitenThe Mechanical Properties of SteelAddrien DanielNoch keine Bewertungen
- CETEST Notes FinalsDokument33 SeitenCETEST Notes FinalsKrischanSayloGelasanNoch keine Bewertungen
- Welded Joint Design and ProductionDokument116 SeitenWelded Joint Design and ProductionGilbertoUGONoch keine Bewertungen
- Building Construction & Materials - V: Steel As Construction Material Adharsh.S GCAD/18/304Dokument11 SeitenBuilding Construction & Materials - V: Steel As Construction Material Adharsh.S GCAD/18/304Adharsh SelvarajNoch keine Bewertungen
- Design of Structure-III: Unit 1Dokument14 SeitenDesign of Structure-III: Unit 1Rohit TiwariNoch keine Bewertungen
- Ferrous and Non Ferrous MetalsDokument31 SeitenFerrous and Non Ferrous MetalsadinamdarNoch keine Bewertungen
- Cold Formed SteelDokument42 SeitenCold Formed SteelGabyBravoNoch keine Bewertungen
- (IJETA-V11I1P1) :gaurav Singh Raghav, Mohsin Khan AgwanDokument10 Seiten(IJETA-V11I1P1) :gaurav Singh Raghav, Mohsin Khan AgwanIJETA - EighthSenseGroupNoch keine Bewertungen
- Tensile Strength of SteelDokument20 SeitenTensile Strength of SteelChelsiemea VargasNoch keine Bewertungen
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersVon EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBewertung: 4 von 5 Sternen4/5 (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkVon EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNoch keine Bewertungen
- Mitsubishi Corporation, Tokyo Head OfficeDokument1 SeiteMitsubishi Corporation, Tokyo Head OfficeeltonNoch keine Bewertungen
- Assignment 2017 Anstruk 01 02 Int PDFDokument1 SeiteAssignment 2017 Anstruk 01 02 Int PDFeltonNoch keine Bewertungen
- Assignment - Tech of Microstructure Analysis: Fakultas Teknik Universitas IndonesiaDokument1 SeiteAssignment - Tech of Microstructure Analysis: Fakultas Teknik Universitas IndonesiaeltonNoch keine Bewertungen
- Deep Drawing UhuyyyyDokument20 SeitenDeep Drawing UhuyyyyeltonNoch keine Bewertungen
- PirometalurgiDokument2 SeitenPirometalurgieltonNoch keine Bewertungen
- Hot Rolled and Structural Steel Products: Fifth EditionDokument30 SeitenHot Rolled and Structural Steel Products: Fifth EditionriandiNoch keine Bewertungen
- RM01 - 24 Case Study SMAW GTAW FCAWDokument23 SeitenRM01 - 24 Case Study SMAW GTAW FCAWAnonymous cgcKzFtXNoch keine Bewertungen
- Louisiana - : Baton Rouge Harvey Morgan CityDokument1 SeiteLouisiana - : Baton Rouge Harvey Morgan CityCoordinador - MantenimientosNoch keine Bewertungen
- Max. Service Temp. Weld 500 550 550 600 600 600 600 700 700 750 900 Metal (°C)Dokument2 SeitenMax. Service Temp. Weld 500 550 550 600 600 600 600 700 700 750 900 Metal (°C)Adriano Dorneles de OliveiraNoch keine Bewertungen
- TWI Article On Super Duplex Welding - 1Dokument4 SeitenTWI Article On Super Duplex Welding - 1kapsarcNoch keine Bewertungen
- Bolts Technical Data SheetDokument8 SeitenBolts Technical Data SheetAkifNoch keine Bewertungen
- Container Ø2350 No.1 WeldingDokument1 SeiteContainer Ø2350 No.1 WeldingMohamed SaadNoch keine Bewertungen
- North Carolina Department OF Transportation Double Bevel Groove B G W P S (WPS) AWS D1.5Dokument3 SeitenNorth Carolina Department OF Transportation Double Bevel Groove B G W P S (WPS) AWS D1.5farshid KarpasandNoch keine Bewertungen
- Engineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining GWS 1-07 - Consumable MaterialsDokument2 SeitenEngineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining GWS 1-07 - Consumable MaterialsMUHAMMAD WARIS SQNoch keine Bewertungen
- Rebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoDokument92 SeitenRebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoDhatchina MoorthyNoch keine Bewertungen
- V590 & V595 Square Shoulder Mills: Featuring The 7mm, 10mm, 13mm and 16mm InsertsDokument12 SeitenV590 & V595 Square Shoulder Mills: Featuring The 7mm, 10mm, 13mm and 16mm Insertsegilbert5519gmail.comNoch keine Bewertungen
- PISI Elected A New Board of Trustees Composed of Dominador de Jesus Jose Marcelo Jr. L.C. Young Lauro CruzDokument2 SeitenPISI Elected A New Board of Trustees Composed of Dominador de Jesus Jose Marcelo Jr. L.C. Young Lauro CruzViper VenomNoch keine Bewertungen
- AWS and ASME Welding Filler Metal ClassificationsDokument5 SeitenAWS and ASME Welding Filler Metal ClassificationsRichard BennardoNoch keine Bewertungen
- Tabel Aisi Astm SelectedDokument5 SeitenTabel Aisi Astm SelectedJuan CogolludoNoch keine Bewertungen
- SteelsDokument28 SeitenSteelsMalik Ansar HayatNoch keine Bewertungen
- Steel DesignsDokument4 SeitenSteel DesignsmithunNoch keine Bewertungen
- American Welding SocietyDokument4 SeitenAmerican Welding SocietyFs100% (1)
- Ador CWC Booklet WebDokument97 SeitenAdor CWC Booklet Webreeet87Noch keine Bewertungen
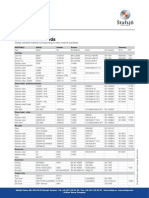
- Equivalent Materials GradeDokument2 SeitenEquivalent Materials GradeSatyamEng80% (5)
- Vertical Lift Gate PartsDokument2 SeitenVertical Lift Gate PartsDangol RupeshNoch keine Bewertungen
- Falcon MetalsDokument37 SeitenFalcon Metalschidambaram kasiNoch keine Bewertungen
- Chapter 7 - (Welded Connections)Dokument73 SeitenChapter 7 - (Welded Connections)TobiNoch keine Bewertungen
- JIS Material ReferenceDokument7 SeitenJIS Material ReferencehaharameshNoch keine Bewertungen
- Section 2 - Nikko Welding ConsumablesDokument9 SeitenSection 2 - Nikko Welding Consumablesangga franugrahaNoch keine Bewertungen
- Diamondspark - 52 - BC - C Tehnical DataDokument1 SeiteDiamondspark - 52 - BC - C Tehnical DataLuka DrascicNoch keine Bewertungen
- SAE Steel Grades: Steels and Other Iron-Carbon Alloy PhasesDokument10 SeitenSAE Steel Grades: Steels and Other Iron-Carbon Alloy PhasesCalcgen EngineeringNoch keine Bewertungen
- Indexpro List of Project Personnel For The Statutory Inspection of Oil Facilities in Naoc Land and Swamp AreasDokument11 SeitenIndexpro List of Project Personnel For The Statutory Inspection of Oil Facilities in Naoc Land and Swamp AreasEdo-Abasi EkereNoch keine Bewertungen
- 207 Joints in Steel ConstructionDokument243 Seiten207 Joints in Steel ConstructionOrhan Nuri IcmeliNoch keine Bewertungen
- K1137 E DatasheetDokument1 SeiteK1137 E DatasheetdevendraNoch keine Bewertungen
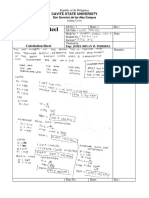
- Structural Steel Design: Cavite State UniversityDokument6 SeitenStructural Steel Design: Cavite State UniversityJhunel Ivan GoyenaNoch keine Bewertungen