Das könnte Ihnen auch gefallen
- Unidade 3 - Planejamento Da Capacidade de ProduçãoDokument15 SeitenUnidade 3 - Planejamento Da Capacidade de ProduçãoVitor Correa da SilvaNoch keine Bewertungen
- Gabarito Exercícios MPSMRPDokument21 SeitenGabarito Exercícios MPSMRPSamuelCruz100% (3)
- Capítulo 6.5 CUSTO PADRÃO OU STANDARDDokument45 SeitenCapítulo 6.5 CUSTO PADRÃO OU STANDARDLívia MirandaNoch keine Bewertungen
- Exercícios Adicionais Sobre Teoria Das RestriçõesDokument4 SeitenExercícios Adicionais Sobre Teoria Das RestriçõesAnna Caroline StemNoch keine Bewertungen
- QIC ERP BI v18Dokument8 SeitenQIC ERP BI v18SombeRNoch keine Bewertungen
- Lotes EconômicosDokument12 SeitenLotes EconômicosEDGCONSULTNoch keine Bewertungen
- Aula 9 - Aquisicao MRPDokument30 SeitenAula 9 - Aquisicao MRPhyan159Noch keine Bewertungen
- Gestoecontabilidadedecustos 110609084909 Phpapp01 PDFDokument128 SeitenGestoecontabilidadedecustos 110609084909 Phpapp01 PDFThiago NevesNoch keine Bewertungen
- Contabilidade - Custeio Por AbsorçãoDokument3 SeitenContabilidade - Custeio Por AbsorçãoContaconta100% (1)
- Questoes de CustosDokument77 SeitenQuestoes de CustosBsm PapiroBook0% (1)
- Aula 3 - Gestão de ArmazensDokument15 SeitenAula 3 - Gestão de ArmazensDúnia Tavares DuarteNoch keine Bewertungen
- Exercicio de MPS - Planejamento Mestre de ProducaoDokument5 SeitenExercicio de MPS - Planejamento Mestre de ProducaoAlanaSantanaNoch keine Bewertungen
- Prova Antiga EEDokument7 SeitenProva Antiga EESarah AFFONSO FERNANDESNoch keine Bewertungen
- Teoria Do ProdutorDokument16 SeitenTeoria Do ProdutorRicardo SerrãoNoch keine Bewertungen
- 127 Exercícios ResolvidosDokument87 Seiten127 Exercícios ResolvidosViviane Vianna GasqueNoch keine Bewertungen
- Lista Resoluo UFRNDokument4 SeitenLista Resoluo UFRNPhilipe MoraisNoch keine Bewertungen
- Teoria Sistema KanbanDokument45 SeitenTeoria Sistema KanbanFabrício ResendeNoch keine Bewertungen
- Adm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoDokument9 SeitenAdm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoFelipe ParaizoNoch keine Bewertungen
- Apostila de Logistica IIDokument29 SeitenApostila de Logistica IIPedro Gustavo FerreiraNoch keine Bewertungen
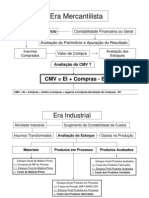
- CMV Ei + Compras - EfDokument13 SeitenCMV Ei + Compras - Efsimuladocontabil100% (1)
- Apresentação COMBINAÇÃO DOS FATORES DE PRODUÇÃO Economia PDFDokument6 SeitenApresentação COMBINAÇÃO DOS FATORES DE PRODUÇÃO Economia PDFLucas ShortNoch keine Bewertungen
- Exercícios de Gestão AdministrativaDokument35 SeitenExercícios de Gestão AdministrativaAntonio Rafae Marques Castro CastroNoch keine Bewertungen
- Planeamento e ProduçãoDokument21 SeitenPlaneamento e Produçãofelipe_rsoares0% (1)
- Orçamento de ProduçãoDokument11 SeitenOrçamento de ProduçãozeramentocontabilNoch keine Bewertungen
- Gestao de StocksDokument57 SeitenGestao de StocksErivaldo AlmeidaNoch keine Bewertungen
- Apontamentos Gestao de Operacoes Parte 2Dokument4 SeitenApontamentos Gestao de Operacoes Parte 2Stelio Cuinica100% (1)
- Métodos de Apuramento Dos Custos Dos Produtos FabricadosDokument20 SeitenMétodos de Apuramento Dos Custos Dos Produtos FabricadosXone TavaresNoch keine Bewertungen
- A Ciência Contabilística e A Contabilidade de CustosDokument33 SeitenA Ciência Contabilística e A Contabilidade de CustosSergio Alfredo Macore100% (1)
- Avaliativo A2 - IV STEPHANE BALLIN CARRERADokument13 SeitenAvaliativo A2 - IV STEPHANE BALLIN CARRERAStephane BallinNoch keine Bewertungen
- Estatistica Descritiva Até Pag 33Dokument33 SeitenEstatistica Descritiva Até Pag 33João SantosNoch keine Bewertungen
- Exemplos ..Dokument4 SeitenExemplos ..sddse100% (1)
- Exercício Avaliativo - Classificação de CustosDokument3 SeitenExercício Avaliativo - Classificação de CustosDarlan PereiraNoch keine Bewertungen
- Apuracao de Resultado e Regime de ContabilidadeDokument29 SeitenApuracao de Resultado e Regime de ContabilidadesescoopNoch keine Bewertungen
- Demonstrativos Financeiros Do Resultado Da Tegma Do 4t20Dokument81 SeitenDemonstrativos Financeiros Do Resultado Da Tegma Do 4t20Matheus RodriguesNoch keine Bewertungen
- Exercícios Martins (2010) DepartamentalizaçãoDokument7 SeitenExercícios Martins (2010) DepartamentalizaçãooidsaNoch keine Bewertungen
- Análise CVL - SlidesDokument28 SeitenAnálise CVL - Slideslucas miguelNoch keine Bewertungen
- Exerc. de Fixacaogec N. 2Dokument4 SeitenExerc. de Fixacaogec N. 2Felquer José Luís DiogoNoch keine Bewertungen
- Atividade Avaliativa Departamentalização ResolvidoDokument6 SeitenAtividade Avaliativa Departamentalização ResolvidoBárbara ReginaNoch keine Bewertungen
- CAN Exercicios 1 Sem 2016-2017Dokument33 SeitenCAN Exercicios 1 Sem 2016-2017Soares DECANONoch keine Bewertungen
- TrabalhoAvaliativo Custos2022 1Dokument2 SeitenTrabalhoAvaliativo Custos2022 1Emanuelle CabralNoch keine Bewertungen
- NP6110 - Apostila de Planejamento Da DemandaDokument44 SeitenNP6110 - Apostila de Planejamento Da Demandad-fbuser-57367563100% (1)
- Gabarito - Lista de Exercícios de Capacidade de MáquinaDokument7 SeitenGabarito - Lista de Exercícios de Capacidade de MáquinaRenato CavalcanteNoch keine Bewertungen
- Atividade 5Dokument2 SeitenAtividade 5Gabriel EzequielNoch keine Bewertungen
- Resumo - Orçamento Base ZeroDokument2 SeitenResumo - Orçamento Base ZeroBruno ZenkyNoch keine Bewertungen
- Introdução À Administração Da Produção e OperaçõesDokument14 SeitenIntrodução À Administração Da Produção e OperaçõesFelipe MaedaNoch keine Bewertungen
- Prova Custos 2023.2 - Prova CDokument7 SeitenProva Custos 2023.2 - Prova CEmanuel QuadrasNoch keine Bewertungen
- Lista A e B - PAP IntermediárioDokument4 SeitenLista A e B - PAP IntermediárioPatrícia BrandãoNoch keine Bewertungen
- Exerccios Balanceamento de Linha de MontagemDokument3 SeitenExerccios Balanceamento de Linha de MontagemevandirNoch keine Bewertungen
- Custo Conceito GeralDokument13 SeitenCusto Conceito GeralfelizNoch keine Bewertungen
- 2 - O Sistema Toyota de ProduçãoDokument9 Seiten2 - O Sistema Toyota de ProduçãoItamar MNoch keine Bewertungen
- Aula4-Plano Mestre Da ProduçãoDokument36 SeitenAula4-Plano Mestre Da ProduçãoIsabela AraujoNoch keine Bewertungen
- AML 09 Lotes EconômicosDokument7 SeitenAML 09 Lotes EconômicosKazuza EmersonNoch keine Bewertungen
- Implantação e Manutenção Do Sistema MRP IIDokument54 SeitenImplantação e Manutenção Do Sistema MRP IIdaniel_lecuona100% (1)
- Contabilidade de Custos 1Dokument94 SeitenContabilidade de Custos 1le_bsmNoch keine Bewertungen
- Métodos de custeio e formação de preços de venda para indústria pirotécnica: Estudo de caso da cidade de Santo Antônio do MonteVon EverandMétodos de custeio e formação de preços de venda para indústria pirotécnica: Estudo de caso da cidade de Santo Antônio do MonteNoch keine Bewertungen
- Custos Logísticos: estudos exploratório e de casoVon EverandCustos Logísticos: estudos exploratório e de casoNoch keine Bewertungen
- Consul Freezer CHB53EB Guia Rapido Versao DigitalDokument6 SeitenConsul Freezer CHB53EB Guia Rapido Versao Digitalgabriel rochNoch keine Bewertungen
- MOD1 - UA1 - Resistência Dos Materiais II - 00 - 03Dokument33 SeitenMOD1 - UA1 - Resistência Dos Materiais II - 00 - 03dukathanNoch keine Bewertungen
- Aula 2 SlidDokument7 SeitenAula 2 SlidDouglas Carvalho limaNoch keine Bewertungen
- Dds - Diálogo Diário de Saúde E SegurançaDokument33 SeitenDds - Diálogo Diário de Saúde E Segurançaalessandra.construtorarocaNoch keine Bewertungen
- Exercícios de GeografiaDokument21 SeitenExercícios de GeografiaSandro Gomes0% (1)
- O Impacto Do Corredor de Desenvolvimento Do Lobito Na Economia Nacional E RegionalDokument25 SeitenO Impacto Do Corredor de Desenvolvimento Do Lobito Na Economia Nacional E RegionalDinis UssengueNoch keine Bewertungen
- Dispositivos de Comando e SinalizaçãoDokument43 SeitenDispositivos de Comando e SinalizaçãoWalmir JuniorNoch keine Bewertungen
- Apostila Retentores PDFDokument24 SeitenApostila Retentores PDFLeandrodeLemos100% (1)
- Sortilégio Mistério Negro de ABDIAS DO NASCIMENTODokument30 SeitenSortilégio Mistério Negro de ABDIAS DO NASCIMENTOThiago EmanuelNoch keine Bewertungen
- Trabalho de Padrão de Qualidade AmbientalDokument168 SeitenTrabalho de Padrão de Qualidade AmbientalWagner Sousa Santos100% (1)
- Intermediário Ago - Ant FemininoDokument4 SeitenIntermediário Ago - Ant FemininoGabriel Bahia dos AnjosNoch keine Bewertungen
- Aleitamento MaternoDokument3 SeitenAleitamento Maternogabriela.marianoNoch keine Bewertungen
- Apostila de Higiene Ocupacional PDFDokument82 SeitenApostila de Higiene Ocupacional PDFRicardo Pires100% (1)
- Apresentação BC5150Dokument39 SeitenApresentação BC5150wisley santosNoch keine Bewertungen
- Manual Do Usuario Stringbox 02-19Dokument12 SeitenManual Do Usuario Stringbox 02-19Jean Lucas Giuliani OliveiraNoch keine Bewertungen
- Concreto Protendido - Notas de Aula PDFDokument56 SeitenConcreto Protendido - Notas de Aula PDFJosé Ricardo Ribeiro CarvalhoNoch keine Bewertungen
- Solucionário 4.2 PDFDokument32 SeitenSolucionário 4.2 PDFMatheus MonteiroNoch keine Bewertungen
- Apostila Catalise - 2014Dokument195 SeitenApostila Catalise - 2014Vitor RougemontNoch keine Bewertungen
- Economia Exercicios de MicroeconomiaDokument3 SeitenEconomia Exercicios de MicroeconomiaportabilidadeamurelNoch keine Bewertungen
- Tempos Verbais Atividade 2Dokument2 SeitenTempos Verbais Atividade 2andryellebatistaNoch keine Bewertungen
- Conserto Manutenção Reparo Módulo Injeção Eletrônica Veicular Curitiba-MinDokument20 SeitenConserto Manutenção Reparo Módulo Injeção Eletrônica Veicular Curitiba-MinLucianoFreitasNoch keine Bewertungen
- A Pura Verdade Sobre o NatalDokument11 SeitenA Pura Verdade Sobre o NatalfacescribdNoch keine Bewertungen
- CianobactériasDokument4 SeitenCianobactériasDaniel SerieiroNoch keine Bewertungen
- AMARAL, O. O Que Sabemos Sobre A Organização Dos Partidos PolíticosDokument22 SeitenAMARAL, O. O Que Sabemos Sobre A Organização Dos Partidos Políticospres1983Noch keine Bewertungen
- Extração de DnaDokument9 SeitenExtração de Dnaleandrotavares07Noch keine Bewertungen
- Versão 1 Grupo I: Baseado em Torniainen, S. Et Al. (2009) - Four Novel Mutations in The Lactase Gene (LCT) UnderlyingDokument6 SeitenVersão 1 Grupo I: Baseado em Torniainen, S. Et Al. (2009) - Four Novel Mutations in The Lactase Gene (LCT) Underlyingrui magalhaesNoch keine Bewertungen
- OmeprazolDokument3 SeitenOmeprazolAna Luísa100% (1)
- Química Vestibulando DigitalDokument216 SeitenQuímica Vestibulando DigitalKleber Rogério100% (1)
- EspectrosDokument15 SeitenEspectrosChantilly CanellyNoch keine Bewertungen
- A Industria Da PescaDokument25 SeitenA Industria Da PescavanessalbresNoch keine Bewertungen