Das könnte Ihnen auch gefallen
- Dosificación de mezclas para bloques de hormigónVon EverandDosificación de mezclas para bloques de hormigónNoch keine Bewertungen
- Carboguard 890 PDS 8-12 ES-LADokument2 SeitenCarboguard 890 PDS 8-12 ES-LARodrigoMorenoNoch keine Bewertungen
- Catalogo - Carbothane 134 HG Hoja de DatosDokument2 SeitenCatalogo - Carbothane 134 HG Hoja de DatosHector Luis MejiaNoch keine Bewertungen
- Carboguard 890 LT Glass Flake PDS 2-11 ES-LADokument2 SeitenCarboguard 890 LT Glass Flake PDS 2-11 ES-LAJosé SermeñoNoch keine Bewertungen
- Carboguard 890 & 890 LTDokument2 SeitenCarboguard 890 & 890 LTMary ArdilaNoch keine Bewertungen
- Carboguard 890 EF PDFDokument2 SeitenCarboguard 890 EF PDFjgzlzNoch keine Bewertungen
- Carbocrylic 3359 PDS 11-10 ES-LADokument2 SeitenCarbocrylic 3359 PDS 11-10 ES-LACarlos Andres Castillo100% (1)
- Carboguard 60 PDS 10-12 ES-LADokument2 SeitenCarboguard 60 PDS 10-12 ES-LAderlingNoch keine Bewertungen
- Carbothane 134 HS PDS 8-09 ES-LADokument2 SeitenCarbothane 134 HS PDS 8-09 ES-LARodrigoMorenoNoch keine Bewertungen
- S-09 Pintura de Acabado Dry FallDokument2 SeitenS-09 Pintura de Acabado Dry FallSergio RamirezNoch keine Bewertungen
- Carboguard 890 (Epoxico, Carboline)Dokument3 SeitenCarboguard 890 (Epoxico, Carboline)PimacaNoch keine Bewertungen
- Carboguard 893 PDS 10-09 ES-LADokument2 SeitenCarboguard 893 PDS 10-09 ES-LARodrigoMorenoNoch keine Bewertungen
- HT - Bonn - Enapol 750 HCRDokument2 SeitenHT - Bonn - Enapol 750 HCRSeida Rojas CabelloNoch keine Bewertungen
- Carbothane 134 HGDokument3 SeitenCarbothane 134 HGJMSMSNoch keine Bewertungen
- Carboguard 890 PDSDokument5 SeitenCarboguard 890 PDSDavid Josué ColqueNoch keine Bewertungen
- Pasa Curador AcDokument3 SeitenPasa Curador AcNTC Querétaro FACTURACIÓNNoch keine Bewertungen
- Tile Clad IiDokument3 SeitenTile Clad IiFranco Caceres Estrada100% (1)
- Carboguard 890 PDSDokument6 SeitenCarboguard 890 PDSDAVENoch keine Bewertungen
- HT - Colormax TexturadoDokument1 SeiteHT - Colormax TexturadoRafael Castillo PalaciosNoch keine Bewertungen
- Carbothane 133 HB ARDokument2 SeitenCarbothane 133 HB ARJuan Angel DechimaNoch keine Bewertungen
- F91 Kem Enamel 1Dokument3 SeitenF91 Kem Enamel 1Alfredo SeverianoNoch keine Bewertungen
- 3579 Primer DataDokument2 Seiten3579 Primer DataSeguridad BratiNoch keine Bewertungen
- Carboguard 890 PDSDokument5 SeitenCarboguard 890 PDSPablo SorokoumskyNoch keine Bewertungen
- Stop-Leak-CC650-TDS-ESP (1) (4)Dokument2 SeitenStop-Leak-CC650-TDS-ESP (1) (4)calidadconstrumasNoch keine Bewertungen
- HT - Bonn Esmalte para Balones de GasDokument2 SeitenHT - Bonn Esmalte para Balones de GasIonel GonzalesNoch keine Bewertungen
- Concresive 1490 PDFDokument3 SeitenConcresive 1490 PDFJunior Liza NeciosupNoch keine Bewertungen
- Carboguard 893 SGDokument2 SeitenCarboguard 893 SGRodrigoMorenoNoch keine Bewertungen
- HT - Bonn Mastic 850 (1)Dokument2 SeitenHT - Bonn Mastic 850 (1)corporaciontjserviciosNoch keine Bewertungen
- Carboguard 954 HB PDSDokument4 SeitenCarboguard 954 HB PDSrichard ortega villasmilNoch keine Bewertungen
- Estructural: Hoja de Información TécnicaDokument2 SeitenEstructural: Hoja de Información Técnicadanagui75Noch keine Bewertungen
- Mastertop GP 500Dokument3 SeitenMastertop GP 500Walter DiazNoch keine Bewertungen
- U 56 Comex IndDokument6 SeitenU 56 Comex IndAsociacion Mexicana para la Prevencion de las EnfermedadesNoch keine Bewertungen
- HT - Bonn Mastic 850_LT (1)Dokument2 SeitenHT - Bonn Mastic 850_LT (1)corporaciontjserviciosNoch keine Bewertungen
- BT Aluminio 29 SherwinDokument3 SeitenBT Aluminio 29 Sherwinchucho chuchoNoch keine Bewertungen
- Carbothane 133 HB PDS PDFDokument5 SeitenCarbothane 133 HB PDS PDFESTUDIOS ENESANoch keine Bewertungen
- BASF MasterSeal 554 - Ficha TécnicaDokument3 SeitenBASF MasterSeal 554 - Ficha TécnicaMARCO ANTONIO AYALA MARTINEZNoch keine Bewertungen
- Carboguard 890 PDSDokument6 SeitenCarboguard 890 PDSLuisCharrisNoch keine Bewertungen
- K25WJ0060 Kem Tone Blanco SatínDokument3 SeitenK25WJ0060 Kem Tone Blanco SatínSucursal TecnologicoNoch keine Bewertungen
- Cfe A29Dokument4 SeitenCfe A29francisco javier rubioNoch keine Bewertungen
- Amercoat 220Dokument2 SeitenAmercoat 220Almagesto QuenayaNoch keine Bewertungen
- BASF MasterInject 1700 - Ficha TécnicaDokument3 SeitenBASF MasterInject 1700 - Ficha TécnicaMARCO ANTONIO AYALA MARTINEZNoch keine Bewertungen
- Especificación Técnica de EpoxiDokument2 SeitenEspecificación Técnica de EpoximanuelNoch keine Bewertungen
- Interline 925Dokument4 SeitenInterline 925florhandalNoch keine Bewertungen
- Tds DTM Primario AcabadoDokument2 SeitenTds DTM Primario AcabadoAriadnaNoch keine Bewertungen
- Carbozinc 11 FGDokument2 SeitenCarbozinc 11 FGGustavo NietoNoch keine Bewertungen
- Silicotnizer Crack Filler Smooth Knife RC230 TDS ESPDokument2 SeitenSilicotnizer Crack Filler Smooth Knife RC230 TDS ESPRuboto BotoNoch keine Bewertungen
- VELMAR SECADO RAPIDO Esmalte rápidoDokument4 SeitenVELMAR SECADO RAPIDO Esmalte rápidoBackendNoch keine Bewertungen
- PER MEMBRANA curador económico concretoDokument2 SeitenPER MEMBRANA curador económico concretoLuz SandovalNoch keine Bewertungen
- HT - Bonn Mastic 850 ZNPDokument2 SeitenHT - Bonn Mastic 850 ZNPSamuel CuzmaNoch keine Bewertungen
- C64BJ0002 PAB 3 en 1 Negro MateDokument3 SeitenC64BJ0002 PAB 3 en 1 Negro MateSherwin-Williams Lazaro CardenasNoch keine Bewertungen
- LUX MASTIC 900 hoja técnica recubrimiento multiuso epoxi anticorrosivoDokument2 SeitenLUX MASTIC 900 hoja técnica recubrimiento multiuso epoxi anticorrosivoBenjamin Enmanuel Mango D0% (2)
- FLAME RETARDANT No 141Dokument6 SeitenFLAME RETARDANT No 141RAUL HERNANDEZNoch keine Bewertungen
- HojaTecnica-Primer Laca Base Agua para MaderaDokument2 SeitenHojaTecnica-Primer Laca Base Agua para Maderajaime alberto PiliaNoch keine Bewertungen
- HT - Lux Mastic 900Dokument2 SeitenHT - Lux Mastic 900Moises Abraham Vasques DiasNoch keine Bewertungen
- Bitumastic 300 M PDS 5-10 ES-LADokument2 SeitenBitumastic 300 M PDS 5-10 ES-LAderlingNoch keine Bewertungen
- Interline 850Dokument4 SeitenInterline 850florhandalNoch keine Bewertungen
- Al 10 Acabado AlquidalicoDokument4 SeitenAl 10 Acabado AlquidalicoEduardo CastilloNoch keine Bewertungen
- Carboguard 890 PDSDokument5 SeitenCarboguard 890 PDSCarlos Eliud Juarez ClementeNoch keine Bewertungen
- Carboguard 890 hoja de datos del producto epóxico resistente a químicosDokument5 SeitenCarboguard 890 hoja de datos del producto epóxico resistente a químicosyolaida100% (1)
- 2018 Gran Albina Reserva VivinoDokument7 Seiten2018 Gran Albina Reserva VivinokNdash5Noch keine Bewertungen
- Pablo TeiPro en VivinoDokument3 SeitenPablo TeiPro en VivinokNdash5Noch keine Bewertungen
- Tempranillo Blanco 2021: NivariusDokument6 SeitenTempranillo Blanco 2021: NivariuskNdash5Noch keine Bewertungen
- VALENCISO Rioja Rose VivinoDokument5 SeitenVALENCISO Rioja Rose VivinokNdash5Noch keine Bewertungen
- 2014 Lavia Origen VivinoDokument4 Seiten2014 Lavia Origen VivinokNdash5Noch keine Bewertungen
- 2018 Clos de Gat Har'El Cabernet Sauvignon VivinoDokument7 Seiten2018 Clos de Gat Har'El Cabernet Sauvignon VivinokNdash5Noch keine Bewertungen
- 2020 DAOU Cabernet Sauvignon VivinoDokument7 Seiten2020 DAOU Cabernet Sauvignon VivinokNdash5Noch keine Bewertungen
- 2019 Marqués de Griñon Cabernet Sauvignon VivinoDokument4 Seiten2019 Marqués de Griñon Cabernet Sauvignon VivinokNdash5Noch keine Bewertungen
- 2015 Celler Pasanau Finca La Planeta VivinoDokument5 Seiten2015 Celler Pasanau Finca La Planeta VivinokNdash5Noch keine Bewertungen
- 2015 Enate Cabernet VivinoDokument4 Seiten2015 Enate Cabernet VivinokNdash5Noch keine Bewertungen
- 2017 Mascota Vineyards Gran Mascota Cabernet Sauvignon VivinoDokument4 Seiten2017 Mascota Vineyards Gran Mascota Cabernet Sauvignon VivinokNdash5Noch keine Bewertungen
- 2019 Barahonda Summum Monastrell VivinoDokument7 Seiten2019 Barahonda Summum Monastrell VivinokNdash5Noch keine Bewertungen
- 2018 47 Anno Domini Le Argille Cabernet Di Cabernet VivinoDokument7 Seiten2018 47 Anno Domini Le Argille Cabernet Di Cabernet VivinokNdash5Noch keine Bewertungen
- 2018 Jordan Wines The Long Fuse Cabernet Sauvignon VivinoDokument5 Seiten2018 Jordan Wines The Long Fuse Cabernet Sauvignon VivinokNdash5Noch keine Bewertungen
- 2018 Château Deyrem Valentin Margaux VivinoDokument7 Seiten2018 Château Deyrem Valentin Margaux VivinokNdash5Noch keine Bewertungen
- 2017 Mas Vida Vida Nua VivinoDokument4 Seiten2017 Mas Vida Vida Nua VivinokNdash5Noch keine Bewertungen
- Carboguard HDDokument2 SeitenCarboguard HDkNdash5Noch keine Bewertungen
- El Mejor 25 Spanish Monastrell Vinos en España en Este MomentoDokument18 SeitenEl Mejor 25 Spanish Monastrell Vinos en España en Este MomentokNdash5Noch keine Bewertungen
- Vendimia Seleccionada 2017Dokument8 SeitenVendimia Seleccionada 2017kNdash5Noch keine Bewertungen
- Figura 5-4. Definir Portafolio: Entradas, Herramientas y Técnicas, y SalidasDokument20 SeitenFigura 5-4. Definir Portafolio: Entradas, Herramientas y Técnicas, y SalidaskNdash5Noch keine Bewertungen
- Carlos Estévez en VivinoDokument3 SeitenCarlos Estévez en VivinokNdash5Noch keine Bewertungen
- Viña Elchorro 2017Dokument6 SeitenViña Elchorro 2017kNdash5Noch keine Bewertungen
- Panorama de La Gestión de La Cartera Y Organización 2Dokument78 SeitenPanorama de La Gestión de La Cartera Y Organización 2kNdash5Noch keine Bewertungen
- PerdonDokument1 SeitePerdonkNdash5Noch keine Bewertungen
- Manual Instalación OPGWDokument39 SeitenManual Instalación OPGWvvillatoro100% (2)
- Sika WaterstopDokument5 SeitenSika WaterstopRoy Christian Coarita TintayaNoch keine Bewertungen
- TraducciónDokument98 SeitenTraducciónkNdash5Noch keine Bewertungen
- 1Dokument3 Seiten1kNdash5Noch keine Bewertungen
- A Fool With A Tool Is Still A Fool (Un Tonto Con Una Herramienta Es Todavía Tonto)Dokument1 SeiteA Fool With A Tool Is Still A Fool (Un Tonto Con Una Herramienta Es Todavía Tonto)kNdash5Noch keine Bewertungen
- Municipio Del Distrito Metropolitano de QuitoDokument43 SeitenMunicipio Del Distrito Metropolitano de QuitoElizabeth IngaNoch keine Bewertungen
- Informe de Análisis de Alimentos N°1Dokument8 SeitenInforme de Análisis de Alimentos N°1Daniel GordilloNoch keine Bewertungen
- Tarea2 Grupo 106017 18Dokument18 SeitenTarea2 Grupo 106017 18JULIETH PEDRAZANoch keine Bewertungen
- HT Air Mix 200Dokument2 SeitenHT Air Mix 200Daniel Andres Crisostomo CalderonNoch keine Bewertungen
- Clases de Refrigerantes INACAPDokument2 SeitenClases de Refrigerantes INACAPGian Andrés MarínNoch keine Bewertungen
- Procedimiento de Inspección Mediante Partículas MagnéticasDokument9 SeitenProcedimiento de Inspección Mediante Partículas MagnéticasAna QUISPENoch keine Bewertungen
- 5.2 Sustancias Quimicas Peligrosas y Vias de Incorporacion ToxicologicasDokument22 Seiten5.2 Sustancias Quimicas Peligrosas y Vias de Incorporacion Toxicologicasjose50% (4)
- Guia Lab N°6 Hidrocarburos Alifaticos Saturados e InsaturadosDokument16 SeitenGuia Lab N°6 Hidrocarburos Alifaticos Saturados e InsaturadosSilvana CcaritaNoch keine Bewertungen
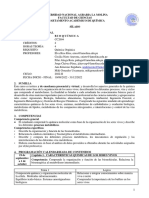
- Sílabo Bioquímica 2022-IIDokument5 SeitenSílabo Bioquímica 2022-IIGian Marco NUÑEZ SOTONoch keine Bewertungen
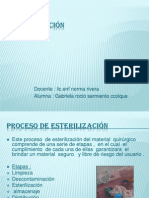
- Esterilización 40Dokument16 SeitenEsterilización 40Wrrcv RubinNoch keine Bewertungen
- Evaluacion Diplomado Itep Aqp Matpel - HazmatDokument3 SeitenEvaluacion Diplomado Itep Aqp Matpel - HazmatAlfredo SecceNoch keine Bewertungen
- LipidosDokument10 SeitenLipidosElizabeth Quispe FloresNoch keine Bewertungen
- Exámen Parcial de Química OrgánicaDokument5 SeitenExámen Parcial de Química OrgánicaEsthefany Lucia Tiquillahuanca ParraNoch keine Bewertungen
- Informe 1 Inversion de La SacarosaDokument20 SeitenInforme 1 Inversion de La SacarosaWilson AlmendrasNoch keine Bewertungen
- Procedimiento AlcalinidadDokument6 SeitenProcedimiento Alcalinidadcontabilidad tundamaNoch keine Bewertungen
- Presentación 4 - YnfDokument16 SeitenPresentación 4 - YnfIrai DuarteNoch keine Bewertungen
- Preinfo 2Dokument3 SeitenPreinfo 2Juan David Zambrano PerezNoch keine Bewertungen
- Inv. 3 Jesus MarquezDokument13 SeitenInv. 3 Jesus MarquezJesus Antonio Ramos MarquezNoch keine Bewertungen
- Grupo DirectorDokument2 SeitenGrupo DirectorCarlos RuizNoch keine Bewertungen
- Usos y Tipos de ExplosivosDokument12 SeitenUsos y Tipos de ExplosivosEstrellaH100% (1)
- Ejercicios RMDokument14 SeitenEjercicios RMAnny Mery100% (1)
- Simulación de Un Proceso Cíclico. BMDokument12 SeitenSimulación de Un Proceso Cíclico. BMZunildaNoch keine Bewertungen
- Resumen PB2Dokument78 SeitenResumen PB2Moises GarciaNoch keine Bewertungen
- Nomenclatura de Compuestos TernariosDokument9 SeitenNomenclatura de Compuestos TernariosCesar Guevara Cabrera100% (1)
- DetergentesDokument7 SeitenDetergentesSeñalar PSNoch keine Bewertungen
- Sintesis y Caracterización Del (MN (Acac) 3)Dokument4 SeitenSintesis y Caracterización Del (MN (Acac) 3)Cristian DelacruzNoch keine Bewertungen
- Technical Writing 2016 IIBCAUDODokument56 SeitenTechnical Writing 2016 IIBCAUDOPROCTORMEYERNoch keine Bewertungen
- Curva de CalentamientoDokument2 SeitenCurva de CalentamientoCamilo Botero OspinaNoch keine Bewertungen
- Minerales de AlteracionDokument25 SeitenMinerales de AlteracionDR ChaplinNoch keine Bewertungen
- Estados de Una Sustancia PuraDokument12 SeitenEstados de Una Sustancia PuraCuevas Solís ConcepciónNoch keine Bewertungen