Das könnte Ihnen auch gefallen
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDokument3 SeitenDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNoch keine Bewertungen
- WPS - Smaw - 2Dokument6 SeitenWPS - Smaw - 2Harkesh RajputNoch keine Bewertungen
- WQT - WPS 02Dokument33 SeitenWQT - WPS 02Gururaj P KundapurNoch keine Bewertungen
- WQT - WPS 01Dokument71 SeitenWQT - WPS 01Gururaj P Kundapur100% (1)
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Dokument1 SeiteWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNoch keine Bewertungen
- Welding Procedure Specification (WPS) : in The Outer TubeDokument1 SeiteWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNoch keine Bewertungen
- WPS PQR PDFDokument23 SeitenWPS PQR PDFtomj9104Noch keine Bewertungen
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDokument1 SeiteWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNoch keine Bewertungen
- WPS PQR PDFDokument23 SeitenWPS PQR PDFAhmad Daniel100% (1)
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDokument1 SeiteWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- WPS Pipe 08'' SHD 40 SMAW REV02Dokument2 SeitenWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNoch keine Bewertungen
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDokument1 SeiteWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345Noch keine Bewertungen
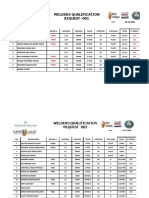
- Welders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJDokument3 SeitenWelders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJel_sharkawy2011Noch keine Bewertungen
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Dokument2 SeitenLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNoch keine Bewertungen
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDokument2 SeitenASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNoch keine Bewertungen
- WPQDokument1 SeiteWPQjuda823Noch keine Bewertungen
- Joints (Qw-402) DetailsDokument3 SeitenJoints (Qw-402) DetailsNaqqash SajidNoch keine Bewertungen
- Wps Pip Gtaw - ArabianDokument1 SeiteWps Pip Gtaw - ArabianIshack MohammedNoch keine Bewertungen
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDokument4 Seiten163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDokument1 SeiteD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Noch keine Bewertungen
- Sample of WQP/PQR/WQT ProgrammeDokument1 SeiteSample of WQP/PQR/WQT ProgrammeMorjhan MJNoch keine Bewertungen
- Name:Murat First Name (S) : WPQ N°: TUR-18-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDokument2 SeitenName:Murat First Name (S) : WPQ N°: TUR-18-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNoch keine Bewertungen
- P. WpsDokument14 SeitenP. WpsIsmiArdyNoch keine Bewertungen
- WOPQ Form English1Dokument2 SeitenWOPQ Form English1oaperuchenaNoch keine Bewertungen
- d1.1 Fcaw Unlimited Test Plate ConfigurationDokument77 Seitend1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- PQR Is7307Dokument1 SeitePQR Is7307Tridib Dey100% (1)
- WpsDokument2 SeitenWpssamer8saifNoch keine Bewertungen
- WPS PQR FormatsDokument22 SeitenWPS PQR Formatsmdharmaraj28Noch keine Bewertungen
- PQR Editable SampleDokument2 SeitenPQR Editable SampleKoya ThangalNoch keine Bewertungen
- NSH-DALM-JERP-WPS-11-P2 Rev.00Dokument10 SeitenNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNoch keine Bewertungen
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDokument5 SeitenWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNoch keine Bewertungen
- Procedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Dokument2 SeitenProcedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Walid BdeirNoch keine Bewertungen
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDokument3 SeitenWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNoch keine Bewertungen
- WPS 204 NewDokument6 SeitenWPS 204 Newarockiyathass100% (1)
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDokument9 Seiten2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNoch keine Bewertungen
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Dokument6 SeitenMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNoch keine Bewertungen
- WPS002 312Dokument2 SeitenWPS002 312proxywarNoch keine Bewertungen
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDokument4 Seiten170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- 2G +5GDokument1 Seite2G +5GRahul Moottolikandy0% (1)
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDokument1 SeitePQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarNoch keine Bewertungen
- Welding Proposed Pwps For Our Jubail WorkDokument2 SeitenWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPQ-1083 3G PDFDokument2 SeitenWPQ-1083 3G PDFduendex360100% (1)
- Gtaw 106Dokument2 SeitenGtaw 106ganeshkumarg_1Noch keine Bewertungen
- WPS PQR FormatDokument1 SeiteWPS PQR FormatJatin Kamdar100% (2)
- Welding Procedure Specification For GTAW & GMAWDokument4 SeitenWelding Procedure Specification For GTAW & GMAWanh thoNoch keine Bewertungen
- WPS - 020Dokument15 SeitenWPS - 020MAT-LION100% (2)
- Visual Inspection of Weld Joints Welding and NDTDokument7 SeitenVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Dokument2 SeitenWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNoch keine Bewertungen
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Dokument18 SeitenWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraNoch keine Bewertungen
- ASME 9 Multi Process Welding Procedures QW200Dokument2 SeitenASME 9 Multi Process Welding Procedures QW200Teodor EzaruNoch keine Bewertungen
- WPS AMC-0195 Rev 01Dokument3 SeitenWPS AMC-0195 Rev 01umer.shariff87Noch keine Bewertungen
- Dokumen - Tips Wqt-FormatDokument2 SeitenDokumen - Tips Wqt-FormatMr Pie100% (1)
- WPQT CertificateDokument104 SeitenWPQT CertificateMaged Lotfy Abdel-aal100% (2)
- Gtaw Smaw 6 Inch 6G CSDokument1 SeiteGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- Wps - Asme Ix - Gtaw - Plat SteDokument6 SeitenWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Iqtsz DK Uke% Vkwijs'Ku % Iqtkz La ( K% Ekmy % Vkwijs'Ku U %: Quality Check Points XQ - Kork PSD IokbzavlDokument1 SeiteIqtsz DK Uke% Vkwijs'Ku % Iqtkz La ( K% Ekmy % Vkwijs'Ku U %: Quality Check Points XQ - Kork PSD IokbzavlAjayNoch keine Bewertungen
- Welding Procedure SpecificationsDokument2 SeitenWelding Procedure SpecificationsIOT ISPRLNoch keine Bewertungen
- 7.14 CP14571 Blower PackageDokument29 Seiten7.14 CP14571 Blower PackageIsaias de la CruzNoch keine Bewertungen
- Pgcdc-40-003-089 Continuity and Insulation Resistance Test - 1660264288Dokument6 SeitenPgcdc-40-003-089 Continuity and Insulation Resistance Test - 1660264288Manuel DizonNoch keine Bewertungen
- Gpti Qicl J931 Mut 041Dokument3 SeitenGpti Qicl J931 Mut 041uselessinstaid52Noch keine Bewertungen
- BG - Chapter 12Dokument2 SeitenBG - Chapter 12Gururaj P KundapurNoch keine Bewertungen
- Vishal Pipe S Test CertificatesDokument24 SeitenVishal Pipe S Test CertificatesGururaj P KundapurNoch keine Bewertungen
- Ctod Test OffshoreDokument20 SeitenCtod Test OffshoreGururaj P KundapurNoch keine Bewertungen
- Ctod TestDokument20 SeitenCtod TestGururaj P KundapurNoch keine Bewertungen
- Chapter 6Dokument3 SeitenChapter 6Gururaj P KundapurNoch keine Bewertungen
- BG - Chapter 5Dokument1 SeiteBG - Chapter 5Gururaj P KundapurNoch keine Bewertungen
- Vol II of II - Technical VolDokument21 SeitenVol II of II - Technical VolGururaj P KundapurNoch keine Bewertungen
- 19.05 X 2.41 MTCDokument3 Seiten19.05 X 2.41 MTCGururaj P KundapurNoch keine Bewertungen
- THINK GAS WITNESS REPORT - Vishal PipesDokument10 SeitenTHINK GAS WITNESS REPORT - Vishal PipesGururaj P KundapurNoch keine Bewertungen
- Curriculum Vitae: Gururaj P KundapurDokument5 SeitenCurriculum Vitae: Gururaj P KundapurGururaj P KundapurNoch keine Bewertungen
- JP-12 - HDPE Duct Laying-Rev.0Dokument10 SeitenJP-12 - HDPE Duct Laying-Rev.0Gururaj P Kundapur100% (1)
- JHBDPL Project (Phase - Ii, Section - 2A) : Combined Daily Progress Report (Laying Works of Main Line & Spur Lines)Dokument2 SeitenJHBDPL Project (Phase - Ii, Section - 2A) : Combined Daily Progress Report (Laying Works of Main Line & Spur Lines)Gururaj P KundapurNoch keine Bewertungen
- Qap - Mdpe - 19-08-2021 - AwcDokument3 SeitenQap - Mdpe - 19-08-2021 - AwcGururaj P KundapurNoch keine Bewertungen
- JP-12 - HDPE Duct Laying-Rev.0Dokument9 SeitenJP-12 - HDPE Duct Laying-Rev.0Gururaj P KundapurNoch keine Bewertungen
- Ilovepdf MergedDokument4 SeitenIlovepdf MergedGururaj P KundapurNoch keine Bewertungen
- JP-12 - HDPE Duct Laying-Rev.0Dokument9 SeitenJP-12 - HDPE Duct Laying-Rev.0Gururaj P KundapurNoch keine Bewertungen
- Marching Chart JHBDPL, DAPL Section - II, ORISSA Region (118.23 To 206.59 KM)Dokument2 SeitenMarching Chart JHBDPL, DAPL Section - II, ORISSA Region (118.23 To 206.59 KM)Gururaj P Kundapur100% (1)
- Is1200 (Part2) 1974Dokument14 SeitenIs1200 (Part2) 1974Gururaj P KundapurNoch keine Bewertungen
- BGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Dokument48 SeitenBGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Gururaj P KundapurNoch keine Bewertungen
- Signed PQT - Field Joint CoatingDokument12 SeitenSigned PQT - Field Joint CoatingGururaj P Kundapur100% (1)
- Cebex 112 PDFDokument2 SeitenCebex 112 PDFGururaj P KundapurNoch keine Bewertungen
- Is1200 (Part1) 1992Dokument5 SeitenIs1200 (Part1) 1992Gururaj P KundapurNoch keine Bewertungen
- BGA-EnG-MATL-TS-0008 Materials of Construction Requirements Rev 01Dokument38 SeitenBGA-EnG-MATL-TS-0008 Materials of Construction Requirements Rev 01Gururaj P KundapurNoch keine Bewertungen
- BGA ENG MATL TS 0006 Cathodic Protection Rev 02aDokument26 SeitenBGA ENG MATL TS 0006 Cathodic Protection Rev 02aGururaj P KundapurNoch keine Bewertungen
- BG ST OPS OPS 043 Offshore Marine OperationsDokument34 SeitenBG ST OPS OPS 043 Offshore Marine OperationsGururaj P Kundapur100% (1)
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aDokument44 SeitenBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- Fittings SwagelokDokument16 SeitenFittings SwagelokFernando OlaveoNoch keine Bewertungen
- Surface Vehicle Recommended Practice: Issued OCT1999Dokument19 SeitenSurface Vehicle Recommended Practice: Issued OCT1999Eduardo100% (1)
- Observation of Defects in Cast Iron Castings by Surface AnalysisDokument19 SeitenObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- DIN en 10085 2001 Nitriding SteelsDokument27 SeitenDIN en 10085 2001 Nitriding SteelsjorgeNoch keine Bewertungen
- MIL-HDBK-756 Manufacture of Projectiles, Projectile Components, and Cartridge Cases For Artillery, Tank Main Armament, and Mortars PDFDokument147 SeitenMIL-HDBK-756 Manufacture of Projectiles, Projectile Components, and Cartridge Cases For Artillery, Tank Main Armament, and Mortars PDF劉永賢Noch keine Bewertungen
- Welding 304HDokument29 SeitenWelding 304Hclaude.bouillot3566Noch keine Bewertungen
- WPS & PQRDokument7 SeitenWPS & PQRRanjan KumarNoch keine Bewertungen
- Delta Mks (Zinc Flake) - Pea ProjectDokument32 SeitenDelta Mks (Zinc Flake) - Pea ProjectTAEWARAT RAKRUANGNoch keine Bewertungen
- Detailed Lesson Plan (Jor)Dokument6 SeitenDetailed Lesson Plan (Jor)Pebbles ParedesNoch keine Bewertungen
- Ions ChargeDokument1 SeiteIons Chargeshashankshukla676100% (1)
- 34 CR Mo 4Dokument2 Seiten34 CR Mo 4fsfunbNoch keine Bewertungen
- Usb 3100Dokument2 SeitenUsb 3100terenceNoch keine Bewertungen
- Journal of Alloys and Compounds: A. Yarmou Shamsabadi, R. Bakhtiari, G. Eisaabadi BDokument10 SeitenJournal of Alloys and Compounds: A. Yarmou Shamsabadi, R. Bakhtiari, G. Eisaabadi BJustin DixonNoch keine Bewertungen
- Febby Fauziah - Pengaruh Persentase Reduksi Terhadap Sifat Mekanik Dan Struktur Mikro FixDokument11 SeitenFebby Fauziah - Pengaruh Persentase Reduksi Terhadap Sifat Mekanik Dan Struktur Mikro FixAmmi AndamNoch keine Bewertungen
- DocumentDokument25 SeitenDocumentRodolfo GarciaNoch keine Bewertungen
- Gatting SystemDokument7 SeitenGatting SystemANIDHANoch keine Bewertungen
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Dokument3 SeitenAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzH100% (1)
- TABLE 6.1 General Characteristics of Bulk Deformation ProcessesDokument63 SeitenTABLE 6.1 General Characteristics of Bulk Deformation Processesharlow6winfield6adamNoch keine Bewertungen
- Is 1285 2002Dokument14 SeitenIs 1285 2002Eldho VargheseNoch keine Bewertungen
- Data Sheet-CF.S10Dokument1 SeiteData Sheet-CF.S10nicolasNoch keine Bewertungen
- Saph 440Dokument1 SeiteSaph 440rinkumax2003100% (1)
- DIN en 10270-1 - Engl - Januar 2012Dokument27 SeitenDIN en 10270-1 - Engl - Januar 2012Mesquita VictorNoch keine Bewertungen
- Tentative Calendar of Events INDOCOR 2017Dokument2 SeitenTentative Calendar of Events INDOCOR 2017Firlan MaulanaNoch keine Bewertungen
- Element Six Metalworking-BrochureDokument18 SeitenElement Six Metalworking-BrochureGuilherme TrettelNoch keine Bewertungen
- Titanium Grade 1 Vs Grade 2: ASTM B338/ASTM B337 Seamless and Welding TubingDokument4 SeitenTitanium Grade 1 Vs Grade 2: ASTM B338/ASTM B337 Seamless and Welding Tubingaman131Noch keine Bewertungen
- Material Science Objective QuestionsDokument44 SeitenMaterial Science Objective Questionspurushothamkr82% (45)
- GostDokument4 SeitenGostPinkuNoch keine Bewertungen
- Corrosion Resistant Enclosures HOFFMANDokument231 SeitenCorrosion Resistant Enclosures HOFFMANMario GuzmanNoch keine Bewertungen
- Section Guillotine: Title SawDokument4 SeitenSection Guillotine: Title SawIsabel TorresNoch keine Bewertungen