Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Drill Bit Size ChartDokument22 SeitenDrill Bit Size ChartahmedNoch keine Bewertungen
- ASGEpg187 PDFDokument3 SeitenASGEpg187 PDFbkprodhNoch keine Bewertungen
- SyncopeDokument105 SeitenSyncopeJohn DasNoch keine Bewertungen
- Grade Structure Revamping TemplateDokument1 SeiteGrade Structure Revamping TemplateahmedNoch keine Bewertungen
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDokument2 SeitenDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNoch keine Bewertungen
- Department OF Mechanical Engineering Technology: Materials Testing LaboratoryDokument2 SeitenDepartment OF Mechanical Engineering Technology: Materials Testing LaboratoryahmedNoch keine Bewertungen
- Assignment No. 4 BlankDokument15 SeitenAssignment No. 4 BlankahmedNoch keine Bewertungen
- Measuring Metal Strength (Tensile & Impact Strength)Dokument5 SeitenMeasuring Metal Strength (Tensile & Impact Strength)ahmedNoch keine Bewertungen
- Btus, CFMS, and Gges DemystifiedDokument2 SeitenBtus, CFMS, and Gges DemystifiedahmedNoch keine Bewertungen
- Grinding Wheel SpecificationsDokument2 SeitenGrinding Wheel SpecificationsahmedNoch keine Bewertungen
- Help Welding Calculation - WeldingDokument14 SeitenHelp Welding Calculation - Weldingahmed100% (1)
- Method of Calculating The Cooling Rate in HAZ During WeldingDokument6 SeitenMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNoch keine Bewertungen
- Why Is "Cold Cutting" Superior To Plasma Cutting?Dokument9 SeitenWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNoch keine Bewertungen
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDokument1 SeiteTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNoch keine Bewertungen
- UNCUNF Threads - SizeDokument1 SeiteUNCUNF Threads - SizeahmedNoch keine Bewertungen
- Deposition RateDokument4 SeitenDeposition Rateahmed100% (1)
- What Is Mild SteelDokument2 SeitenWhat Is Mild SteelahmedNoch keine Bewertungen
- Corrosion and RustDokument9 SeitenCorrosion and RustahmedNoch keine Bewertungen
- What Is Hsla SteelDokument4 SeitenWhat Is Hsla SteelahmedNoch keine Bewertungen
- The National Institute For Occupational Safety and Health (Niosh)Dokument1 SeiteThe National Institute For Occupational Safety and Health (Niosh)ahmedNoch keine Bewertungen
- Difference Between Pipe and Tube: ShapeDokument3 SeitenDifference Between Pipe and Tube: ShapeahmedNoch keine Bewertungen
- Equipment Operation: Safety GuidelinesDokument4 SeitenEquipment Operation: Safety GuidelinesahmedNoch keine Bewertungen
- Understanding Copper AlloysDokument1 SeiteUnderstanding Copper AlloysahmedNoch keine Bewertungen
- Curriculum Guide Ay 2021-2022: Dr. Gloria Lacson Foundation Colleges, IncDokument9 SeitenCurriculum Guide Ay 2021-2022: Dr. Gloria Lacson Foundation Colleges, IncJean Marie Itang GarciaNoch keine Bewertungen
- Forex Day Trading SystemDokument17 SeitenForex Day Trading SystemSocial Malik100% (1)
- SABRE MK-3 CFT Gel SpecDokument1 SeiteSABRE MK-3 CFT Gel Specseregio12Noch keine Bewertungen
- Introduction - Livspace - RenoDokument12 SeitenIntroduction - Livspace - RenoMêghnâ BîswâsNoch keine Bewertungen
- Project Formulation and Appraisalpdf PDFDokument12 SeitenProject Formulation and Appraisalpdf PDFabhijeet varadeNoch keine Bewertungen
- Trade MarkDokument2 SeitenTrade MarkRohit ThoratNoch keine Bewertungen
- Komunikasi Sebagai Piranti Kebijakan Bi: Materi SESMABI Mei 2020Dokument26 SeitenKomunikasi Sebagai Piranti Kebijakan Bi: Materi SESMABI Mei 2020syahriniNoch keine Bewertungen
- Epreuve Anglais EG@2022Dokument12 SeitenEpreuve Anglais EG@2022Tresor SokoudjouNoch keine Bewertungen
- Soil NailingDokument6 SeitenSoil Nailingvinodreddy146Noch keine Bewertungen
- Math Review CompilationDokument9 SeitenMath Review CompilationJessa Laika CastardoNoch keine Bewertungen
- Siemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsDokument2 SeitenSiemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsJuan Carlos CrespoNoch keine Bewertungen
- 07 GDL Web-Site 04 (2021-2022) For 15284Dokument2 Seiten07 GDL Web-Site 04 (2021-2022) For 15284ABCDNoch keine Bewertungen
- TraceDokument5 SeitenTraceNorma TellezNoch keine Bewertungen
- Numerical Modelling and Design of Electrical DevicesDokument69 SeitenNumerical Modelling and Design of Electrical Devicesfabrice mellantNoch keine Bewertungen
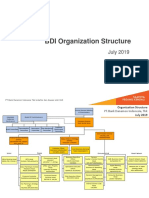
- Bank Danamon Organization ChartDokument4 SeitenBank Danamon Organization ChartFaisal Agus NugrahaNoch keine Bewertungen
- Assignment 4Dokument5 SeitenAssignment 4Hafiz AhmadNoch keine Bewertungen
- Business-Communication Solved MCQs (Set-3)Dokument8 SeitenBusiness-Communication Solved MCQs (Set-3)Pavan Sai Krishna KottiNoch keine Bewertungen
- BARUDokument53 SeitenBARUhueuaNoch keine Bewertungen
- Draft PDFDokument166 SeitenDraft PDFashwaq000111Noch keine Bewertungen
- Smart Protein Plant Based Food Sector Report 2Dokument199 SeitenSmart Protein Plant Based Food Sector Report 2campeon00magnatesNoch keine Bewertungen
- Ilocos Norte Youth Development Office Accomplishment Report 2Dokument17 SeitenIlocos Norte Youth Development Office Accomplishment Report 2Solsona Natl HS MaanantengNoch keine Bewertungen
- Top 100 Chemical CompaniesDokument11 SeitenTop 100 Chemical Companiestawhide_islamicNoch keine Bewertungen
- EVOM ManualDokument2 SeitenEVOM ManualHouston WhiteNoch keine Bewertungen
- Ecs h61h2-m12 Motherboard ManualDokument70 SeitenEcs h61h2-m12 Motherboard ManualsarokihNoch keine Bewertungen
- Guidelines For Prescription Drug Marketing in India-OPPIDokument23 SeitenGuidelines For Prescription Drug Marketing in India-OPPINeelesh Bhandari100% (2)
- Power Curbers, Inc. v. E. D. Etnyre & Co. and A. E. Finley & Associates, Inc., 298 F.2d 484, 4th Cir. (1962)Dokument18 SeitenPower Curbers, Inc. v. E. D. Etnyre & Co. and A. E. Finley & Associates, Inc., 298 F.2d 484, 4th Cir. (1962)Scribd Government DocsNoch keine Bewertungen
- Iaea Tecdoc 1092Dokument287 SeitenIaea Tecdoc 1092Andres AracenaNoch keine Bewertungen
- Angle Grinder Gws 7 100 06013880f0Dokument128 SeitenAngle Grinder Gws 7 100 06013880f0Kartik ParmeshwaranNoch keine Bewertungen
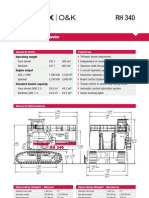
- Hydraulic Mining ExcavatorDokument8 SeitenHydraulic Mining Excavatorasditia_07100% (1)