Das könnte Ihnen auch gefallen
- AE5045 Lecture 3 - Function and Failure ConditionsDokument11 SeitenAE5045 Lecture 3 - Function and Failure ConditionsPrimadi Fajriansyah NawawiNoch keine Bewertungen
- Reliability and MaintainabilityDokument56 SeitenReliability and MaintainabilitybahreabdellaNoch keine Bewertungen
- Chapter 7-01 Reliability and MaintainabilityDokument30 SeitenChapter 7-01 Reliability and MaintainabilityMuket AgmasNoch keine Bewertungen
- What Is FRACASDokument6 SeitenWhat Is FRACASVennila RangithNoch keine Bewertungen
- MimDokument8 SeitenMimBiniam Nega100% (2)
- Failure Mode and Effect Analysis Applied To Power TransformersDokument6 SeitenFailure Mode and Effect Analysis Applied To Power Transformerscarlos patrickNoch keine Bewertungen
- CHAP V Notion of FailuresDokument5 SeitenCHAP V Notion of FailuresKasi FilsNoch keine Bewertungen
- Maintenance and Reliability: Iscussion UestionsDokument4 SeitenMaintenance and Reliability: Iscussion UestionsggleichgesinntenNoch keine Bewertungen
- TP1 TP2 TP3 Ranking Table PFMEA English 27-06-2019 2Dokument5 SeitenTP1 TP2 TP3 Ranking Table PFMEA English 27-06-2019 2白子健Noch keine Bewertungen
- FMEA Applications Machinery FMEA: Continued On Next PageDokument10 SeitenFMEA Applications Machinery FMEA: Continued On Next Pagenelson.rodriguezm6142100% (1)
- General Concept of Preventive MaintenanceDokument11 SeitenGeneral Concept of Preventive MaintenanceSayed NagyNoch keine Bewertungen
- Tablas FMEA AIAG VDA ManualDokument10 SeitenTablas FMEA AIAG VDA ManualDanielRiveraCNoch keine Bewertungen
- Maintenance and Reliability: Iscussion UestionsDokument4 SeitenMaintenance and Reliability: Iscussion UestionssebastianNoch keine Bewertungen
- ReliabilityDokument4 SeitenReliabilityFa ResNoch keine Bewertungen
- Design Failure Modes and Effect Analysis (DFMEA) of Braking System of An ATVDokument6 SeitenDesign Failure Modes and Effect Analysis (DFMEA) of Braking System of An ATVDe JanNoch keine Bewertungen
- Eliminating Single Points of Failure: Whitepa PerDokument12 SeitenEliminating Single Points of Failure: Whitepa Pergogo2021Noch keine Bewertungen
- Industrial Maintenance: EnglishDokument9 SeitenIndustrial Maintenance: EnglishHyacinthe OuedraogoNoch keine Bewertungen
- The Role of An Aircraft Maintenance Reliability Program - Sofema Aviation Servicessofema Aviation SeDokument2 SeitenThe Role of An Aircraft Maintenance Reliability Program - Sofema Aviation Servicessofema Aviation Sealiasgar.sodawalaNoch keine Bewertungen
- Examining RCM Vs TPMDokument16 SeitenExamining RCM Vs TPMcarrot123456Noch keine Bewertungen
- Reliability: Failure ModesDokument5 SeitenReliability: Failure ModesecdtcenterNoch keine Bewertungen
- Unit 9 Reliability, Availability and Maintainability ConceptsDokument10 SeitenUnit 9 Reliability, Availability and Maintainability ConceptsirasnaNoch keine Bewertungen
- Chapter 2Dokument34 SeitenChapter 2AmanuelNoch keine Bewertungen
- Chapter 2 Maintenance and EngineeringDokument14 SeitenChapter 2 Maintenance and EngineeringMuhammad Uzair KamaruddinNoch keine Bewertungen
- Applsci 10 06137Dokument16 SeitenApplsci 10 06137ramonenriqueNoch keine Bewertungen
- Reliability-Centered Maintenance Methodology and ADokument12 SeitenReliability-Centered Maintenance Methodology and AFa ResNoch keine Bewertungen
- The Effects of Aircraft Preventive MaintDokument8 SeitenThe Effects of Aircraft Preventive MaintSabi HaNoch keine Bewertungen
- Types of MaintenanceDokument6 SeitenTypes of MaintenancerahimuNoch keine Bewertungen
- Reliability-Is Probability That The System Will Perform A Function Without A Failure For A Specific TimeDokument5 SeitenReliability-Is Probability That The System Will Perform A Function Without A Failure For A Specific TimeLungelo HlongwaneNoch keine Bewertungen
- Maintain and Repair Industrial Electrical Machines and DrivesDokument24 SeitenMaintain and Repair Industrial Electrical Machines and DriveskibromNoch keine Bewertungen
- Fault Tolerance PDFDokument12 SeitenFault Tolerance PDFversineNoch keine Bewertungen
- Sk70sr-1es Shop ManualDokument1.012 SeitenSk70sr-1es Shop ManualPHÁT NGUYỄN THẾ100% (19)
- Substation Maintenance Optimization by Considering Ageing EquipmentDokument8 SeitenSubstation Maintenance Optimization by Considering Ageing EquipmentJawad AmjadNoch keine Bewertungen
- 2 - Reliability TheoryDokument27 Seiten2 - Reliability TheoryMasood AhmedNoch keine Bewertungen
- Seminario de Vibraciones PrufftechnikDokument114 SeitenSeminario de Vibraciones PrufftechnikOdlanier José MendozaNoch keine Bewertungen
- AI 910 Dependability Eval Comms Arch SW EvalDokument251 SeitenAI 910 Dependability Eval Comms Arch SW EvalRui SilvaNoch keine Bewertungen
- Flight Assurance Procedure: 1.0 PurposeDokument12 SeitenFlight Assurance Procedure: 1.0 PurposeSetyo HaryonoNoch keine Bewertungen
- TPMDokument85 SeitenTPManggaNoch keine Bewertungen
- RPN RankingsDokument5 SeitenRPN RankingsThế PhongNoch keine Bewertungen
- Glossary: Andon (J) Availability Failure Modes and Effects Analysis (FMEA)Dokument3 SeitenGlossary: Andon (J) Availability Failure Modes and Effects Analysis (FMEA)Juan Camilo MolanoNoch keine Bewertungen
- Ep 136 01 011014Dokument5 SeitenEp 136 01 011014STk KunNoch keine Bewertungen
- FMEA - 4th EditionsDokument3 SeitenFMEA - 4th Editionsmezal rdNoch keine Bewertungen
- LCC and OEEDokument4 SeitenLCC and OEESAURAV KUMARNoch keine Bewertungen
- Past Year Questions SMSDokument6 SeitenPast Year Questions SMShanina1176Noch keine Bewertungen
- لقطة شاشة ٢٠٢٠-٠٢-٢٤ في ١٢.٢١.١٨ مDokument44 Seitenلقطة شاشة ٢٠٢٠-٠٢-٢٤ في ١٢.٢١.١٨ مyousefaa17Noch keine Bewertungen
- John Moubray - Reliability-Centred Maintenance 2.1 PDFDokument220 SeitenJohn Moubray - Reliability-Centred Maintenance 2.1 PDFFachransjah Aliunir75% (4)
- Reliability-Centered-Maintenance-II-đã NénDokument219 SeitenReliability-Centered-Maintenance-II-đã NénNguyễn Duy KhangNoch keine Bewertungen
- 4.reliability Centered Maintenance IimoubrayDokument219 Seiten4.reliability Centered Maintenance IimoubrayMohamed Ali DridiNoch keine Bewertungen
- Unit 7Dokument37 SeitenUnit 7Vasudev SinghNoch keine Bewertungen
- Solution Manual Operation Management CH 17 PDF 150711192624 Lva1 App6892 PDFDokument5 SeitenSolution Manual Operation Management CH 17 PDF 150711192624 Lva1 App6892 PDFAmit100% (1)
- Design of Fault Injection Technique For Digital HDL ModelsDokument5 SeitenDesign of Fault Injection Technique For Digital HDL ModelsAKBNoch keine Bewertungen
- 7 FMEA NewDokument38 Seiten7 FMEA NewrakeshNoch keine Bewertungen
- W2 - Reliability ConceptsDokument14 SeitenW2 - Reliability ConceptsMahra AlfalasiNoch keine Bewertungen
- 02 - Maintenance MethodDokument32 Seiten02 - Maintenance MethodLaouali DJARIRINoch keine Bewertungen
- 9399 - Preventive Maintenance For Industrial ApplicationDokument6 Seiten9399 - Preventive Maintenance For Industrial ApplicationM Luthfi Al MudzakiNoch keine Bewertungen
- Software Management ControlDokument5 SeitenSoftware Management ControlganagalakshmiNoch keine Bewertungen
- Trend AnalysisDokument37 SeitenTrend AnalysisMUKESH TITARENoch keine Bewertungen
- Managing Human Error in Maintenance: Sandy DunnDokument10 SeitenManaging Human Error in Maintenance: Sandy Dunn757rustam100% (1)
- Sk85cs-7 (Na 2019) Shop ManualDokument1.770 SeitenSk85cs-7 (Na 2019) Shop Manualsonhacker97100% (1)
- A Survey On Fault Injection TechniquesDokument16 SeitenA Survey On Fault Injection TechniquesMustafamna Al SalamNoch keine Bewertungen
- Design of Hydraulic and Pneumatic Systems - QPDokument11 SeitenDesign of Hydraulic and Pneumatic Systems - QPKarthik SubramaniNoch keine Bewertungen
- PD5091-Product Lifecycle ManagementDokument8 SeitenPD5091-Product Lifecycle ManagementKarthik Subramani67% (3)
- Hydraulics and Pneumatics: Varun Pratap SinghDokument38 SeitenHydraulics and Pneumatics: Varun Pratap SinghKarthik SubramaniNoch keine Bewertungen
- Fracture Mechanics - 2nd Ed - Solution ManualDokument120 SeitenFracture Mechanics - 2nd Ed - Solution ManualMahesh Raja50% (2)
- DislocationMotion STR Recovery Ch7Dokument40 SeitenDislocationMotion STR Recovery Ch7Karthik SubramaniNoch keine Bewertungen
- Cs8383 Oops Lab ManualDokument81 SeitenCs8383 Oops Lab ManualKarthik Subramani83% (12)
- B.e.cseDokument107 SeitenB.e.cseSangeetha ShankaranNoch keine Bewertungen
- Experimental Investigation and Analysis A Mechanical Properties of Hybrid Polymer Composite PlatesDokument8 SeitenExperimental Investigation and Analysis A Mechanical Properties of Hybrid Polymer Composite PlatesKarthik SubramaniNoch keine Bewertungen
- Ch3 AxisymmDokument2 SeitenCh3 AxisymmKarthik SubramaniNoch keine Bewertungen
- Introduction To MaintenanceDokument77 SeitenIntroduction To MaintenanceKarthik SubramaniNoch keine Bewertungen
- Project Helmet UseDokument5 SeitenProject Helmet UseKarthik SubramaniNoch keine Bewertungen
- Building Services II,,Group 2a - Ventilation and Air Conditioning SystemsDokument10 SeitenBuilding Services II,,Group 2a - Ventilation and Air Conditioning SystemsnkosentshaNoch keine Bewertungen
- Geotechnical FormulasDokument15 SeitenGeotechnical FormulasDavid King100% (1)
- Mise en Forme Par Déformation Plastique 1 Special Processes of Forming TechnologyDokument16 SeitenMise en Forme Par Déformation Plastique 1 Special Processes of Forming TechnologyYessine OmraneNoch keine Bewertungen
- CDL Airbrakes Practice TestsDokument8 SeitenCDL Airbrakes Practice TestsLouis Mcleod0% (1)
- Viscous Fluid Flow ExamDokument2 SeitenViscous Fluid Flow ExamBibin Mathew JoseNoch keine Bewertungen
- IVOK Sensors - For Caterpillar Navistar Detroit DEEREDokument8 SeitenIVOK Sensors - For Caterpillar Navistar Detroit DEEREPeter SanjayaNoch keine Bewertungen
- SD22Dokument2 SeitenSD22It. jinyiNoch keine Bewertungen
- TAD1242GEDokument14 SeitenTAD1242GESIVARAMANJAGANATHANNoch keine Bewertungen
- Liao 2007 A Review of Fish Swimming Mechanics and Behaviour in Altered FlowsDokument21 SeitenLiao 2007 A Review of Fish Swimming Mechanics and Behaviour in Altered FlowsMarcos Paulo SoaresNoch keine Bewertungen
- HW07 PDFDokument117 SeitenHW07 PDFAndri OdeNoch keine Bewertungen
- JMEUT Volume 50 Issue 4 Pages 45-49Dokument5 SeitenJMEUT Volume 50 Issue 4 Pages 45-49Behi GhNoch keine Bewertungen
- Wiper & Washer PDFDokument27 SeitenWiper & Washer PDFtavi2meNoch keine Bewertungen
- Prelim Examination Set A Solutions PDFDokument6 SeitenPrelim Examination Set A Solutions PDFOxy GenNoch keine Bewertungen
- St. Clair: Allison "World" & "1000/2000/2400" TransmissionDokument65 SeitenSt. Clair: Allison "World" & "1000/2000/2400" TransmissionEinar PupoNoch keine Bewertungen
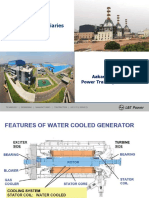
- Generator AuxiliariesDokument39 SeitenGenerator Auxiliariesharry2586Noch keine Bewertungen
- SN Report - Shola - B+G+12 - Mixed Use Building - Rev-00Dokument22 SeitenSN Report - Shola - B+G+12 - Mixed Use Building - Rev-00Nuhamin ZablonNoch keine Bewertungen
- Garrett SwimmingDokument30 SeitenGarrett SwimmingRam RamNoch keine Bewertungen
- Types of Pattern and Its ApplicationDokument24 SeitenTypes of Pattern and Its ApplicationMitul PatelNoch keine Bewertungen
- Date Sheet: The Punjab State Board of Technical Education & Industrial TrainingDokument40 SeitenDate Sheet: The Punjab State Board of Technical Education & Industrial TrainingInderNoch keine Bewertungen
- Chapter 1 - Internship ReportDokument5 SeitenChapter 1 - Internship ReportperminderlbwNoch keine Bewertungen
- Cable Tray Price ListDokument54 SeitenCable Tray Price ListSunil WadekarNoch keine Bewertungen
- Fxj225 Parts ListDokument48 SeitenFxj225 Parts Listtemp te,pNoch keine Bewertungen
- Ms Productline 2021 n09Dokument28 SeitenMs Productline 2021 n09Francisco NavasNoch keine Bewertungen
- Assignment Prosman 2020Dokument4 SeitenAssignment Prosman 2020HomeSweet HomeNoch keine Bewertungen
- Hardness TestDokument10 SeitenHardness Testanil chejara100% (1)
- An IDEX Water & Wastewater Business: Hydraulic & Mechanical Metering Pumps API 675Dokument8 SeitenAn IDEX Water & Wastewater Business: Hydraulic & Mechanical Metering Pumps API 675SabbirHasanNoch keine Bewertungen
- 2006 ToolHolders106Dokument88 Seiten2006 ToolHolders106Caffe Bar BazaNoch keine Bewertungen
- Dunkerque Project Sheet (Alstom and Standardkessel)Dokument2 SeitenDunkerque Project Sheet (Alstom and Standardkessel)peter34567100% (1)
- Dokumen - Tips Onshore Pipeline EngineeringpptDokument52 SeitenDokumen - Tips Onshore Pipeline Engineeringpptfxoption4057Noch keine Bewertungen
- FMC Hydraulic ActuatorsDokument2 SeitenFMC Hydraulic ActuatorsLuciano Fucello57% (7)