Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Titanium Sapphire Lasers HandoutDokument2 SeitenTitanium Sapphire Lasers HandoutAshford ThomNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- HCI634G1 Installation+Service+Maintenance ManualDokument8 SeitenHCI634G1 Installation+Service+Maintenance ManualdanyNoch keine Bewertungen
- Pronouns Lesson PlanDokument2 SeitenPronouns Lesson PlanAshford Thom100% (1)
- GU-611 - PDO Engineering Standands PDFDokument1 SeiteGU-611 - PDO Engineering Standands PDFSheik Ali (QA/QC Manager Coastal)Noch keine Bewertungen
- A Guidebook To Mechanism in Organic Chemistry - Peter Sykes PDFDokument424 SeitenA Guidebook To Mechanism in Organic Chemistry - Peter Sykes PDFSantosh Parvatikar90% (10)
- Lec 1 Properties and Handling of Particulate SolidsDokument95 SeitenLec 1 Properties and Handling of Particulate SolidsAli HasSsanNoch keine Bewertungen
- Fly The Maddog X Operations Manual Volume 1Dokument134 SeitenFly The Maddog X Operations Manual Volume 1midas33100% (2)
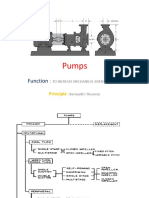
- Pump BasicsDokument118 SeitenPump BasicsVinod GuptaNoch keine Bewertungen
- Journal Article Natural CoagulantsDokument5 SeitenJournal Article Natural CoagulantsAshford ThomNoch keine Bewertungen
- Pws Technical Manual Section 6 Water Treatment Processes 63 Coagulation and FlocculationDokument3 SeitenPws Technical Manual Section 6 Water Treatment Processes 63 Coagulation and FlocculationAshford ThomNoch keine Bewertungen
- DBU Format For Preparation Powerpoint of DissertationDokument5 SeitenDBU Format For Preparation Powerpoint of DissertationAshford ThomNoch keine Bewertungen
- Practice Multiple Choice QuestionsDokument5 SeitenPractice Multiple Choice QuestionsAshford ThomNoch keine Bewertungen
- Friendly Society ConstitutionDokument15 SeitenFriendly Society ConstitutionAshford Thom100% (2)
- Agricultural Breeding BiotechnologyDokument1 SeiteAgricultural Breeding BiotechnologyAshford ThomNoch keine Bewertungen
- Finance Policy TemplateDokument1 SeiteFinance Policy TemplateAshford ThomNoch keine Bewertungen
- Fundamentals of Hardware and Software ITE100Dokument2 SeitenFundamentals of Hardware and Software ITE100Ashford ThomNoch keine Bewertungen
- NFPA 25 Form AES 5.4 ITM Electric Fire Pump Annual 2013 - 4 of 7Dokument1 SeiteNFPA 25 Form AES 5.4 ITM Electric Fire Pump Annual 2013 - 4 of 7Mark Louie GuintoNoch keine Bewertungen
- AC Spec SheetDokument3 SeitenAC Spec SheetRavi SoondurNoch keine Bewertungen
- ThermodynamicsDokument14 SeitenThermodynamicsRyan Trajano EspalmadoNoch keine Bewertungen
- Short Wave DiathermyDokument2 SeitenShort Wave DiathermyAkshat Singh100% (1)
- Parker Pneumatic Sensors PDFDokument25 SeitenParker Pneumatic Sensors PDFyouri59490Noch keine Bewertungen
- Cabluri Monofilare Fara Manta Unsheathed Single-Core Cables: Test Voltage: 3 KV, 50 HZ, 5 Minutes in WaterDokument2 SeitenCabluri Monofilare Fara Manta Unsheathed Single-Core Cables: Test Voltage: 3 KV, 50 HZ, 5 Minutes in WaterCirtiu SandaNoch keine Bewertungen
- Continuously Variable Transmission - CVTDokument18 SeitenContinuously Variable Transmission - CVTPratheep Srinivas100% (3)
- Deerfield, NH 2008 Updated Master PlanDokument305 SeitenDeerfield, NH 2008 Updated Master PlanForumNewsNoch keine Bewertungen
- Chapter 16 Design of Pumping StationsDokument20 SeitenChapter 16 Design of Pumping Stationsvipul gargNoch keine Bewertungen
- Yang-Mills Theory On The Light ConeDokument14 SeitenYang-Mills Theory On The Light Cones4suchiNoch keine Bewertungen
- EHVT Unit 1Dokument19 SeitenEHVT Unit 1SumanranuNoch keine Bewertungen
- Experiment 4: Friction Laboratory Report: Air Resistance Refers To The ForcesDokument6 SeitenExperiment 4: Friction Laboratory Report: Air Resistance Refers To The ForcesMan DejeloNoch keine Bewertungen
- Heat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidDokument31 SeitenHeat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidJoshua StrykrNoch keine Bewertungen
- Electricity 02 00033 v2Dokument17 SeitenElectricity 02 00033 v244-Vignesh V BedreNoch keine Bewertungen
- CS59201 DDokument4 SeitenCS59201 DJose M PeresNoch keine Bewertungen
- Training Manual Operations: July 1999-Rev.0Dokument110 SeitenTraining Manual Operations: July 1999-Rev.0FharishPutraNoch keine Bewertungen
- EXPERIMENT 7 Organic Chem LabDokument5 SeitenEXPERIMENT 7 Organic Chem LabRenz Roger Esteves BuendichoNoch keine Bewertungen
- Cummins 4btaDokument5 SeitenCummins 4btaYulius PurnamaNoch keine Bewertungen
- En D6T CatalogDokument20 SeitenEn D6T CatalogHeddy ErizalNoch keine Bewertungen
- The New Amarok. Not Just Tough, Smart.: Subject To Change Without Notice 01 October 2010 WWW - Amarok.co - ZaDokument20 SeitenThe New Amarok. Not Just Tough, Smart.: Subject To Change Without Notice 01 October 2010 WWW - Amarok.co - ZaNaza MhamadNoch keine Bewertungen
- A Level Chemistry SyllabusDokument105 SeitenA Level Chemistry SyllabusSyedZain1993Noch keine Bewertungen
- LM 358 IC: Component DiscriptionDokument15 SeitenLM 358 IC: Component DiscriptionLokesh RawatNoch keine Bewertungen
- EN 3P LIQUID LEVEL CONTROL RELAY MANUAL English PDFDokument5 SeitenEN 3P LIQUID LEVEL CONTROL RELAY MANUAL English PDFdio39saiNoch keine Bewertungen
- Engine Variable On Flame PropagationDokument10 SeitenEngine Variable On Flame PropagationDebarpan SahaNoch keine Bewertungen
- Erturk 2008 Smart Mater. Struct. 17 065016 PDFDokument15 SeitenErturk 2008 Smart Mater. Struct. 17 065016 PDFsuyNoch keine Bewertungen