Das könnte Ihnen auch gefallen
- The Iron Puddler My life in the rolling mills and what came of itVon EverandThe Iron Puddler My life in the rolling mills and what came of itNoch keine Bewertungen
- Lecture 04-CCT and TemperingDokument17 SeitenLecture 04-CCT and TemperingRudy Dwi PrasetyoNoch keine Bewertungen
- MP 1st Module NotesDokument39 SeitenMP 1st Module NotesKailas Sree ChandranNoch keine Bewertungen
- Casting 1Dokument64 SeitenCasting 1henokzewduNoch keine Bewertungen
- Casting (Metalworking) : Navigation SearchDokument26 SeitenCasting (Metalworking) : Navigation SearchDion Satya GuntaraNoch keine Bewertungen
- Effects of Alloying Elements in SteelDokument12 SeitenEffects of Alloying Elements in SteelyatheendravarmaNoch keine Bewertungen
- An Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessDokument16 SeitenAn Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessedpsousaNoch keine Bewertungen
- Permanent Mold Casting Module - 2BDokument107 SeitenPermanent Mold Casting Module - 2BZeeshan RafiqNoch keine Bewertungen
- Steel CoilDokument20 SeitenSteel CoilParimala SubramaniamNoch keine Bewertungen
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDokument5 SeitenA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BoseNoch keine Bewertungen
- Fatigue Failure Is Characterized by Three StagesDokument37 SeitenFatigue Failure Is Characterized by Three StagesRohit MunaNoch keine Bewertungen
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Dokument16 SeitenCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNoch keine Bewertungen
- A New Method For Roll Pass Design Optimi PDFDokument12 SeitenA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaNoch keine Bewertungen
- 53112-MT - Theory of Metal Cutting & Tool DesignDokument2 Seiten53112-MT - Theory of Metal Cutting & Tool Designhari0118Noch keine Bewertungen
- Vibration NotesDokument77 SeitenVibration NotesVipul AgrawalNoch keine Bewertungen
- A Systematic Procedure For The Design of A Cold Rolling MillDokument8 SeitenA Systematic Procedure For The Design of A Cold Rolling MillNatalie JenningsNoch keine Bewertungen
- Research and Design of Hydraulic AGC System Model of Cold Rolling MillDokument8 SeitenResearch and Design of Hydraulic AGC System Model of Cold Rolling MillOmid Behniya100% (1)
- Answers Should Be Written in QCAB Format Only.: InstructionsDokument70 SeitenAnswers Should Be Written in QCAB Format Only.: InstructionsSandeep PrajapatiNoch keine Bewertungen
- RollingDokument3 SeitenRollingAhmad AnwarNoch keine Bewertungen
- Ch-10 Grinding and FinishingDokument121 SeitenCh-10 Grinding and FinishingMANJEET KUMARNoch keine Bewertungen
- 15ME103-Materials Tech - Unit IIIDokument79 Seiten15ME103-Materials Tech - Unit IIIVedanth ArulvelNoch keine Bewertungen
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDokument7 Seiten6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadNoch keine Bewertungen
- Formula Sheet Thermodynamics Cengel PaDokument3 SeitenFormula Sheet Thermodynamics Cengel PaonatbrossNoch keine Bewertungen
- Heat TreatmentDokument21 SeitenHeat TreatmentChernet MerknehNoch keine Bewertungen
- Chapter 4 Metal CuttingDokument45 SeitenChapter 4 Metal Cuttingamr23Noch keine Bewertungen
- TOM NotesDokument224 SeitenTOM NotesGirish SapreNoch keine Bewertungen
- CVSRM PresentationDokument102 SeitenCVSRM Presentationrazen_inNoch keine Bewertungen
- Phase DiagramsDokument175 SeitenPhase DiagramsGUNJAN MUDGAL100% (1)
- Rolling Nov2011Dokument47 SeitenRolling Nov2011Navin LiverpoolNoch keine Bewertungen
- Cooling For Sand MouldDokument100 SeitenCooling For Sand Mouldqwerty0987666Noch keine Bewertungen
- Yield (Engineering) PDFDokument9 SeitenYield (Engineering) PDFariyosageNoch keine Bewertungen
- Unit 4steamturbine 160705174835Dokument48 SeitenUnit 4steamturbine 160705174835Ruby ShajiNoch keine Bewertungen
- Unit - Iii: Metal Forming ProcessesDokument63 SeitenUnit - Iii: Metal Forming ProcessesRohith RoNoch keine Bewertungen
- Course Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDokument21 SeitenCourse Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDinesh Killada50% (2)
- Machine DesignDokument64 SeitenMachine DesignmubafawNoch keine Bewertungen
- MoS AssignmentDokument3 SeitenMoS AssignmentRathnavel PonnuswamiNoch keine Bewertungen
- Production Engineering Lab VIII SemDokument24 SeitenProduction Engineering Lab VIII Semsunil kumawatNoch keine Bewertungen
- 7 Nptel CastingDokument26 Seiten7 Nptel CastingmayilsvhecNoch keine Bewertungen
- Bloom CasterDokument21 SeitenBloom CasterkalaiNoch keine Bewertungen
- IS 1852-1985 Rolling & CuttingTolerance For Hot Rolled Ste 1 - RDokument28 SeitenIS 1852-1985 Rolling & CuttingTolerance For Hot Rolled Ste 1 - RvaideehNoch keine Bewertungen
- Modelling and Control of A Hot Rolling MillDokument7 SeitenModelling and Control of A Hot Rolling MillHakanNoch keine Bewertungen
- Composite Structures: Dinesh Kumar, S.B. SinghDokument13 SeitenComposite Structures: Dinesh Kumar, S.B. Singhamit22141982Noch keine Bewertungen
- Vibration BySK MondalDokument25 SeitenVibration BySK MondalRahul KumarNoch keine Bewertungen
- Turbo Machine Introduction IITMDokument29 SeitenTurbo Machine Introduction IITMdndndnNoch keine Bewertungen
- Heat Treatment by Quenching - DiagramsDokument20 SeitenHeat Treatment by Quenching - Diagramssunilmathew4477Noch keine Bewertungen
- PDF 4 1 PDFDokument139 SeitenPDF 4 1 PDFMohammed Mohsen Tadulan TawfiqNoch keine Bewertungen
- Het Tretment by Sir IshaqDokument75 SeitenHet Tretment by Sir IshaqEngr. Aftab Ahmed Laghari100% (2)
- Casting 1 X 1 PDFDokument373 SeitenCasting 1 X 1 PDFSumit Suman100% (1)
- AbrasivesDokument49 SeitenAbrasivesfockewulNoch keine Bewertungen
- Proses Manufaktur - Fundamental of Metal FormingDokument35 SeitenProses Manufaktur - Fundamental of Metal FormingAnatolium IrgrandeNoch keine Bewertungen
- Unit 4 - Manufacturing Processes and FastnersDokument118 SeitenUnit 4 - Manufacturing Processes and FastnersManav JarialNoch keine Bewertungen
- Difference Between Fire Tube Boiler and Water Tube Boiler - Thermodyne Engineering SystemsDokument3 SeitenDifference Between Fire Tube Boiler and Water Tube Boiler - Thermodyne Engineering SystemsadanasporNoch keine Bewertungen
- G. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityDokument7 SeitenG. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityMadhusudhan ModemNoch keine Bewertungen
- Transportation Engineering GATE Short NotesDokument15 SeitenTransportation Engineering GATE Short NotesGaddam SudheerNoch keine Bewertungen
- HSM and CRM RollsDokument9 SeitenHSM and CRM Rollssatish_trivediNoch keine Bewertungen
- Stainless Steel Technical PresentationDokument23 SeitenStainless Steel Technical PresentationRavi Teja100% (1)
- 11 Introduction To Engineering MaterialsDokument20 Seiten11 Introduction To Engineering MaterialsomkardashetwarNoch keine Bewertungen
- TTT DiagramDokument31 SeitenTTT DiagramEducated SmugglerNoch keine Bewertungen
- TTT CurvesDokument4 SeitenTTT Curvesmanas310jntuhNoch keine Bewertungen
- IntroductionDokument53 SeitenIntroductionGUNJAN MUDGALNoch keine Bewertungen
- Structure of Materials: ME2200: Materials and DesignDokument142 SeitenStructure of Materials: ME2200: Materials and DesignGUNJAN MUDGALNoch keine Bewertungen
- Static Failure TheoriesDokument82 SeitenStatic Failure TheoriesGUNJAN MUDGAL100% (2)
- Tutorial3 ME2200Dokument2 SeitenTutorial3 ME2200GUNJAN MUDGALNoch keine Bewertungen
- Phase DiagramsDokument175 SeitenPhase DiagramsGUNJAN MUDGAL100% (1)
- Tutorial 2Dokument1 SeiteTutorial 2GUNJAN MUDGALNoch keine Bewertungen
- ME2100 Applied Thermal EngDokument1 SeiteME2100 Applied Thermal EngGUNJAN MUDGALNoch keine Bewertungen
- ME2300: Manufacturing Processes Jan-May 2018Dokument69 SeitenME2300: Manufacturing Processes Jan-May 2018GUNJAN MUDGALNoch keine Bewertungen
- Inter Atomic BondingDokument20 SeitenInter Atomic BondingGUNJAN MUDGALNoch keine Bewertungen
- Tut 1Dokument2 SeitenTut 1GUNJAN MUDGALNoch keine Bewertungen
- Tut 2Dokument2 SeitenTut 2GUNJAN MUDGALNoch keine Bewertungen
- ME2100 Steam R134a Air TablesDokument11 SeitenME2100 Steam R134a Air TablesGUNJAN MUDGALNoch keine Bewertungen
- New Doc 2018-04-26Dokument1 SeiteNew Doc 2018-04-26GUNJAN MUDGALNoch keine Bewertungen
- DD CurriculumDokument38 SeitenDD CurriculumGUNJAN MUDGALNoch keine Bewertungen
- Kobelco Flux Coated Wires 2009Dokument28 SeitenKobelco Flux Coated Wires 2009Uthanmalliah NagarajanNoch keine Bewertungen
- Isomerism 3Dokument25 SeitenIsomerism 3Sudipto OraonNoch keine Bewertungen
- BSI Standards Publication: Welding - Recommendation For Welding of Metallic MaterialsDokument44 SeitenBSI Standards Publication: Welding - Recommendation For Welding of Metallic MaterialsAli MojtabaeiNoch keine Bewertungen
- Electrical-engineering-syllabus-R-2022 C - Mumbai-UniversityDokument57 SeitenElectrical-engineering-syllabus-R-2022 C - Mumbai-UniversitySayali ParabNoch keine Bewertungen
- 10X Trig Test ReviewDokument7 Seiten10X Trig Test ReviewSeo Young YOONNoch keine Bewertungen
- DS Servo Motor ACM604V60-01-2500 enDokument3 SeitenDS Servo Motor ACM604V60-01-2500 enRafael Morais MachadoNoch keine Bewertungen
- GAOTek SFP 202 PDFDokument7 SeitenGAOTek SFP 202 PDFইমরানুল শহীদ আলভীNoch keine Bewertungen
- Improved Stopband Performance in Ceramic Waveguide Filters Using Step Impedance and Step Width ResonatorsDokument3 SeitenImproved Stopband Performance in Ceramic Waveguide Filters Using Step Impedance and Step Width ResonatorsWaleed SethiNoch keine Bewertungen
- Data Sheet 6ED1052-1HB08-0BA1: DisplayDokument2 SeitenData Sheet 6ED1052-1HB08-0BA1: DisplayRuddy MariusNoch keine Bewertungen
- Pullout Strength Models For FRP AnchorsDokument9 SeitenPullout Strength Models For FRP AnchorsJULIO VAZQUEZNoch keine Bewertungen
- Assignment IDokument5 SeitenAssignment IPrasenjit DeyNoch keine Bewertungen
- PHD Thesis On Friction Stir WeldingDokument8 SeitenPHD Thesis On Friction Stir Weldingdnnsgccc100% (1)
- Hobart Handler 175 Wire Feed Problem OkDokument5 SeitenHobart Handler 175 Wire Feed Problem OkSaif KhanNoch keine Bewertungen
- 123 - Murad PDFDokument3 Seiten123 - Murad PDFArjunBanerjeeNoch keine Bewertungen
- Hitachi Oil-Flooded Screw CompressorsDokument11 SeitenHitachi Oil-Flooded Screw CompressorsBui Hoang DucNoch keine Bewertungen
- TEST Y9 Measurng Density Motion 2023Dokument2 SeitenTEST Y9 Measurng Density Motion 2023josefinarNoch keine Bewertungen
- Signal Lab Report 2Dokument7 SeitenSignal Lab Report 2Ng Ming FengNoch keine Bewertungen
- Material Selection and Design For Delivery Drone PropellersDokument6 SeitenMaterial Selection and Design For Delivery Drone PropellersRicardo DíazNoch keine Bewertungen
- Compact NSX DC PVDokument40 SeitenCompact NSX DC PVJabir QuadriNoch keine Bewertungen
- SCH 201 - Chemical ThermodynamicsDokument3 SeitenSCH 201 - Chemical Thermodynamicsjipson olooNoch keine Bewertungen
- Topic 2.1 - MotionDokument88 SeitenTopic 2.1 - MotionAnton MetsgerNoch keine Bewertungen
- Binomial Array: Department of Electronics and Communication EngineeringDokument6 SeitenBinomial Array: Department of Electronics and Communication EngineeringKavitha A K100% (1)
- DH-65-65L S2 Instruction Manual - Eng v04.2 (2017.11.20) PDFDokument167 SeitenDH-65-65L S2 Instruction Manual - Eng v04.2 (2017.11.20) PDFlotaphatech67% (6)
- BCC M324-0000-10-003-VX44T2-050 Ordercode: BCC059Y: Single-Ended CordsetsDokument2 SeitenBCC M324-0000-10-003-VX44T2-050 Ordercode: BCC059Y: Single-Ended Cordsetsarnal18Noch keine Bewertungen
- Universe Formation and Birth of StarDokument3 SeitenUniverse Formation and Birth of StarcollegeschoolfilesmjNoch keine Bewertungen
- LV Circuit Breaker Application GuideDokument60 SeitenLV Circuit Breaker Application GuideMoses KabuyeNoch keine Bewertungen
- Physics 1Dokument3 SeitenPhysics 1Jeko Betguen PalangiNoch keine Bewertungen
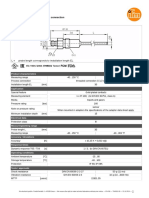
- Temperature Sensor With Process Connection: L Probe Length Corresponds To Installation Length ELDokument2 SeitenTemperature Sensor With Process Connection: L Probe Length Corresponds To Installation Length ELImad YahyaNoch keine Bewertungen
- Electrical Transmission Is The Process of DeliveringDokument2 SeitenElectrical Transmission Is The Process of DeliveringGray Fox GarcíaNoch keine Bewertungen
- Module 1Dokument100 SeitenModule 1Reyven Recon100% (1)