Das könnte Ihnen auch gefallen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- ASTM E140 Hardness Conversion Tables PDFDokument22 SeitenASTM E140 Hardness Conversion Tables PDFndt_inspectorNoch keine Bewertungen
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Astm e 1390Dokument3 SeitenAstm e 1390Mohamed100% (1)
- Astm e 1390Dokument3 SeitenAstm e 1390Mohamed100% (1)
- Coal, Types of Coal, Analysis of CoalDokument4 SeitenCoal, Types of Coal, Analysis of CoalSaad AhmedNoch keine Bewertungen
- ASTM E747 (2010) IQI SpecificationDokument15 SeitenASTM E747 (2010) IQI Specificationndt_inspectorNoch keine Bewertungen
- Astm A1035 A1035m-09Dokument5 SeitenAstm A1035 A1035m-09Manuel IbarraNoch keine Bewertungen
- Astm A 992 - A 992MDokument3 SeitenAstm A 992 - A 992MAie B SerranoNoch keine Bewertungen
- E1254-98 Film StorageDokument3 SeitenE1254-98 Film Storageaakash100% (3)
- A Guide to Ship Repair Estimates in Man-hoursVon EverandA Guide to Ship Repair Estimates in Man-hoursBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Astm A615 - 2018Dokument8 SeitenAstm A615 - 2018Franco Vasquez Herrera75% (4)
- Additional Requirements For Special Criteria Pressure VesselsDokument15 SeitenAdditional Requirements For Special Criteria Pressure Vesselsbenedicto soto mestanza100% (1)
- Sae Ams-Qq-A-250-4a-2010Dokument8 SeitenSae Ams-Qq-A-250-4a-2010vinicius_bacellar100% (2)
- As 1692-2006 +A1 Steel Tanks For Flammable and Combustable LiquidsDokument29 SeitenAs 1692-2006 +A1 Steel Tanks For Flammable and Combustable LiquidsShanfan LuoNoch keine Bewertungen
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDokument4 SeitenPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongNoch keine Bewertungen
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDokument8 SeitenDeformed and Plain Carbon-Steel Bars For Concrete Reinforcementzendaoui amineNoch keine Bewertungen
- Flanged Joints, Gaskets, and Bolting: ScopeDokument20 SeitenFlanged Joints, Gaskets, and Bolting: Scopebenedicto soto mestanzaNoch keine Bewertungen
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDokument8 SeitenDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementmameniqNoch keine Bewertungen
- A181A181MDokument3 SeitenA181A181Mrgi178Noch keine Bewertungen
- ASTM A453 Grade 660 - Class A/B/C/D PDF Edition 2017Dokument7 SeitenASTM A453 Grade 660 - Class A/B/C/D PDF Edition 2017ASTM A453 Grade 660 TorqboltNoch keine Bewertungen
- Quarter 2: Week 11 Lo 3. Handle Materials and Equipment TLE-AFAC10CW-11a-e-3Dokument16 SeitenQuarter 2: Week 11 Lo 3. Handle Materials and Equipment TLE-AFAC10CW-11a-e-3Romeo Jr Vicente Ramirez100% (5)
- Code of Safe Working Practices for Merchant Seafarers Consolidated 2015 edition, including amendments 1-7Von EverandCode of Safe Working Practices for Merchant Seafarers Consolidated 2015 edition, including amendments 1-7Noch keine Bewertungen
- TBN QMS-000495 Corrosion and Scratches On Torque Tubes - Rev ADokument3 SeitenTBN QMS-000495 Corrosion and Scratches On Torque Tubes - Rev Asamwel kariukiNoch keine Bewertungen
- Astm A515Dokument4 SeitenAstm A515Pierre PapeenNoch keine Bewertungen
- ASTM E1476 (2010) PMI Material Sorting GuideDokument14 SeitenASTM E1476 (2010) PMI Material Sorting Guidendt_inspector100% (1)
- Miscellaneous Treatment MethodsDokument25 SeitenMiscellaneous Treatment Methodsjong LacNoch keine Bewertungen
- Ageing Phenomena of CelluloseDokument9 SeitenAgeing Phenomena of CellulosedchyNoch keine Bewertungen
- 2 B 02 Al59 Cond Equiv Zebra MooseDokument28 Seiten2 B 02 Al59 Cond Equiv Zebra MoosevgovaNoch keine Bewertungen
- 2011 Exam GeotechnicalDokument9 Seiten2011 Exam GeotechnicalAhmed AwadallaNoch keine Bewertungen
- A 615 - A 615M - 15aDokument8 SeitenA 615 - A 615M - 15aMARIO GERMAN GOMEZ OSPINANoch keine Bewertungen
- Reflow Soldering: Apparatus and Heat Transfer ProcessesVon EverandReflow Soldering: Apparatus and Heat Transfer ProcessesNoch keine Bewertungen
- A615 A615M 16 Standard SpeciDokument8 SeitenA615 A615M 16 Standard SpeciTimoNoch keine Bewertungen
- ASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFDokument12 SeitenASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFndt_inspectorNoch keine Bewertungen
- ASTM A1063 / A1063M - 11aDokument4 SeitenASTM A1063 / A1063M - 11avargas35Noch keine Bewertungen
- Sa 537Dokument6 SeitenSa 537Mauricio Carestia100% (1)
- ASTM E 1104 Measurement of Focal SpotDokument8 SeitenASTM E 1104 Measurement of Focal Spotndt_inspectorNoch keine Bewertungen
- A615A615M Vbyv3593Dokument8 SeitenA615A615M Vbyv3593Aris ComilangNoch keine Bewertungen
- Astm A0540 A0540mDokument8 SeitenAstm A0540 A0540mndt_inspectorNoch keine Bewertungen
- ASTM A615M - 16 - Standard Specification For Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDokument8 SeitenASTM A615M - 16 - Standard Specification For Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementLuis QuispeNoch keine Bewertungen
- Astm A706 A706m 22Dokument4 SeitenAstm A706 A706m 22alvaradolu85Noch keine Bewertungen
- Astm A615 A615m 20Dokument4 SeitenAstm A615 A615m 20arieNoch keine Bewertungen
- Tin Mill Products, Electrolytic Tin Plate, Single Reduced: Standard Specification ForDokument5 SeitenTin Mill Products, Electrolytic Tin Plate, Single Reduced: Standard Specification Forist93993Noch keine Bewertungen
- Designation A516 A516M 10 PDFDokument4 SeitenDesignation A516 A516M 10 PDFSiddharth GuptaNoch keine Bewertungen
- High-Strength Low-Alloy Structural Steel: Standard Specification ForDokument3 SeitenHigh-Strength Low-Alloy Structural Steel: Standard Specification ForCarlos CmbbNoch keine Bewertungen
- Pressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceDokument3 SeitenPressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceStanley HallNoch keine Bewertungen
- A724a724m-09 (2018) 1.04 PDFDokument2 SeitenA724a724m-09 (2018) 1.04 PDFist93993Noch keine Bewertungen
- ASTM-A351-A351M-18Dokument4 SeitenASTM-A351-A351M-18Milady OyuelaNoch keine Bewertungen
- Astm A181Dokument3 SeitenAstm A181migaspro energiaNoch keine Bewertungen
- Steel Wire, Plain, For Concrete ReinforcementDokument7 SeitenSteel Wire, Plain, For Concrete ReinforcementCPA BTKNoch keine Bewertungen
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDokument8 SeitenDeformed and Plain Carbon-Steel Bars For Concrete Reinforcementahmad najiNoch keine Bewertungen
- ASTM-A744-A744M-21Dokument5 SeitenASTM-A744-A744M-21Milady OyuelaNoch keine Bewertungen
- Using Hand Micrometers To Measure The Thickness of Uncoated Steel Sheet and Nonmetallic and Metallic-Coated Steel SheetDokument4 SeitenUsing Hand Micrometers To Measure The Thickness of Uncoated Steel Sheet and Nonmetallic and Metallic-Coated Steel SheetDanZel Dan100% (1)
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDokument8 SeitenDeformed and Plain Carbon-Steel Bars For Concrete Reinforcementsaiful islamNoch keine Bewertungen
- Steel Bars, Carbon, Merchant Quality, Mechanical Properties: Standard Specification ForDokument4 SeitenSteel Bars, Carbon, Merchant Quality, Mechanical Properties: Standard Specification ForandresNoch keine Bewertungen
- Astm A0490Dokument7 SeitenAstm A0490ndt_inspectorNoch keine Bewertungen
- MSEDCL technical specs for AA ACSR conductorsDokument7 SeitenMSEDCL technical specs for AA ACSR conductorskamarajinNoch keine Bewertungen
- High-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForDokument4 SeitenHigh-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForHeriberto Yau BNoch keine Bewertungen
- ASTM A283 A283M 18 - PreDokument2 SeitenASTM A283 A283M 18 - Prebruno.abuafNoch keine Bewertungen
- Zirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationDokument6 SeitenZirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationSrinivasan KrishnamoorthyNoch keine Bewertungen
- B932-2004 (2010)Dokument3 SeitenB932-2004 (2010)Srinivasan KrishnamoorthyNoch keine Bewertungen
- Astm A537 - A537m-13 (R2019)Dokument3 SeitenAstm A537 - A537m-13 (R2019)1965karanfil6Noch keine Bewertungen
- 11Dokument5 Seiten11MOHAMEDNoch keine Bewertungen
- 03.ASTM A572-15 - Eqv. A709Gr50Dokument4 Seiten03.ASTM A572-15 - Eqv. A709Gr50Mauricio_Vera_525950% (2)
- A204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDokument3 SeitenA204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDiego Egoávil MéndezNoch keine Bewertungen
- A 822 - 90 r00 Qtgymi9bodiyts1sruqDokument5 SeitenA 822 - 90 r00 Qtgymi9bodiyts1sruqsachinguptachdNoch keine Bewertungen
- Tin Mill Products, Black Plate, Double Reduced: Standard Specification ForDokument2 SeitenTin Mill Products, Black Plate, Double Reduced: Standard Specification Forist93993Noch keine Bewertungen
- Astm A0194 A0194mDokument12 SeitenAstm A0194 A0194mndt_inspectorNoch keine Bewertungen
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDokument4 SeitenPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceRodolfoNoch keine Bewertungen
- TR1969 - Ver.2.01 - Requirements For Bending and Flaring of PipingDokument13 SeitenTR1969 - Ver.2.01 - Requirements For Bending and Flaring of PipingmusNoch keine Bewertungen
- Subject Index: Subject Interpretation File No. Page NoDokument12 SeitenSubject Index: Subject Interpretation File No. Page Nondt_inspectorNoch keine Bewertungen
- ASTZM E1476-97 Metals Sorting Guide PDFDokument12 SeitenASTZM E1476-97 Metals Sorting Guide PDFKewell LimNoch keine Bewertungen
- Guide Specification For Coating Systems With Inorganic Zinc-Rich PrimeDokument2 SeitenGuide Specification For Coating Systems With Inorganic Zinc-Rich Primendt_inspectorNoch keine Bewertungen
- Guide Specification For Coating SystemsDokument26 SeitenGuide Specification For Coating SystemsAnbalagan RavichandranNoch keine Bewertungen
- Division 2 Rules For Inspection and Testing of Components of Gas-Cooled PlantsDokument2 SeitenDivision 2 Rules For Inspection and Testing of Components of Gas-Cooled Plantsndt_inspectorNoch keine Bewertungen
- AstmDokument4 SeitenAstmndt_inspectorNoch keine Bewertungen
- AWS Weld Symbol ChartDokument1 SeiteAWS Weld Symbol ChartExsan OthmanNoch keine Bewertungen
- Astm A0194 A0194mDokument12 SeitenAstm A0194 A0194mndt_inspectorNoch keine Bewertungen
- ASTM A1058M Mechanical Testing of Steel ProductsDokument12 SeitenASTM A1058M Mechanical Testing of Steel Productsndt_inspectorNoch keine Bewertungen
- ASTM B0880 General Requirements For Chemical Check Analysis Limits For Nickel & Nickel Alloys & Colbalt AlloysDokument5 SeitenASTM B0880 General Requirements For Chemical Check Analysis Limits For Nickel & Nickel Alloys & Colbalt Alloysndt_inspectorNoch keine Bewertungen
- Astm A0320 A0320mDokument10 SeitenAstm A0320 A0320mndt_inspectorNoch keine Bewertungen
- Astm A0490mDokument8 SeitenAstm A0490mndt_inspectorNoch keine Bewertungen
- Astm A0563Dokument9 SeitenAstm A0563ndt_inspectorNoch keine Bewertungen
- Astm A0490Dokument7 SeitenAstm A0490ndt_inspectorNoch keine Bewertungen
- Astm A0563mDokument10 SeitenAstm A0563mndt_inspectorNoch keine Bewertungen
- Astm A04530Dokument5 SeitenAstm A04530ndt_inspectorNoch keine Bewertungen
- API 510 Recertification Publications EffectivitySheet 20170615Dokument1 SeiteAPI 510 Recertification Publications EffectivitySheet 20170615Mohamad Nor YusoffNoch keine Bewertungen
- Knowledge Required of A Level 3Dokument3 SeitenKnowledge Required of A Level 3ndt_inspectorNoch keine Bewertungen
- Asme V Art 8Dokument22 SeitenAsme V Art 8ndt_inspector100% (1)
- PSL-18 - Dup Cert-Wallet Card ApplicationDokument2 SeitenPSL-18 - Dup Cert-Wallet Card Applicationndt_inspectorNoch keine Bewertungen
- Soil Extension and Pavement Thickness - RevisedDokument2 SeitenSoil Extension and Pavement Thickness - RevisedSolomon MehariNoch keine Bewertungen
- Dayu 12Dokument3 SeitenDayu 12Wayan SukerayasaNoch keine Bewertungen
- Properties of Liquid FuelsDokument5 SeitenProperties of Liquid FuelsAbigail MonisNoch keine Bewertungen
- Environmental Engineering QuizDokument4 SeitenEnvironmental Engineering QuizmikeengineeringNoch keine Bewertungen
- Petron Plustm Formula 7 Diesel Engine ConditionerDokument2 SeitenPetron Plustm Formula 7 Diesel Engine ConditionerwellblablablaNoch keine Bewertungen
- Chemistry: Pearson EdexcelDokument36 SeitenChemistry: Pearson EdexcelSanti DiazNoch keine Bewertungen
- ABC SoilDokument5 SeitenABC SoilAlliah MendozaNoch keine Bewertungen
- Kinetics of Polymerization of N-Methyl Aniline Using UV - VIS SpectrosDokument5 SeitenKinetics of Polymerization of N-Methyl Aniline Using UV - VIS Spectrosmary abelene violagoNoch keine Bewertungen
- 01-DSC Method PDFDokument24 Seiten01-DSC Method PDFDanNoch keine Bewertungen
- Flame PhotometryDokument8 SeitenFlame PhotometryNimra MalikNoch keine Bewertungen
- Cooling TowerDokument12 SeitenCooling Towernhalieza1067Noch keine Bewertungen
- Railway: Elektrotechnische Werke Fritz Driescher & Söhne GMBHDokument20 SeitenRailway: Elektrotechnische Werke Fritz Driescher & Söhne GMBHAbdellah abdouNoch keine Bewertungen
- 12 Astm D 6928Dokument7 Seiten12 Astm D 6928Joel BecerraNoch keine Bewertungen
- MSDS Intersorb Nonindicating Diving GradeDokument5 SeitenMSDS Intersorb Nonindicating Diving GradeEdward BennettNoch keine Bewertungen
- 3LW - Types and Properties of Aviation OilsDokument10 Seiten3LW - Types and Properties of Aviation OilsZouhair ElmNoch keine Bewertungen
- Duplex & Super Duplex Intermetallic PhasesDokument3 SeitenDuplex & Super Duplex Intermetallic Phasesemperor_vamsiNoch keine Bewertungen
- Assessments Lesson 02 Unit 01Dokument3 SeitenAssessments Lesson 02 Unit 01CRUZ, Rochelle Joy V.Noch keine Bewertungen
- The Surface/Bulk Micromachining (SBM) Process: A New Method For Fabricating Released MEMS in Single Crystal SiliconDokument8 SeitenThe Surface/Bulk Micromachining (SBM) Process: A New Method For Fabricating Released MEMS in Single Crystal SiliconAnton JohnNoch keine Bewertungen
- Compare and Contrast Between Recycling and LandfillDokument4 SeitenCompare and Contrast Between Recycling and LandfillAnonymous N03F46DNoch keine Bewertungen
- NADCAP ChecklistaDokument9 SeitenNADCAP ChecklistaThomas HanssonNoch keine Bewertungen
- BHR Messaging BrochureDokument8 SeitenBHR Messaging BrochureingridbachNoch keine Bewertungen
- The Influence of Hydrogen On Tension-Compression and Rolling Contact Fatigue Properties of Bearing SteelDokument8 SeitenThe Influence of Hydrogen On Tension-Compression and Rolling Contact Fatigue Properties of Bearing Steelmp87_ingNoch keine Bewertungen
- Important MCQ on VLSI Design Logic Gates and CMOS TechnologyDokument4 SeitenImportant MCQ on VLSI Design Logic Gates and CMOS TechnologyAkanksha DixitNoch keine Bewertungen
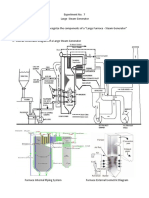
- Large Steam GeneratorDokument12 SeitenLarge Steam GeneratorChe AguilarNoch keine Bewertungen