Das könnte Ihnen auch gefallen
- Stainless Steel Socket-Set Screws: Standard Specification ForDokument5 SeitenStainless Steel Socket-Set Screws: Standard Specification FormsbarretosNoch keine Bewertungen
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Dokument2 SeitenAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiNoch keine Bewertungen
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDokument4 SeitenForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNoch keine Bewertungen
- Astm F 835 PDFDokument6 SeitenAstm F 835 PDFDan Dela Peña100% (1)
- Surface Vehicle Recommended Practice: Rev. JUL95Dokument10 SeitenSurface Vehicle Recommended Practice: Rev. JUL95raulNoch keine Bewertungen
- Astm B16 PDFDokument5 SeitenAstm B16 PDFpilo111100% (3)
- Saej406v002 - Methods of Determining Hardenability of SteelsDokument47 SeitenSaej406v002 - Methods of Determining Hardenability of Steelswilian_coelho3309Noch keine Bewertungen
- A1011 - 18aDokument9 SeitenA1011 - 18aalucard375100% (1)
- ASTM F1137-11 Phos & Oil Coating PDFDokument2 SeitenASTM F1137-11 Phos & Oil Coating PDFRamirez IndelebleNoch keine Bewertungen
- A693-13 Standard Specification For Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDokument9 SeitenA693-13 Standard Specification For Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and Striptjt4779100% (2)
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDokument4 SeitenHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCNoch keine Bewertungen
- Ansiasme B1.2-1983 (Revision of Ansi B1.2-1974) PDFDokument190 SeitenAnsiasme B1.2-1983 (Revision of Ansi B1.2-1974) PDFrzurabaezaNoch keine Bewertungen
- Brass Rod, Bar, and Shapes: Standard Specification ForDokument7 SeitenBrass Rod, Bar, and Shapes: Standard Specification ForMuthuswamyNoch keine Bewertungen
- Astm F467Dokument6 SeitenAstm F467MuhammadYusronAlfanyNoch keine Bewertungen
- Deviation Request FormDokument2 SeitenDeviation Request FormKamal BhandariNoch keine Bewertungen
- ASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDokument14 SeitenASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricSinan Chen100% (1)
- Hex Bolts, SAE J429Dokument2 SeitenHex Bolts, SAE J429Luciano Salituri100% (1)
- Astm F 468Dokument11 SeitenAstm F 468Ivan AlanizNoch keine Bewertungen
- Analysis of Item Rates: Norms 2041Dokument11 SeitenAnalysis of Item Rates: Norms 2041Saurav LamichhaneNoch keine Bewertungen
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDokument5 SeitenCopper-Beryllium Alloy Rod and Bar: Standard Specification ForIbtisam Abud100% (2)
- Sae J81-2012Dokument10 SeitenSae J81-2012Marcos RosenbergNoch keine Bewertungen
- Astm A395-1999 (2018)Dokument8 SeitenAstm A395-1999 (2018)senthil selvarajNoch keine Bewertungen
- Astm A304Dokument50 SeitenAstm A304NILS50% (2)
- Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDokument14 SeitenElectrodeposited Coatings On Mechanical Fasteners, Inch and MetricKamal El ShawadfyNoch keine Bewertungen
- IFI 2018 Book of Fastener Standards - TOCDokument7 SeitenIFI 2018 Book of Fastener Standards - TOCMahmoud Al Homran0% (2)
- Astm A574Dokument7 SeitenAstm A574Michael Frereault-LerouxNoch keine Bewertungen
- Ams 5678F 2007Dokument9 SeitenAms 5678F 2007zveryuga6350% (2)
- Astm A564Dokument7 SeitenAstm A564Jamil SalmanNoch keine Bewertungen
- Astm A314 PDFDokument3 SeitenAstm A314 PDFMatyash MatyashNoch keine Bewertungen
- Astm A320-A320m-99Dokument8 SeitenAstm A320-A320m-99NadhiraNoch keine Bewertungen
- Aisi 4340Dokument3 SeitenAisi 4340Ivan Santos100% (1)
- Abrasion-Resistant Cast Irons: Standard Specification ForDokument4 SeitenAbrasion-Resistant Cast Irons: Standard Specification ForDeepakRajurkarNoch keine Bewertungen
- Astm A311 - 2015 - ObsoletoDokument4 SeitenAstm A311 - 2015 - ObsoletoRicardo Ricardo100% (1)
- Surface Vehicle Standard: Rev. SEP81Dokument42 SeitenSurface Vehicle Standard: Rev. SEP81anupthattaNoch keine Bewertungen
- Magnetic Particle Test Quality Control and Inspection Report Form PDFDokument1 SeiteMagnetic Particle Test Quality Control and Inspection Report Form PDFKamal Bhandari100% (1)
- B168 11 (2016)Dokument12 SeitenB168 11 (2016)Rony YudaNoch keine Bewertungen
- Asme B18.2.3.5M - 1975 PDFDokument23 SeitenAsme B18.2.3.5M - 1975 PDFIvan Alexandre LopesNoch keine Bewertungen
- Sae Ams-H-6875b-2010Dokument22 SeitenSae Ams-H-6875b-2010dmt1905100% (1)
- Guida Coprax Eng 2015 LightDokument82 SeitenGuida Coprax Eng 2015 Lightairsys7projec100% (1)
- RETAINING WALL (RR) 3m HeightDokument29 SeitenRETAINING WALL (RR) 3m HeightHemam Prasanta100% (1)
- ASTM A320-A320M-05aDokument8 SeitenASTM A320-A320M-05aNadhiraNoch keine Bewertungen
- Astm A751Dokument5 SeitenAstm A751Cristian OtivoNoch keine Bewertungen
- Aisi 4130Dokument3 SeitenAisi 4130Rajesh R BhavsarNoch keine Bewertungen
- Astm A480 Plate ToleranceDokument25 SeitenAstm A480 Plate ToleranceCik NisaNoch keine Bewertungen
- A 276 - A 276M - 16aDokument8 SeitenA 276 - A 276M - 16aNguyễn Như Thế100% (2)
- Din en 10270-3Dokument23 SeitenDin en 10270-3michaelNoch keine Bewertungen
- IFI Book of Fastener Standards 2021 Edition - TOCDokument7 SeitenIFI Book of Fastener Standards 2021 Edition - TOCmoises cordoba100% (1)
- F568MDokument9 SeitenF568Maldert_pathNoch keine Bewertungen
- Sa 325 PDFDokument12 SeitenSa 325 PDFMo'men Abu-SmaihaNoch keine Bewertungen
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDokument9 SeitenAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- Astm A304 - 12.16Dokument48 SeitenAstm A304 - 12.16gkhn100% (1)
- Astm b169Dokument4 SeitenAstm b169ANIL100% (1)
- Simple Vertical Engine 1Dokument4 SeitenSimple Vertical Engine 1Orlando Rojas PintoNoch keine Bewertungen
- QQ P 35CDokument11 SeitenQQ P 35Cgeverett2765Noch keine Bewertungen
- TECHNICAL MANUAL - MC600 v012021 PDFDokument108 SeitenTECHNICAL MANUAL - MC600 v012021 PDFmcbluedNoch keine Bewertungen
- ASTM A297 (HN) SpecificationDokument5 SeitenASTM A297 (HN) SpecificationGuglielmo CancelliNoch keine Bewertungen
- A574MDokument7 SeitenA574MmsbarretosNoch keine Bewertungen
- ASME B18 8 100M 2000 Spring PinsDokument57 SeitenASME B18 8 100M 2000 Spring Pinshcsharma1967Noch keine Bewertungen
- Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing For Piping ComponentsDokument10 SeitenCarbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing For Piping ComponentsTim SharpNoch keine Bewertungen
- Astm b408Dokument5 SeitenAstm b408wilian_coelho3309Noch keine Bewertungen
- Astm F788MDokument6 SeitenAstm F788MDaniel Velázquez100% (1)
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDokument8 SeitenASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarNoch keine Bewertungen
- Sae Ams5639j-2017Dokument7 SeitenSae Ams5639j-2017Yeonggeun Lee100% (1)
- Electrodeposited Coatings On Threaded Fasteners (Unified Inch Screw Threads (UN/UNR) )Dokument10 SeitenElectrodeposited Coatings On Threaded Fasteners (Unified Inch Screw Threads (UN/UNR) )sonnu151Noch keine Bewertungen
- Electrodeposited Coatings On Threaded Fasteners (Metric) : Standard Specification ForDokument9 SeitenElectrodeposited Coatings On Threaded Fasteners (Metric) : Standard Specification ForsanthakumarNoch keine Bewertungen
- Astm F 1941-00 PDFDokument11 SeitenAstm F 1941-00 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm F1941M 2005Dokument11 SeitenAstm F1941M 2005Jesse ChenNoch keine Bewertungen
- Astm F1941Dokument11 SeitenAstm F1941Karol BecerraNoch keine Bewertungen
- Insert Life MonitoringDokument1 SeiteInsert Life MonitoringKamal BhandariNoch keine Bewertungen
- MPT ReportDokument1 SeiteMPT ReportKamal BhandariNoch keine Bewertungen
- Magnetic Particle Test: Quality Control FormDokument1 SeiteMagnetic Particle Test: Quality Control FormKamal BhandariNoch keine Bewertungen
- 4.10mm 304Dokument1 Seite4.10mm 304Kamal BhandariNoch keine Bewertungen
- 4.10mm 304Dokument1 Seite4.10mm 304Kamal BhandariNoch keine Bewertungen
- Mill TC Passion Format EN31 Sae 52100 DIA 4.20+Dokument1 SeiteMill TC Passion Format EN31 Sae 52100 DIA 4.20+Kamal BhandariNoch keine Bewertungen
- Deformation Processing - G Extrusion: ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2009 1Dokument53 SeitenDeformation Processing - G Extrusion: ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2009 1Kamal BhandariNoch keine Bewertungen
- Mill TC en 19 6.00MMDokument1 SeiteMill TC en 19 6.00MMKamal BhandariNoch keine Bewertungen
- Inspection FindingsDokument1 SeiteInspection FindingsKamal BhandariNoch keine Bewertungen
- 8D Corrective Action ReportsDokument1 Seite8D Corrective Action ReportsKamal BhandariNoch keine Bewertungen
- Dia Length Chs Weight Weight/1000 2075.812 Rate/pc RM M/CDokument5 SeitenDia Length Chs Weight Weight/1000 2075.812 Rate/pc RM M/CKamal BhandariNoch keine Bewertungen
- MDSReport 679298622 PDFDokument3 SeitenMDSReport 679298622 PDFKamal BhandariNoch keine Bewertungen
- Surftest SJ-210 - 310 - 410 USB Communication Manual V5.007ADokument22 SeitenSurftest SJ-210 - 310 - 410 USB Communication Manual V5.007AKamal Bhandari0% (1)
- Inspection FindingsDokument1 SeiteInspection FindingsKamal BhandariNoch keine Bewertungen
- Catalogo General 2014Dokument84 SeitenCatalogo General 2014Junior SalazarNoch keine Bewertungen
- THHNDokument2 SeitenTHHNanon-136032Noch keine Bewertungen
- Alkane TheoryDokument7 SeitenAlkane Theorypsh_aliNoch keine Bewertungen
- MNS LabDokument4 SeitenMNS LabLyracism UguumurNoch keine Bewertungen
- Making and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForDokument8 SeitenMaking and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForIsabel SerracinNoch keine Bewertungen
- HT Acronal S 400Dokument1 SeiteHT Acronal S 400Alex VilchezNoch keine Bewertungen
- Sample Estimate For BuildingDokument16 SeitenSample Estimate For BuildingAldrene Robert BadillaNoch keine Bewertungen
- Use of Silica Sand As Fine Material in C PDFDokument7 SeitenUse of Silica Sand As Fine Material in C PDFMS PMNoch keine Bewertungen
- Range of ParameterDokument6 SeitenRange of Parameterআমি স্নেহাশীষNoch keine Bewertungen
- Hex Web Honeycomb Attributes and PropertiesDokument36 SeitenHex Web Honeycomb Attributes and PropertiesHakan AslanNoch keine Bewertungen
- Astm A 633Dokument3 SeitenAstm A 633Rosario BuonannoNoch keine Bewertungen
- Sofa Cum Bed by L&S BengaluruDokument44 SeitenSofa Cum Bed by L&S BengaluruvivekkumarsonkerNoch keine Bewertungen
- Basic Wilderness Survival (By Jim Buller) - WorksheetsDokument6 SeitenBasic Wilderness Survival (By Jim Buller) - WorksheetsJo OhNoch keine Bewertungen
- TPT Lead 2013-14Dokument3 SeitenTPT Lead 2013-14pamularaviNoch keine Bewertungen
- Spot Facing For Bronze, Iron and Steel Flanges: MSS SP-9-2001Dokument6 SeitenSpot Facing For Bronze, Iron and Steel Flanges: MSS SP-9-2001Allan SousaNoch keine Bewertungen
- Jama Seminar 2019 LCM WG - FinalDokument1 SeiteJama Seminar 2019 LCM WG - Finalgilar herliana putraNoch keine Bewertungen
- Quiz TextileDokument10 SeitenQuiz TextilebijjarNoch keine Bewertungen
- IS 455-Portland Slag Cement PDFDokument14 SeitenIS 455-Portland Slag Cement PDFAVINASH KUMAR VIDYARTHINoch keine Bewertungen
- Filtered Cathodic Arc DepositionDokument3 SeitenFiltered Cathodic Arc DepositionAbhigyan OjhaNoch keine Bewertungen
- A Guide To Common Plastics PDFDokument1 SeiteA Guide To Common Plastics PDFmuammal abbasNoch keine Bewertungen
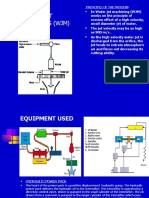
- Water Jet Machining (WJM) : Principle of The ProcessDokument30 SeitenWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNoch keine Bewertungen
- Invar ASDokument3 SeitenInvar ASBhagawati Prasad SharmaNoch keine Bewertungen
- A New Standard For Repair and Maintenance of Installed Asbestos-Cement MaterialsDokument6 SeitenA New Standard For Repair and Maintenance of Installed Asbestos-Cement MaterialsGustavoNoch keine Bewertungen
- 11 EarthingDokument16 Seiten11 Earthingv6656Noch keine Bewertungen