Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Complete Practical DistillingDokument254 SeitenComplete Practical DistillingMR X100% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Bolt Grade Info and Cross Reference PDFDokument7 SeitenBolt Grade Info and Cross Reference PDFMARIO HUAMANNoch keine Bewertungen
- Workover Planning, Equipment & OperationsDokument35 SeitenWorkover Planning, Equipment & OperationsSAI KIRAN KOOCHIMANCHINoch keine Bewertungen
- 7 - Casing DesignDokument36 Seiten7 - Casing Designام فاطمة البطاط100% (1)
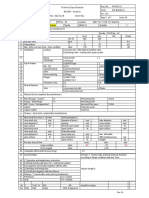
- SLR Strainer Data SheetDokument7 SeitenSLR Strainer Data SheetKailas NimbalkarNoch keine Bewertungen
- Design and Calculation ShaftDokument115 SeitenDesign and Calculation ShaftDavid Lambert100% (3)
- Piping Systems: ShipsDokument44 SeitenPiping Systems: ShipsOzcan ErgNoch keine Bewertungen
- Cci Valve 100DSVDokument8 SeitenCci Valve 100DSVyg89Noch keine Bewertungen
- Specification For General Requirements For Steel Plates For Pressure VesselsDokument34 SeitenSpecification For General Requirements For Steel Plates For Pressure Vesselsedisson_barreraNoch keine Bewertungen
- Bet MethodDokument16 SeitenBet MethodG Nivetha100% (1)
- 810.00 MR-N, NC, NSDokument110 Seiten810.00 MR-N, NC, NSnqh2009100% (1)
- CHM1 Structure & Bonding QDokument115 SeitenCHM1 Structure & Bonding QGoutham SivagnanamNoch keine Bewertungen
- HEPA Cleanroom Filter Testing PDFDokument4 SeitenHEPA Cleanroom Filter Testing PDFprovaoralNoch keine Bewertungen
- CES - Management - Oil Tanker - Correct AnswersDokument87 SeitenCES - Management - Oil Tanker - Correct Answersboramir496793% (27)
- Beam Inertia Calculations With Associated PlateDokument6 SeitenBeam Inertia Calculations With Associated PlateMARIO HUAMANNoch keine Bewertungen
- Cálculo Del Arqueo GTDokument13 SeitenCálculo Del Arqueo GTMARIO HUAMANNoch keine Bewertungen
- Tonnage Measurement of Ships, SnameDokument4 SeitenTonnage Measurement of Ships, SnameMARIO HUAMANNoch keine Bewertungen
- Marine Construction & Welding Prof. Dr. N. R. Mandal Department of Ocean Engineering & Naval Architecture Indian Institute of Technology, KharagpurDokument37 SeitenMarine Construction & Welding Prof. Dr. N. R. Mandal Department of Ocean Engineering & Naval Architecture Indian Institute of Technology, KharagpurMARIO HUAMANNoch keine Bewertungen
- Kamus PerkapalanDokument0 SeitenKamus Perkapalanmustain_henyNoch keine Bewertungen
- GSA Training Notes Dynamic Analysis: 1 DynamicsDokument10 SeitenGSA Training Notes Dynamic Analysis: 1 DynamicsMARIO HUAMANNoch keine Bewertungen
- Effective Mo Dalmas SFDokument20 SeitenEffective Mo Dalmas SFMARIO HUAMANNoch keine Bewertungen
- Adsc of Amorphous Sugar - Mettler ToledoDokument3 SeitenAdsc of Amorphous Sugar - Mettler ToledoMarthaLuceroPerezNoch keine Bewertungen
- Aerospace Material SpecificationDokument7 SeitenAerospace Material SpecificationAnonymous T6GllLl0Noch keine Bewertungen
- Tds Chemical Resistant CoatingDokument3 SeitenTds Chemical Resistant CoatingUtilities2Noch keine Bewertungen
- Waterborne Acrylic Primer Nacorr Synergy With Halox SZP-391: Formulation Ci-101Dokument2 SeitenWaterborne Acrylic Primer Nacorr Synergy With Halox SZP-391: Formulation Ci-101Swapnil AlandNoch keine Bewertungen
- Freecor LPC English 0Dokument7 SeitenFreecor LPC English 0mgamal1080Noch keine Bewertungen
- Enviromental Toxicity and EvaluationDokument25 SeitenEnviromental Toxicity and EvaluationSalma ShadNoch keine Bewertungen
- ICSE Chemistry Board Paper19 PDFDokument9 SeitenICSE Chemistry Board Paper19 PDFPrajakta DigheNoch keine Bewertungen
- CADD Unit 4 TPDokument7 SeitenCADD Unit 4 TPmohitNoch keine Bewertungen
- Magneto Hydro Dynamic GeneratorDokument19 SeitenMagneto Hydro Dynamic GeneratorKarthik ViratNoch keine Bewertungen
- Presenters Post16 Tcm18-118246Dokument18 SeitenPresenters Post16 Tcm18-118246Kamariah IsmailNoch keine Bewertungen
- Nepro PVC PipesDokument11 SeitenNepro PVC PipesAhrian BenaNoch keine Bewertungen
- DELTA-FC 1022 Tds - EngDokument2 SeitenDELTA-FC 1022 Tds - EngAhmed HassanNoch keine Bewertungen
- Chapter Four, Cycloalkanes (Part One - Monocyclic Alkane)Dokument8 SeitenChapter Four, Cycloalkanes (Part One - Monocyclic Alkane)Amin JamjahNoch keine Bewertungen
- SemDokument1 SeiteSemjakelowNoch keine Bewertungen
- Atkins & de Paula Elements of Physical Chemistry 5th TXTBK (Dragged) 2Dokument7 SeitenAtkins & de Paula Elements of Physical Chemistry 5th TXTBK (Dragged) 2Roselle Mea EderNoch keine Bewertungen
- Mixture RequirementsDokument11 SeitenMixture Requirementsrajesh0% (1)
- Carbon Dioxide Capture by Amines Increasing The Efficiency by Amine Structure Modification PDFDokument2 SeitenCarbon Dioxide Capture by Amines Increasing The Efficiency by Amine Structure Modification PDFJorgeSantosAquinoNoch keine Bewertungen
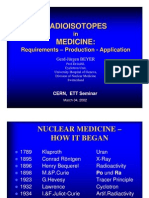
- ETT Seminar - Isotopes in MedicineDokument71 SeitenETT Seminar - Isotopes in MedicineisocenterNoch keine Bewertungen
- Asme Sec V Art 6 2007 (Ingles)Dokument8 SeitenAsme Sec V Art 6 2007 (Ingles)fdvrevtrfvrtfNoch keine Bewertungen