Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Gce Salem Paper PresentationDokument2 SeitenGce Salem Paper PresentationSaravanakumar RajagopalNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Closed Die Forging Reading MaterialDokument27 SeitenClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grechin ELGIAGM2018Dokument12 SeitenGrechin ELGIAGM2018Saravanakumar RajagopalNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Cat. No.-FLV-1095 Metropole Regular Concealed Flush Valve, 32mm Size For Western Commode With Round FlangeDokument1 SeiteCat. No.-FLV-1095 Metropole Regular Concealed Flush Valve, 32mm Size For Western Commode With Round FlangeSaravanakumar RajagopalNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- WM - Jiskoot Sampling OverviewDokument4 SeitenWM - Jiskoot Sampling OverviewSaravanakumar RajagopalNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Course ContentsDokument1 SeiteCourse ContentsSaravanakumar RajagopalNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Nit Trichy Institution Fees. Date:: e Receipt For State Bank Collect PaymentDokument1 SeiteNit Trichy Institution Fees. Date:: e Receipt For State Bank Collect PaymentSaravanakumar RajagopalNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
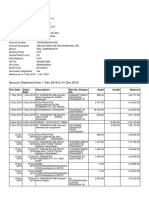
- Account Statement From 1 Dec 2016 To 31 Dec 2016: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDokument2 SeitenAccount Statement From 1 Dec 2016 To 31 Dec 2016: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSaravanakumar RajagopalNoch keine Bewertungen
- Metallography PDFDokument185 SeitenMetallography PDFDante GarzaNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Jan 15abhimataDokument24 SeitenJan 15abhimataSaravanakumar RajagopalNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- ScheduleDokument2 SeitenScheduleSaravanakumar RajagopalNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Experiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelDokument5 SeitenExperiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelSaravanakumar RajagopalNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Wind Tunnel Construction Details: Figures Depicted Are Indicative OnlyDokument1 SeiteWind Tunnel Construction Details: Figures Depicted Are Indicative OnlySaravanakumar RajagopalNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Introduction To Nanoscience and Nanotechnology: A Workbook: M. Kuno August 22, 2005Dokument370 SeitenIntroduction To Nanoscience and Nanotechnology: A Workbook: M. Kuno August 22, 2005Saravanakumar RajagopalNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Accredited Degree Website ListDokument44 SeitenAccredited Degree Website ListSaravanakumar RajagopalNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- NSSW Welding Handbook Web PDFDokument334 SeitenNSSW Welding Handbook Web PDFTran Chi Binh DDC100% (1)
- Steel Design - Engineering Work # 1: Tables and SpecificationsDokument11 SeitenSteel Design - Engineering Work # 1: Tables and SpecificationsJosh OctizaNoch keine Bewertungen
- 304 Stainless Steel Tube VS 316 Stainless Steel TubeDokument1 Seite304 Stainless Steel Tube VS 316 Stainless Steel TubeAbdillah YassinNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- B Parting Grooving enDokument134 SeitenB Parting Grooving enbondsivamaniNoch keine Bewertungen
- WPS 2 MechanisedDokument2 SeitenWPS 2 MechanisedHari AmruthNoch keine Bewertungen
- Tabel Ukuran Dan Berat Plat Kapal ASTM A36/ SS400: Product Tebal (MM) Berat (KG)Dokument1 SeiteTabel Ukuran Dan Berat Plat Kapal ASTM A36/ SS400: Product Tebal (MM) Berat (KG)marselNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Types of Welding ElectrodesDokument2 SeitenTypes of Welding ElectrodeschittineniNoch keine Bewertungen
- Esfuerzos Maximo Permisibles Tablas Ucs Ii Asme Viii Div 1 PDFDokument643 SeitenEsfuerzos Maximo Permisibles Tablas Ucs Ii Asme Viii Div 1 PDFChuy Ramos0% (1)
- Melting FurnacesDokument11 SeitenMelting Furnacesabhishek_m_more0% (1)
- Welding HandbookDokument384 SeitenWelding HandbookAde Kusumah. SNoch keine Bewertungen
- Unp, CNP, H-Beam, WFDokument13 SeitenUnp, CNP, H-Beam, WFRidho PramirsyahNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Jindal Stainless Steel Pipe Price ListDokument8 SeitenJindal Stainless Steel Pipe Price Listkashyapradhe09Noch keine Bewertungen
- Weld Description Sheets and Weld MapsDokument13 SeitenWeld Description Sheets and Weld MapsMohammad MushtaqNoch keine Bewertungen
- Combination Flame Arrester & Free VentDokument4 SeitenCombination Flame Arrester & Free Ventyulianus_srNoch keine Bewertungen
- Steel Bar Price ListDokument4 SeitenSteel Bar Price Liststallone21Noch keine Bewertungen
- Filler Metal SelecionDokument1 SeiteFiller Metal SelecionMurugananthamParamasivam100% (1)
- Esab Filler Metal Handbook 2016 - Asia Pacific PDFDokument454 SeitenEsab Filler Metal Handbook 2016 - Asia Pacific PDFDr. S.Noch keine Bewertungen
- Electrode For 2015-16Dokument12 SeitenElectrode For 2015-16vp singhNoch keine Bewertungen
- Approved List of Manufacturers: Pipe FittingsDokument8 SeitenApproved List of Manufacturers: Pipe FittingsSourav Kumar GuptaNoch keine Bewertungen
- Lecture - 05 Welded ConnectionsDokument84 SeitenLecture - 05 Welded Connectionssivaenotes100% (2)
- Lesson One. Iron and SteelDokument6 SeitenLesson One. Iron and SteelcharguibachaghaNoch keine Bewertungen
- Contect Prrson Remarks List of Industres (Other Than Pipe Mill) Working in Kutch AreaDokument3 SeitenContect Prrson Remarks List of Industres (Other Than Pipe Mill) Working in Kutch Areajags jainNoch keine Bewertungen
- Stainless Steel Rope 7x19 Breaking Load ChartDokument2 SeitenStainless Steel Rope 7x19 Breaking Load ChartnajamNoch keine Bewertungen
- WPQ 09Dokument1 SeiteWPQ 09Budi HahnNoch keine Bewertungen
- Equivalent Materials 2Dokument5 SeitenEquivalent Materials 2lalitlbw91Noch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Astm 2006 PDFDokument276 SeitenAstm 2006 PDFhuichole100% (1)
- Comparison A36 & SS400Dokument9 SeitenComparison A36 & SS400massodiq100% (4)
- HRC Mill Approval ReportDokument90 SeitenHRC Mill Approval ReportKTSivakumarNoch keine Bewertungen
- Welder Id SampleDokument1 SeiteWelder Id Sampledevendrasingh202157% (7)
- Tamil Welding NotesDokument6 SeitenTamil Welding Notes0502raviNoch keine Bewertungen
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)