Das könnte Ihnen auch gefallen
- Supplier Capability Self Assessment Form 2015 PROTECTEDDokument24 SeitenSupplier Capability Self Assessment Form 2015 PROTECTEDrgrao85Noch keine Bewertungen
- Supplier Capability Self Assessment Form 2015 PROTECTEDDokument24 SeitenSupplier Capability Self Assessment Form 2015 PROTECTEDrgrao85Noch keine Bewertungen
- Company Namebuhler: Deputy Manager - ProjectsDokument1 SeiteCompany Namebuhler: Deputy Manager - Projectsrgrao85Noch keine Bewertungen
- Instructions: 'No' Answers Are To Be Resolved Immediately and DocumentedDokument1 SeiteInstructions: 'No' Answers Are To Be Resolved Immediately and Documentedrgrao85Noch keine Bewertungen
- Green Belt Project Storyboard v2.0 TemplateDokument27 SeitenGreen Belt Project Storyboard v2.0 Templatergrao85Noch keine Bewertungen
- AVP Performance Head Stud Kit For 6.0L Power Stroke: Parts Included: Tools NeededDokument2 SeitenAVP Performance Head Stud Kit For 6.0L Power Stroke: Parts Included: Tools Neededrgrao85Noch keine Bewertungen
- Starter Product RevenueDokument5 SeitenStarter Product Revenuergrao85Noch keine Bewertungen
- Apparel Pattern DesigningDokument17 SeitenApparel Pattern Designingrgrao85Noch keine Bewertungen
- ENG FRM 001 Ve 1Dokument535 SeitenENG FRM 001 Ve 1rgrao85Noch keine Bewertungen
- Procurement & LogisticDokument1 SeiteProcurement & Logisticrgrao85Noch keine Bewertungen
- Auto and Auto Ancillaries Sector in IndiaDokument13 SeitenAuto and Auto Ancillaries Sector in Indiargrao85Noch keine Bewertungen
- Elements of Forecasting: LN Yr Logyr Actual Sales Estd - Sales-1 Est - Logsales Est - Lnsales LN Sales Log Sales Time PeriodDokument10 SeitenElements of Forecasting: LN Yr Logyr Actual Sales Estd - Sales-1 Est - Logsales Est - Lnsales LN Sales Log Sales Time Periodrgrao85Noch keine Bewertungen
- S20157enDokument137 SeitenS20157enrgrao85Noch keine Bewertungen
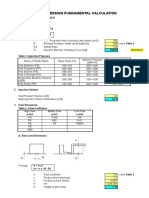
- Mold Design Fundamental Calculation BATTERY COVERDokument7 SeitenMold Design Fundamental Calculation BATTERY COVERrgrao85Noch keine Bewertungen
- Flexman QuestionDokument2 SeitenFlexman Questionrgrao85Noch keine Bewertungen
- Element ListDokument1 SeiteElement Listrgrao85Noch keine Bewertungen
- Marketing Research Tactical Plan: Scope Definition PhaseDokument1 SeiteMarketing Research Tactical Plan: Scope Definition Phasergrao85Noch keine Bewertungen
- Financial StatementDokument34 SeitenFinancial Statementrgrao850% (2)
- LME Steel Rebar FactsheetDokument2 SeitenLME Steel Rebar Factsheetrgrao85Noch keine Bewertungen
- New Production Dev TimelineDokument2 SeitenNew Production Dev Timelinergrao85Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Impact of Supply Chain Management Practices On Performance of OrganizationDokument10 SeitenThe Impact of Supply Chain Management Practices On Performance of OrganizationSmart TirmiziNoch keine Bewertungen
- Paper Pattern: DronacharteredDokument3 SeitenPaper Pattern: DronacharteredAbhiram jhaNoch keine Bewertungen
- (IFA 11) - Rendy Filiang - 1402210324Dokument6 Seiten(IFA 11) - Rendy Filiang - 1402210324RENDY FILIANGNoch keine Bewertungen
- Mrp1 Mrp2 ErpDokument14 SeitenMrp1 Mrp2 ErpAarti Ck100% (1)
- Business Improvement Guidance Strategy & Implementation StageDokument51 SeitenBusiness Improvement Guidance Strategy & Implementation StageIkhsan LondongNoch keine Bewertungen
- Bangalore University Semester-1 (Module-4) : 1) Define Pull StrategyDokument14 SeitenBangalore University Semester-1 (Module-4) : 1) Define Pull Strategycare proNoch keine Bewertungen
- Supplier Scorecard GuidelinesDokument13 SeitenSupplier Scorecard GuidelinesMani Rathinam RajamaniNoch keine Bewertungen
- Boxghar PresentationDokument9 SeitenBoxghar PresentationShoaib BalochNoch keine Bewertungen
- How Rfid Technology Boosts Walmart S Sup PDFDokument10 SeitenHow Rfid Technology Boosts Walmart S Sup PDFKshitij ShuklaNoch keine Bewertungen
- TQM Final ExaminationDokument9 SeitenTQM Final ExaminationAce Fati-igNoch keine Bewertungen
- Chapter 9 - Achieving Operational Excellence and Customer Intimacy Enterprise ApplicationsDokument16 SeitenChapter 9 - Achieving Operational Excellence and Customer Intimacy Enterprise ApplicationsHASNAT ABULNoch keine Bewertungen
- Notes On Supply Chain ManagementDokument20 SeitenNotes On Supply Chain Managementhgopalkrishnan84% (31)
- HP Deskjet - Supply ChainDokument15 SeitenHP Deskjet - Supply Chainsaurabhku12100% (4)
- Flexibility Within Global ChainsDokument10 SeitenFlexibility Within Global ChainsKavitha Reddy GurrralaNoch keine Bewertungen
- Nividous RPA EbookDokument18 SeitenNividous RPA EbookXabi UtrillaNoch keine Bewertungen
- EY Engineering and Construction Internal Audit Benchmarking StudyDokument44 SeitenEY Engineering and Construction Internal Audit Benchmarking StudyNaveen BansalNoch keine Bewertungen
- FULL Download Ebook PDF Introduction To Operations Supply Chain Management 4th PDF EbookDokument41 SeitenFULL Download Ebook PDF Introduction To Operations Supply Chain Management 4th PDF Ebookdorothy.jones334100% (34)
- Operations Managemnt Case Study - Parts EmporiumDokument7 SeitenOperations Managemnt Case Study - Parts EmporiumVidya VNoch keine Bewertungen
- Business To Business E-Commerce (B2B) : Tts3113 Electronic Commerce (Jan2018)Dokument34 SeitenBusiness To Business E-Commerce (B2B) : Tts3113 Electronic Commerce (Jan2018)Elit HakimiNoch keine Bewertungen
- Unit IV: Quality (Chapters 8 & 9)Dokument3 SeitenUnit IV: Quality (Chapters 8 & 9)Tân Trịnh LêNoch keine Bewertungen
- Vijay KumarDokument4 SeitenVijay Kumarkaran bainsNoch keine Bewertungen
- Chase - Shankar - JacobsDokument16 SeitenChase - Shankar - JacobsSirsha Pattanayak0% (1)
- MRP Problem To WorkoutDokument1 SeiteMRP Problem To WorkoutFiroz KhanNoch keine Bewertungen
- Warehouse & Logistic ManualDokument31 SeitenWarehouse & Logistic ManualHari ThapaNoch keine Bewertungen
- SCOR 9.0 Quick ReferenceDokument4 SeitenSCOR 9.0 Quick ReferenceRakesh Chandran100% (1)
- Inventory List: #N/A #N/A #N/ADokument7 SeitenInventory List: #N/A #N/A #N/AKristine Mae Cayubit VencioNoch keine Bewertungen
- Melling Tool Company Supplier Quality Manual: Supply Chain Vision StatementDokument21 SeitenMelling Tool Company Supplier Quality Manual: Supply Chain Vision StatementALEX MURPHYNoch keine Bewertungen
- ERP Assignment 1Dokument10 SeitenERP Assignment 1Ankit SinghNoch keine Bewertungen
- 8 QM Assignment Unit WiseDokument2 Seiten8 QM Assignment Unit WiseChhagan kharolNoch keine Bewertungen
- SOA CentraSite WhitepaperDokument23 SeitenSOA CentraSite WhitepaperPankaj SainiNoch keine Bewertungen