Das könnte Ihnen auch gefallen
- Conduit Installation GuideDokument10 SeitenConduit Installation GuidelaxmandohanNoch keine Bewertungen
- Table Torque Tabel Torsi Baut FlangeDokument1 SeiteTable Torque Tabel Torsi Baut FlangeDwi Mulyanti Dwimulyantishop100% (1)
- Cnchiwatec CatalogDokument16 SeitenCnchiwatec Catalogriski utomoNoch keine Bewertungen
- Installation Manual UPP PipingDokument68 SeitenInstallation Manual UPP Pipingnitroxx7100% (1)
- Intruction Manual FSADokument10 SeitenIntruction Manual FSAtrantuan74Noch keine Bewertungen
- Afco - CV01 Series - Swing Check ValveDokument4 SeitenAfco - CV01 Series - Swing Check Valveafie pio pioNoch keine Bewertungen
- Pro HYdrant Test KItDokument1 SeitePro HYdrant Test KItNos GoteNoch keine Bewertungen
- Konveyor RantaiDokument91 SeitenKonveyor Rantaiabdulloh_99Noch keine Bewertungen
- SHD Series Field Butt Fusion Welding Machine Technical ParametersDokument19 SeitenSHD Series Field Butt Fusion Welding Machine Technical ParametersPipa Hdpe Indonesia100% (1)
- LS InstallationDokument2 SeitenLS InstallationIbnu HasanNoch keine Bewertungen
- 3516B Marine Engine S2S00001-UP (SEBP3921 - 51) - Basic Search Piston RingDokument4 Seiten3516B Marine Engine S2S00001-UP (SEBP3921 - 51) - Basic Search Piston RingPhamLeDanNoch keine Bewertungen
- Katalog FCU DDB050BWDokument35 SeitenKatalog FCU DDB050BWMICAH JEDAH0% (1)
- Cp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Dokument1 SeiteCp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Triana Rosma Fikriyati DinaNoch keine Bewertungen
- Differential Pressure Transmitter Model 3051 With Air Capillary For Waste Water Surge VesselDokument6 SeitenDifferential Pressure Transmitter Model 3051 With Air Capillary For Waste Water Surge Vesselmltgb1Noch keine Bewertungen
- EBARA Catalogue Fire PumpDokument14 SeitenEBARA Catalogue Fire PumpVanja Ivkovic100% (2)
- Enhanced PLC-5 Programmable Controllers: Purpose of This DocumentDokument24 SeitenEnhanced PLC-5 Programmable Controllers: Purpose of This Documenthunter73Noch keine Bewertungen
- SHD Series Field Butt Fusion Welding Machine Technical Parameters PDFDokument19 SeitenSHD Series Field Butt Fusion Welding Machine Technical Parameters PDFJavier Moya PiñonesNoch keine Bewertungen
- Table of Content: Elbow Trimming ProcedureDokument5 SeitenTable of Content: Elbow Trimming ProcedureMechanical Static WRKNoch keine Bewertungen
- Katalog Produk General ARITADokument72 SeitenKatalog Produk General ARITAanon_969520527Noch keine Bewertungen
- Mechanical - Anchoring - DynaBolt Plus PDFDokument6 SeitenMechanical - Anchoring - DynaBolt Plus PDFAnonymous dSFbLxc9Noch keine Bewertungen
- XBD SlowDokument11 SeitenXBD SlowabsahkahNoch keine Bewertungen
- Kepmen 555 - EnglishDokument153 SeitenKepmen 555 - Englishbqdianz100% (1)
- I.S Code & Practice - Installation Maintenance of Fire Pumps PDFDokument12 SeitenI.S Code & Practice - Installation Maintenance of Fire Pumps PDFDinesh Kumar100% (1)
- Spare Parts List: Arc 400i & Arc 400i XCDokument8 SeitenSpare Parts List: Arc 400i & Arc 400i XCCarlos Bruno MatosNoch keine Bewertungen
- PG 30Dokument26 SeitenPG 30Juan Carlos Soriano GiménezNoch keine Bewertungen
- Atmospheric Foam TankDokument5 SeitenAtmospheric Foam TankAndro SidhomNoch keine Bewertungen
- Installation and Maintenance Manual (Ebara Non-Submersible Pump)Dokument36 SeitenInstallation and Maintenance Manual (Ebara Non-Submersible Pump)tm_2075% (8)
- Iso 4427-3-En PDFDokument11 SeitenIso 4427-3-En PDFAhsin MunafNoch keine Bewertungen
- York Ducted Split Ac Ygfn 18-60Dokument3 SeitenYork Ducted Split Ac Ygfn 18-60DANISH67% (3)
- Hydratight Flange Facing MachineDokument30 SeitenHydratight Flange Facing MachineDilipNoch keine Bewertungen
- Water Flow (GPM/GPH) Based On Pipe Size and Inside/Outside DiametersDokument2 SeitenWater Flow (GPM/GPH) Based On Pipe Size and Inside/Outside DiametersRAVI KATHIRAVAN0% (1)
- T101 Drilling Machine BrochureDokument4 SeitenT101 Drilling Machine BrochureRicardo OrtegaNoch keine Bewertungen
- 3 Vertial Oil Gas Steam Boiler Installation Operation ManualDokument26 Seiten3 Vertial Oil Gas Steam Boiler Installation Operation Manualfauzi endraNoch keine Bewertungen
- Operation and Maintenance Manual - SFFECO Fire Pumps - 2012Dokument44 SeitenOperation and Maintenance Manual - SFFECO Fire Pumps - 2012mukhtarahmadaNoch keine Bewertungen
- Tyco Fire Sprinkler Selection Chart v2Dokument1 SeiteTyco Fire Sprinkler Selection Chart v2jhoger2012100% (1)
- Unistream-Installation Operation & MaintenanceDokument24 SeitenUnistream-Installation Operation & MaintenanceJoanna Lauer-TrąbczyńskaNoch keine Bewertungen
- Water Quality AnalyzerDokument1 SeiteWater Quality AnalyzerVictor BiacoloNoch keine Bewertungen
- Internal Pressure Thickness Calculation As Per Code ASME B 31.3Dokument1 SeiteInternal Pressure Thickness Calculation As Per Code ASME B 31.3DikaAnindyajati100% (1)
- Pitot Pressure Flow ChartDokument2 SeitenPitot Pressure Flow ChartRyan GeisslerNoch keine Bewertungen
- IET BIT REPORT SAMPLE Solex ReportDokument55 SeitenIET BIT REPORT SAMPLE Solex ReportAnonymous NFndQNHFd0% (1)
- Coal Fired Fluid Bed Boiler: Salient FeaturesDokument12 SeitenCoal Fired Fluid Bed Boiler: Salient FeaturesBangto YibsipNoch keine Bewertungen
- IRN For QC 64210-1 Ansao Venturi Pin (1-800)Dokument1 SeiteIRN For QC 64210-1 Ansao Venturi Pin (1-800)Senthil KumarNoch keine Bewertungen
- Lift Pump CalculationDokument10 SeitenLift Pump CalculationMaxmore KarumamupiyoNoch keine Bewertungen
- Standard U BoltDokument4 SeitenStandard U BoltSyifa Alfi HabibiNoch keine Bewertungen
- VRVX BroucherDokument45 SeitenVRVX BroucherasdthuNoch keine Bewertungen
- Load Chart - Stc500Dokument2 SeitenLoad Chart - Stc500Jorge L.0% (1)
- 020 611 PDFDokument168 Seiten020 611 PDFDipak PrajapatiNoch keine Bewertungen
- Snag List-Hyatt House Hvac and Chiller System Valve Pakage CD Fa Duct Rooms or Areas Fcu and Duct ConnectionDokument10 SeitenSnag List-Hyatt House Hvac and Chiller System Valve Pakage CD Fa Duct Rooms or Areas Fcu and Duct ConnectionriyasudheenmhNoch keine Bewertungen
- HEGA 2502 6510: Technical DataDokument2 SeitenHEGA 2502 6510: Technical Datagchaoul87100% (2)
- Biotech Bo SeriesDokument2 SeitenBiotech Bo SeriesArlinda Friyanti CallistaNoch keine Bewertungen
- Contractor Quality Control Plan For Storage Tank Erection PDFDokument2 SeitenContractor Quality Control Plan For Storage Tank Erection PDFshafxNoch keine Bewertungen
- Section 7 - Schedule of Technical Data Offer Acsu2Dokument6 SeitenSection 7 - Schedule of Technical Data Offer Acsu2Mohd Aliff Mohd YunosNoch keine Bewertungen
- SPP Pump 1000 USGPMDokument6 SeitenSPP Pump 1000 USGPMJafar SidiqNoch keine Bewertungen
- Gave RELAYDokument49 SeitenGave RELAYTayeb KaderNoch keine Bewertungen
- AISI 1018 Mild Low Carbon Steel PDFDokument3 SeitenAISI 1018 Mild Low Carbon Steel PDFHardikNoch keine Bewertungen
- SHD 250Dokument18 SeitenSHD 250api-233322200100% (1)
- Manual de Operacion Eq TermofusionDokument50 SeitenManual de Operacion Eq Termofusioncesar diaz plasenciaNoch keine Bewertungen
- Operation Inst MachineDokument22 SeitenOperation Inst MachineSachin SampatNoch keine Bewertungen
- WHD250 Worldpoly Operation ManualDokument34 SeitenWHD250 Worldpoly Operation ManualalejandroNoch keine Bewertungen
- Butt Fusion Welding Machine Operation Manual: Pdf 文件使用 "Pdffactory Pro" 试用版本创建Dokument18 SeitenButt Fusion Welding Machine Operation Manual: Pdf 文件使用 "Pdffactory Pro" 试用版本创建Lauren BowenNoch keine Bewertungen
- Schdule Remaining WorkDokument1 SeiteSchdule Remaining WorkYuwantoniAlNoch keine Bewertungen
- Punch List Line 7109Dokument3 SeitenPunch List Line 7109YuwantoniAlNoch keine Bewertungen
- Punch List: 1 Touch Up Paining EMKDokument3 SeitenPunch List: 1 Touch Up Paining EMKYuwantoniAlNoch keine Bewertungen
- TANK DWR-6323 Bottom PLDokument2 SeitenTANK DWR-6323 Bottom PLYuwantoniAlNoch keine Bewertungen
- Report - Form - MT - PT - RT - Ut - Cal - 2015Dokument9 SeitenReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNoch keine Bewertungen
- Hydro Test 7109Dokument3 SeitenHydro Test 7109YuwantoniAl100% (2)
- Pipe Instalation ChecklistDokument4 SeitenPipe Instalation ChecklistYuwantoniAlNoch keine Bewertungen
- ITP PipingDokument11 SeitenITP PipingYuwantoniAlNoch keine Bewertungen
- Sample of Form MDRDokument11 SeitenSample of Form MDRYuwantoniAlNoch keine Bewertungen
- Settlement Check Tank Summarize: Page 1 of 3Dokument12 SeitenSettlement Check Tank Summarize: Page 1 of 3YuwantoniAlNoch keine Bewertungen
- ITP of PAINT EPOXY COATING PDFDokument2 SeitenITP of PAINT EPOXY COATING PDFYuwantoniAlNoch keine Bewertungen
- Form Welding Summary and Material Traceability Record - Piping TuhupDokument6 SeitenForm Welding Summary and Material Traceability Record - Piping TuhupYuwantoniAlNoch keine Bewertungen
- Sample of Form MDRDokument11 SeitenSample of Form MDRYuwantoniAlNoch keine Bewertungen
- Shop Manual Wksae 30 PDFDokument1 SeiteShop Manual Wksae 30 PDFYuwantoniAlNoch keine Bewertungen
- Bolt Tightening ProsedurDokument8 SeitenBolt Tightening ProsedurYuwantoniAl50% (2)
- Guide To SSPC Vis 4Dokument4 SeitenGuide To SSPC Vis 4YuwantoniAlNoch keine Bewertungen
- Welding Parameter Hdpe 160 PN 16 & PN 10Dokument4 SeitenWelding Parameter Hdpe 160 PN 16 & PN 10YuwantoniAlNoch keine Bewertungen
- Shop Manual Wksae 30 PDFDokument1 SeiteShop Manual Wksae 30 PDFYuwantoniAlNoch keine Bewertungen
- Welding Parameter Machne SHD 160 (Hdpe 160 PN 16 & PN 10)Dokument4 SeitenWelding Parameter Machne SHD 160 (Hdpe 160 PN 16 & PN 10)YuwantoniAlNoch keine Bewertungen
- Alloy For BucketDokument3 SeitenAlloy For BucketYuwantoniAlNoch keine Bewertungen
- Asme Boiler & Pressure Vessel CodeDokument33 SeitenAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- Form Checklist Machine SHD 160 Butt FusionDokument8 SeitenForm Checklist Machine SHD 160 Butt FusionYuwantoniAl100% (1)
- Hydrostatic Test Procedure Storage TankDokument15 SeitenHydrostatic Test Procedure Storage TankYuwantoniAl75% (4)
- 'Hydrostatic ProcedureDokument7 Seiten'Hydrostatic ProcedureYuwantoniAlNoch keine Bewertungen
- SUMMARY PQT PT PERTAMINA (PERSERO) 15 February 2017Dokument15 SeitenSUMMARY PQT PT PERTAMINA (PERSERO) 15 February 2017YuwantoniAl100% (1)
- Standard DVS 2207 1 For Butt Fusion Welding PDFDokument12 SeitenStandard DVS 2207 1 For Butt Fusion Welding PDFYuwantoniAlNoch keine Bewertungen
- Basic Welding EngineeringDokument60 SeitenBasic Welding EngineeringYuwantoniAlNoch keine Bewertungen
- ITP Erection of Site Tanks - RevDokument5 SeitenITP Erection of Site Tanks - RevYuwantoniAlNoch keine Bewertungen
- EME PresentationDokument31 SeitenEME PresentationNicholas FrederickNoch keine Bewertungen
- ModulanteDokument23 SeitenModulanteVBPNoch keine Bewertungen
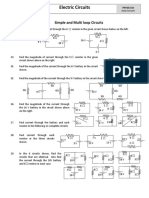
- STD 12 Electric Circuits Worksheets Part 2 (Simple and Multi Loop Circuits) - 1587984854220 - 86LHQ PDFDokument2 SeitenSTD 12 Electric Circuits Worksheets Part 2 (Simple and Multi Loop Circuits) - 1587984854220 - 86LHQ PDFSrihari SrikanthNoch keine Bewertungen
- Cons Trucci On TelmexDokument68 SeitenCons Trucci On TelmexGjurinovic Enriquez GotNoch keine Bewertungen
- Philips dfr9000 SMDokument78 SeitenPhilips dfr9000 SMRoland HendriksNoch keine Bewertungen
- Inductors: TSL Series TSL1315 Type For Power Line RadialDokument2 SeitenInductors: TSL Series TSL1315 Type For Power Line Radialcalvarez_5Noch keine Bewertungen
- Assignment 1 - Ohm Law TutorialDokument4 SeitenAssignment 1 - Ohm Law TutorialNur FazilaNoch keine Bewertungen
- Catalog PLC Mitsubishi PDFDokument106 SeitenCatalog PLC Mitsubishi PDFAlfian TjiptowiyonoNoch keine Bewertungen
- Hydroelectric Poner: Plant Pr02EctDokument3 SeitenHydroelectric Poner: Plant Pr02EctNahemiah Marie AbianNoch keine Bewertungen
- 74HC245 (Buffer)Dokument8 Seiten74HC245 (Buffer)Oscar Zabaleta LaverdeNoch keine Bewertungen
- XT 12 True Wireless Earbuds ManuallDokument6 SeitenXT 12 True Wireless Earbuds ManuallLuis RodríguezNoch keine Bewertungen
- Service Manual: SA-WX900Dokument16 SeitenService Manual: SA-WX900jpcmansoNoch keine Bewertungen
- Calculation of Stabilizing Resistor in High Impedance Differential Protection - Electrical ConceptsDokument13 SeitenCalculation of Stabilizing Resistor in High Impedance Differential Protection - Electrical ConceptsABHINAV SAURAVNoch keine Bewertungen
- Cu de Luminaria OD-3648CSDokument3 SeitenCu de Luminaria OD-3648CSMari Tere GutierrezNoch keine Bewertungen
- Test Physics Chapter# 12,13,14 (2 Year) NameDokument1 SeiteTest Physics Chapter# 12,13,14 (2 Year) NameStay FocusedNoch keine Bewertungen
- TDA2030ADokument15 SeitenTDA2030AAtsivatlaNoch keine Bewertungen
- Dokumen - Tips Isuzu 07tf Immobilizer Training Ver1Dokument50 SeitenDokumen - Tips Isuzu 07tf Immobilizer Training Ver1Chamila tharanga madushanNoch keine Bewertungen
- JSSC 10 Jri Lee FMCW 77ghzDokument11 SeitenJSSC 10 Jri Lee FMCW 77ghzwearoleNoch keine Bewertungen
- 1 General Information: Model Number Short Description Servo DrivesDokument14 Seiten1 General Information: Model Number Short Description Servo DrivesMr.K ch100% (1)
- gm300 PDFDokument49 Seitengm300 PDFTabri tole100% (1)
- Kirloskar 80ws60Dokument6 SeitenKirloskar 80ws60crisNoch keine Bewertungen
- Rotex COMPLETE Limit Switch Catalog 2013Dokument31 SeitenRotex COMPLETE Limit Switch Catalog 2013Fikrinala MargaliuNoch keine Bewertungen
- Clearance Calculation PrimtechDokument1 SeiteClearance Calculation PrimtechSabijetaNoch keine Bewertungen
- CDDDokument6 SeitenCDDHari Krishna.M100% (1)
- 参量混频双光梳信道化接收机Dokument9 Seiten参量混频双光梳信道化接收机Gosoviet XINGNoch keine Bewertungen
- Cat 5e 25-Pair UTP Cable Cut Sheet (040430)Dokument2 SeitenCat 5e 25-Pair UTP Cable Cut Sheet (040430)Sabrina DuongNoch keine Bewertungen
- AN149f PDFDokument22 SeitenAN149f PDFranjitheee1292Noch keine Bewertungen
- DPU30A, DPU30D, DPU40D, DBU20B, DBU25B, and DBU40B Distributed Power System Quick GuideDokument13 SeitenDPU30A, DPU30D, DPU40D, DBU20B, DBU25B, and DBU40B Distributed Power System Quick GuideНиколай АршиновNoch keine Bewertungen
- 10V Current Commutation Commands: Single & Dual Axis Drive WithDokument2 Seiten10V Current Commutation Commands: Single & Dual Axis Drive Withsaran2012Noch keine Bewertungen
- Static and Premature Detonation HazardsDokument7 SeitenStatic and Premature Detonation Hazardswerdna67Noch keine Bewertungen