Das könnte Ihnen auch gefallen
- Gas Turbine Blade Failures - Causes, Avoidance and Troubleshooting PDFDokument48 SeitenGas Turbine Blade Failures - Causes, Avoidance and Troubleshooting PDFTabiquera Guadalupe Victoria Texcoco De Mora100% (2)
- Is My Machine OK?: A Field Guide to Assessing Process MachineryVon EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryNoch keine Bewertungen
- Erosion in TurbomachinaryDokument11 SeitenErosion in TurbomachinaryJulio Herrera Venegas100% (1)
- 08 09 CT2 ScribdDokument116 Seiten08 09 CT2 Scribdratninp9368100% (1)
- GE 7EA Gas Turbine DetailsDokument10 SeitenGE 7EA Gas Turbine DetailsEnder Galvis100% (1)
- Gas Turbine Compressor WashingDokument8 SeitenGas Turbine Compressor Washingwolf_ns100% (1)
- Failure Analysis of Gas Turbine BladesDokument16 SeitenFailure Analysis of Gas Turbine Bladesostroveanu57100% (1)
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDokument9 SeitenGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary SalernoNoch keine Bewertungen
- Steam Turbine Diaphragm Repair StrategyDokument8 SeitenSteam Turbine Diaphragm Repair StrategyEliyanto E BudiartoNoch keine Bewertungen
- Solid Particle Erosion and Mechanical DamageDokument5 SeitenSolid Particle Erosion and Mechanical DamageCarlos ToscanoNoch keine Bewertungen
- Es2001 PDFDokument2 SeitenEs2001 PDFfrdnNoch keine Bewertungen
- Wood Group - Gts Products Services Jan 08Dokument16 SeitenWood Group - Gts Products Services Jan 08Jin Hern100% (1)
- On The Fabrication of Metallic Single Crystal Turbine Blades With A Commentary On Repair Via Additive ManufacturingDokument28 SeitenOn The Fabrication of Metallic Single Crystal Turbine Blades With A Commentary On Repair Via Additive Manufacturingmrkshitij.sNoch keine Bewertungen
- Gas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityDokument3 SeitenGas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityJJ100% (1)
- Gas Turbine Hot Path MaterialsDokument66 SeitenGas Turbine Hot Path Materialsronyjohnson100% (4)
- Compressor Tech 12 2014Dokument68 SeitenCompressor Tech 12 2014Tiffany Johnson100% (1)
- Design of A Gas TurbineDokument118 SeitenDesign of A Gas Turbinemanuelvela100% (2)
- Technical Information Letter: Thermal Engineering Product Service TIL 1108-R1Dokument7 SeitenTechnical Information Letter: Thermal Engineering Product Service TIL 1108-R1Heryanto SyamNoch keine Bewertungen
- GAS TURBINE BLADE GUIDEDokument48 SeitenGAS TURBINE BLADE GUIDEsevero97100% (3)
- Tilting Pad Journal Bearings Dresser RandDokument14 SeitenTilting Pad Journal Bearings Dresser Randpablopasqualini18100% (1)
- GE Power Systems 7F Users Conference PresentationsDokument27 SeitenGE Power Systems 7F Users Conference Presentationsatfrost4638Noch keine Bewertungen
- Gas Turbine PerfomanceDokument14 SeitenGas Turbine PerfomanceAntonio CilindroNoch keine Bewertungen
- Gear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsDokument14 SeitenGear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsShilton SoaresNoch keine Bewertungen
- Metco 405 10-008 PDFDokument7 SeitenMetco 405 10-008 PDFRemco Van Den BergNoch keine Bewertungen
- Article Understanding and Preventing Turbine OverspeedDokument14 SeitenArticle Understanding and Preventing Turbine OverspeedTan Nguyen HuuNoch keine Bewertungen
- Rotor BalancingDokument13 SeitenRotor BalancingWail Izzeldin100% (1)
- Westinghouse-Design Steam Chest PowerGen-2012FinalDokument0 SeitenWestinghouse-Design Steam Chest PowerGen-2012FinalSuphi YükselNoch keine Bewertungen
- Gas Turbine TribologyDokument12 SeitenGas Turbine TribologyChukkur Hali100% (2)
- Impeller Repair Techniques For Centrifugal Compressors PDFDokument8 SeitenImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09Noch keine Bewertungen
- CBN Blade Tip AbradableDokument8 SeitenCBN Blade Tip Abradablebehtam2407Noch keine Bewertungen
- Til 1539Dokument13 SeitenTil 1539Michael JordanNoch keine Bewertungen
- (ARTICLE) Gas Turbine DegradationDokument36 Seiten(ARTICLE) Gas Turbine DegradationFrancisco Baptista100% (1)
- GE Turbine Stud and Nut Instruction ManualDokument39 SeitenGE Turbine Stud and Nut Instruction ManualManuel L LombarderoNoch keine Bewertungen
- Weld Repair of Steam Turbine Rotor With 12 CR WeldDokument5 SeitenWeld Repair of Steam Turbine Rotor With 12 CR Weldsemarasik_651536604Noch keine Bewertungen
- Advances in Centrifugal Gas Compressor TechnologyDokument35 SeitenAdvances in Centrifugal Gas Compressor TechnologyTheerayoot PoomchaiNoch keine Bewertungen
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dokument17 SeitenAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino AndrianNoch keine Bewertungen
- Yttria-Stabilized Zirconia Thermal Barrier Coatings - A ReviewDokument10 SeitenYttria-Stabilized Zirconia Thermal Barrier Coatings - A ReviewycwbycwbNoch keine Bewertungen
- Igv 7eaDokument2 SeitenIgv 7eaSamir BenabdallahNoch keine Bewertungen
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDokument7 SeitenUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Study of Manufacturing of Steam Turbine BladeDokument54 SeitenStudy of Manufacturing of Steam Turbine BladeVijay Sekhar100% (1)
- Course Catalog OverviewDokument40 SeitenCourse Catalog OverviewPapun Scribd100% (1)
- ThermallySprayedAbradableCoatings 2012.10Dokument9 SeitenThermallySprayedAbradableCoatings 2012.10Thanaraj SanmughamNoch keine Bewertungen
- Technical Information Letter: Lube Oil VarnishingDokument6 SeitenTechnical Information Letter: Lube Oil VarnishingHeryanto SyamNoch keine Bewertungen
- SIEMENS The H Class To Korea BrochureDokument8 SeitenSIEMENS The H Class To Korea Brochurelink2u_007Noch keine Bewertungen
- T 1566Dokument5 SeitenT 1566Erwin Mauricio Alarcon PradenasNoch keine Bewertungen
- Labyrinth SealDokument29 SeitenLabyrinth SealbambsoeNoch keine Bewertungen
- ASME Presentation Nov 2014 PDFDokument56 SeitenASME Presentation Nov 2014 PDFdf_campos33530% (2)
- BBC Last Stage Blades DesignDokument12 SeitenBBC Last Stage Blades Designantoniomambro100% (1)
- SPECIFICATION FOR LUBRICATING OILS FOR USE in Solar Gas Turbine Engines PDFDokument13 SeitenSPECIFICATION FOR LUBRICATING OILS FOR USE in Solar Gas Turbine Engines PDFMohamed Adel100% (2)
- 6.4 Measuring Clearance and Wear of Pivoted Shoe Journal BearingsDokument3 Seiten6.4 Measuring Clearance and Wear of Pivoted Shoe Journal BearingszulmodangguNoch keine Bewertungen
- Tilting Pad Journal Bearings High Speed High LoadDokument11 SeitenTilting Pad Journal Bearings High Speed High LoadHatem AliNoch keine Bewertungen
- Gaskets PDFDokument58 SeitenGaskets PDFAmit SharmaNoch keine Bewertungen
- 3 - Gas Turbine Overview 8.09Dokument25 Seiten3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- CCJ3 Air Inlet Filters FinalDokument7 SeitenCCJ3 Air Inlet Filters FinalDomingo Pinto100% (1)
- Turbine BladesDokument11 SeitenTurbine BladesTheWorrior ChayranNoch keine Bewertungen
- GEK101944Dokument8 SeitenGEK101944Nouman Saeed100% (1)
- GE Lube Oil Varnishing TIL 1528-3Dokument6 SeitenGE Lube Oil Varnishing TIL 1528-3hebishtNoch keine Bewertungen
- Tribology of Reciprocating Engines: Proceedings of the 9th Leeds–Lyon Symposium on Tribology Held in Bondington Hall, the University of Leeds, England 7–10 September 1982Von EverandTribology of Reciprocating Engines: Proceedings of the 9th Leeds–Lyon Symposium on Tribology Held in Bondington Hall, the University of Leeds, England 7–10 September 1982Noch keine Bewertungen
- Piping Plan Pocket PalDokument66 SeitenPiping Plan Pocket PalmflorespazosNoch keine Bewertungen
- The STP Guide-Design, Operation and MaintenanceDokument74 SeitenThe STP Guide-Design, Operation and MaintenanceRajesh ShenoyNoch keine Bewertungen
- 04 Todd BurlingameDokument9 Seiten04 Todd BurlingameAmal KaNoch keine Bewertungen
- 04 Todd BurlingameDokument9 Seiten04 Todd BurlingameAmal KaNoch keine Bewertungen
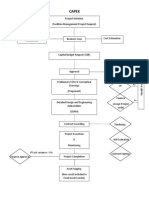
- CAPEXDokument1 SeiteCAPEXAmal KaNoch keine Bewertungen
- Nozzle Loads Piping Stresses and The Effect of Piping On EquipmentDokument40 SeitenNozzle Loads Piping Stresses and The Effect of Piping On Equipmentcaesar00100% (6)
- Surge CalculationsDokument21 SeitenSurge CalculationscordoNoch keine Bewertungen
- Piping Plan Pocket PalDokument66 SeitenPiping Plan Pocket PalmflorespazosNoch keine Bewertungen
- FTA157 Piping Plan PosterDokument1 SeiteFTA157 Piping Plan PosterGloria HamiltonNoch keine Bewertungen
- PVC Piping Systems-PPFADokument40 SeitenPVC Piping Systems-PPFAAmal KaNoch keine Bewertungen
- API 510 PC 20 Aug05 PTR 1Dokument3 SeitenAPI 510 PC 20 Aug05 PTR 1Amal KaNoch keine Bewertungen
- Xylem Guide To BlowersDokument11 SeitenXylem Guide To BlowersAmal KaNoch keine Bewertungen
- KentDokument15 SeitenKentAmal KaNoch keine Bewertungen
- API 510 PC 20 Aug05 PTR 1Dokument3 SeitenAPI 510 PC 20 Aug05 PTR 1Amal KaNoch keine Bewertungen
- TechA Calculo NPSHDokument140 SeitenTechA Calculo NPSHAmal Ka100% (1)
- Vol 3 No 1 P 27Dokument10 SeitenVol 3 No 1 P 27Az HassanNoch keine Bewertungen
- Thesis AndreArsenio TUD FinalDokument166 SeitenThesis AndreArsenio TUD FinalAmal KaNoch keine Bewertungen
- AFTFathomInstructions PDFDokument532 SeitenAFTFathomInstructions PDFAmal KaNoch keine Bewertungen
- 2014 CompassDokument540 Seiten2014 CompassAmal KaNoch keine Bewertungen
- Chapter 06Dokument110 SeitenChapter 06Avinash VasudeoNoch keine Bewertungen
- Fans & Blowers-Calculation of PowerDokument20 SeitenFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Project Standards and Specifications Precommissioning Piping Cleaning Rev01Dokument5 SeitenProject Standards and Specifications Precommissioning Piping Cleaning Rev01Tiago HenriquesNoch keine Bewertungen
- Mohammadi, KeramatDokument104 SeitenMohammadi, KeramatObie AkpachioguNoch keine Bewertungen
- PVC Piping Systems-PPFADokument40 SeitenPVC Piping Systems-PPFAHarendra RathnayakeNoch keine Bewertungen
- Chapter 06Dokument110 SeitenChapter 06Avinash VasudeoNoch keine Bewertungen
- Awwa - C905 - (2010) PVC PDFDokument40 SeitenAwwa - C905 - (2010) PVC PDFoscarpetroflexNoch keine Bewertungen
- Water Hammer in Irrigation SystemsDokument6 SeitenWater Hammer in Irrigation SystemsAmal KaNoch keine Bewertungen
- Overhead Hoists and Underhung CranesDokument45 SeitenOverhead Hoists and Underhung CranesSurendra ReddyNoch keine Bewertungen
- Water Hammer in Pumped Sewer MainsDokument45 SeitenWater Hammer in Pumped Sewer MainsAmal KaNoch keine Bewertungen
- Capability Analysis Formulas - MinitabDokument9 SeitenCapability Analysis Formulas - Minitabaugusto_bergNoch keine Bewertungen
- Low Academic Performance of Grade 12 TVL Students in SinhsDokument13 SeitenLow Academic Performance of Grade 12 TVL Students in SinhsJohn RollieNoch keine Bewertungen
- STROBE Case-Control Study PDFDokument3 SeitenSTROBE Case-Control Study PDFLuis Gabriel Parra LaraNoch keine Bewertungen
- Statistical Process Control ToolsDokument11 SeitenStatistical Process Control ToolsKabilan KabilNoch keine Bewertungen
- BIRCH: Balanced Iterative Reducing and Clustering using HierarchiesDokument33 SeitenBIRCH: Balanced Iterative Reducing and Clustering using HierarchiesSpandan RoyNoch keine Bewertungen
- F TestDokument7 SeitenF TestShamik MisraNoch keine Bewertungen
- Malhotra MR6e 09Dokument30 SeitenMalhotra MR6e 09Anchal ChhabraNoch keine Bewertungen
- Accounting study examines factors influencing social responsibility disclosuresDokument8 SeitenAccounting study examines factors influencing social responsibility disclosuresAsma ShaNoch keine Bewertungen
- Content Sheet 9-1: Overview of Assessment: Role in Quality Management SystemDokument13 SeitenContent Sheet 9-1: Overview of Assessment: Role in Quality Management SystemRC SILVESTRENoch keine Bewertungen
- Design Criteria For An Urban Sidewalk LandscapeDokument8 SeitenDesign Criteria For An Urban Sidewalk LandscapePaola PacchaNoch keine Bewertungen
- Rudolph Lavigne Katz Zacher 2017 in PressDokument73 SeitenRudolph Lavigne Katz Zacher 2017 in PressKainat RasheedNoch keine Bewertungen
- Boost Hair Growth Naturally with Bio Amla ShampooDokument8 SeitenBoost Hair Growth Naturally with Bio Amla Shampookhimani90Noch keine Bewertungen
- Wk02 T01 ANSDokument11 SeitenWk02 T01 ANSOoiNoch keine Bewertungen
- Final RM ProjectDokument17 SeitenFinal RM ProjectJignesh VasaniNoch keine Bewertungen
- Graphical PresentationDokument6 SeitenGraphical PresentationAtiqah RazifNoch keine Bewertungen
- Permutation Vs CombinationDokument4 SeitenPermutation Vs CombinationSaleh RehmanNoch keine Bewertungen
- Economics As A Laughing Matter Freud S Jokes and Their Relation To The Economic and Rhetorical UnconsciousDokument25 SeitenEconomics As A Laughing Matter Freud S Jokes and Their Relation To The Economic and Rhetorical UnconsciousmadspeterNoch keine Bewertungen
- Literature Review Guide - Capstone Consulting Project 2021Dokument7 SeitenLiterature Review Guide - Capstone Consulting Project 2021Maite RabyanyanaNoch keine Bewertungen
- Medical Image Analysis: Eli Gibson, Yipeng Hu, Henkjan J. Huisman, Dean C. BarrattDokument16 SeitenMedical Image Analysis: Eli Gibson, Yipeng Hu, Henkjan J. Huisman, Dean C. BarrattMădălina CiobotariuNoch keine Bewertungen
- Performance AppraisalDokument43 SeitenPerformance Appraisalamn_thkrNoch keine Bewertungen
- Management Review ProcedureDokument3 SeitenManagement Review Procedurechahi100% (1)
- Practical Research 2 PDFDokument60 SeitenPractical Research 2 PDFSargeant Oxford100% (1)
- CC 22102015 CorrectionDokument4 SeitenCC 22102015 CorrectionAnne Marielle AmparadoNoch keine Bewertungen
- SESI 5 Element of Research DesignDokument12 SeitenSESI 5 Element of Research DesignStevia Tjioe100% (1)
- Engineering Vulnerability Functions Based on Observational DataDokument23 SeitenEngineering Vulnerability Functions Based on Observational DataZens Irving Huamani RodriguezNoch keine Bewertungen
- Population SamplingDokument18 SeitenPopulation SamplingKayezel PolboridoNoch keine Bewertungen
- Organoleptic Analysis Guidance FinalDokument43 SeitenOrganoleptic Analysis Guidance FinalChris KullNoch keine Bewertungen
- Implementing BSC To Internal Audit FunctionDokument15 SeitenImplementing BSC To Internal Audit FunctionShantanu SharmaNoch keine Bewertungen
- Fake NewsDokument33 SeitenFake NewsCaioMachadoNoch keine Bewertungen
- Performing a Paired Data Nonparametric TestDokument7 SeitenPerforming a Paired Data Nonparametric TestAzriNexusNoch keine Bewertungen