Das könnte Ihnen auch gefallen
- Casting 2 CDokument16 SeitenCasting 2 CVinay KumarNoch keine Bewertungen
- Casting Defects: Defects Due To Evolution of GasesDokument3 SeitenCasting Defects: Defects Due To Evolution of GasesRathodVijayNoch keine Bewertungen
- Lecture - 9 Fettling and Casting DefectsDokument43 SeitenLecture - 9 Fettling and Casting DefectsSara KiNoch keine Bewertungen
- Unit1 - 7 - Casting DefectsDokument36 SeitenUnit1 - 7 - Casting DefectsPrajesh KrishnaNoch keine Bewertungen
- Recommendations & ConclusionDokument3 SeitenRecommendations & ConclusionFaez Feakry100% (2)
- Defectos Soluciones PDFDokument9 SeitenDefectos Soluciones PDFCaballero RrzNoch keine Bewertungen
- Penetration Due To Chemical ReactionDokument2 SeitenPenetration Due To Chemical ReactionsushmaxNoch keine Bewertungen
- Common Green Sand Flaws: Defect DetectiveDokument4 SeitenCommon Green Sand Flaws: Defect DetectiveVivek ShrivastavaNoch keine Bewertungen
- Casting DefectsDokument5 SeitenCasting DefectsChinmay Das89% (9)
- Moulding Sand PropertyDokument6 SeitenMoulding Sand PropertyAppu MukundanNoch keine Bewertungen
- Lecture 3 Casting Surface DefectsDokument72 SeitenLecture 3 Casting Surface DefectsLuis Arturo RamirezNoch keine Bewertungen
- BlowholeDokument4 SeitenBlowholekarthikkandaNoch keine Bewertungen
- Sunflag Iron & Steel Company Limited: Continuous CastingDokument30 SeitenSunflag Iron & Steel Company Limited: Continuous Castingamit gajbhiye100% (1)
- Course: Metal Casting: Lecture No-6 Sand Composition & Material PropertiesDokument4 SeitenCourse: Metal Casting: Lecture No-6 Sand Composition & Material PropertieszombieNoch keine Bewertungen
- Casting Processes CompleteDokument49 SeitenCasting Processes CompleteRavi KumarNoch keine Bewertungen
- Casting Series 3Dokument23 SeitenCasting Series 3Janmayjoy Halder SwagataNoch keine Bewertungen
- Shrinkag eDokument59 SeitenShrinkag eÄâmïř ÌřşhądNoch keine Bewertungen
- Defect Type in EnglishDokument9 SeitenDefect Type in Englishravindra191274Noch keine Bewertungen
- Suresh 2261Dokument9 SeitenSuresh 226109m008_159913639Noch keine Bewertungen
- 2b-CASTING PROCESSESDokument42 Seiten2b-CASTING PROCESSESIzzat IkramNoch keine Bewertungen
- Metal CastingDokument22 SeitenMetal CastingANKIT RAJNoch keine Bewertungen
- Chloride Resistance of High-Performance Concretes Subjected Toaccelerated CuringDokument7 SeitenChloride Resistance of High-Performance Concretes Subjected Toaccelerated CuringNuril IshakNoch keine Bewertungen
- Design of Product Selection of Raw Materials Sequence of Process in Which Product Is ManufacturedDokument93 SeitenDesign of Product Selection of Raw Materials Sequence of Process in Which Product Is Manufacturedsanku surya sai charanNoch keine Bewertungen
- Mte New Workshop BmeDokument27 SeitenMte New Workshop BmeSahil YadavNoch keine Bewertungen
- Countermeasure For DC Defective Products: DC School Text BookDokument13 SeitenCountermeasure For DC Defective Products: DC School Text Bookmike100% (1)
- Seminer Casting DefectDokument144 SeitenSeminer Casting Defectgunz100% (1)
- Mineral Processing (Extractive Metallurgy) For Non-Metallurgists Section 1 - IntroductionDokument25 SeitenMineral Processing (Extractive Metallurgy) For Non-Metallurgists Section 1 - IntroductionmakimphoNoch keine Bewertungen
- PBL Casting 1Dokument8 SeitenPBL Casting 1Fu AdNoch keine Bewertungen
- L3 Casting Terminology AutosavedDokument41 SeitenL3 Casting Terminology AutosavedRahul DandugulaNoch keine Bewertungen
- CastingDokument103 SeitenCastingPrem kumarNoch keine Bewertungen
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDokument68 SeitenDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNoch keine Bewertungen
- Casting DefectsDokument4 SeitenCasting DefectsMaqbul Alam100% (2)
- Metal Casting Processes: Rizwan M. Gul NWFP UetDokument80 SeitenMetal Casting Processes: Rizwan M. Gul NWFP Uetirum,Noch keine Bewertungen
- Chapter 11-Metal Casting ProcessesDokument80 SeitenChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNoch keine Bewertungen
- Course: Metal Casting Module No.7: Testing of SandDokument4 SeitenCourse: Metal Casting Module No.7: Testing of SandSriman GhoshNoch keine Bewertungen
- 2 Introduction To Casting ProcessDokument22 Seiten2 Introduction To Casting ProcessLiaquat AliNoch keine Bewertungen
- Welding Defect in GTAWDokument19 SeitenWelding Defect in GTAWMuhammad Ghiyats100% (1)
- Casting Defects and How To Prevent Them in Your ProductsDokument7 SeitenCasting Defects and How To Prevent Them in Your ProductsArun t nNoch keine Bewertungen
- Sand CastingDokument8 SeitenSand CastingHaryad HewaNoch keine Bewertungen
- Chap 4 CastingProcessesDokument48 SeitenChap 4 CastingProcessesTshiamo MontsoNoch keine Bewertungen
- Chap 4-CastingProcessesDokument68 SeitenChap 4-CastingProcessesfarayi.gadahNoch keine Bewertungen
- Casting: Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDokument109 SeitenCasting: Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingasitacharyaNoch keine Bewertungen
- Metal CastingDokument69 SeitenMetal CastingChalamaiah GuntupalliNoch keine Bewertungen
- Chapter 11-Casting IIDokument80 SeitenChapter 11-Casting IIaff123051Noch keine Bewertungen
- Chapter 11-Casting IIDokument80 SeitenChapter 11-Casting IIAli IqbalNoch keine Bewertungen
- Casting Manufacturing Lab ReportDokument16 SeitenCasting Manufacturing Lab ReportNiko KoNoch keine Bewertungen
- Met Process and DefectsDokument85 SeitenMet Process and DefectsBITS PILANI WILP MTQMNoch keine Bewertungen
- 23-IKO Poster Casting DefectsDokument1 Seite23-IKO Poster Casting DefectsGopal Jetani50% (2)
- Foundry DefectsDokument74 SeitenFoundry DefectsdanielsasikumarNoch keine Bewertungen
- SeminarDokument38 SeitenSeminarManohara ErlaNoch keine Bewertungen
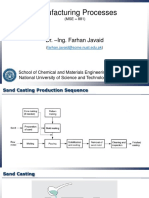
- Manufacturing Processes: Dr. - Ing. Farhan JavaidDokument44 SeitenManufacturing Processes: Dr. - Ing. Farhan JavaidBilal idreesNoch keine Bewertungen
- Casting Defects: Gas PorosityDokument8 SeitenCasting Defects: Gas PorosityAll In OneNoch keine Bewertungen
- Typical Casting DefectsDokument16 SeitenTypical Casting DefectsSeah Ying ZhiNoch keine Bewertungen
- The Cast Oil Casting Case StudyDokument2 SeitenThe Cast Oil Casting Case StudyAtta E Mustafa Mughal100% (1)
- Fundamental of Metal Casting 2018Dokument69 SeitenFundamental of Metal Casting 2018Mohd MuhaiminNoch keine Bewertungen
- Casting Defects and RemediesDokument9 SeitenCasting Defects and Remediesraoz81100% (1)
- The Strength, Fracture and Workability of Coal: A Monograph on Basic Work on Coal Winning Carried Out by the Mining Research Establishment, National Coal BoardVon EverandThe Strength, Fracture and Workability of Coal: A Monograph on Basic Work on Coal Winning Carried Out by the Mining Research Establishment, National Coal BoardNoch keine Bewertungen
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseVon EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionVon EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNoch keine Bewertungen
- 5a - Welding Metallurgy of Carbon SteelDokument16 Seiten5a - Welding Metallurgy of Carbon SteelAziful AiemanNoch keine Bewertungen
- Topic T1: Mass, Momentum and Energy AUTUMN 2013Dokument32 SeitenTopic T1: Mass, Momentum and Energy AUTUMN 2013Aziful AiemanNoch keine Bewertungen
- 7.1 Environmental Quality ActDokument20 Seiten7.1 Environmental Quality ActAziful AiemanNoch keine Bewertungen
- Introduction To Mechanical Engineering DesignDokument16 SeitenIntroduction To Mechanical Engineering DesignAziful AiemanNoch keine Bewertungen
- 7.4 Employment Act and RegulationDokument63 Seiten7.4 Employment Act and RegulationAziful AiemanNoch keine Bewertungen
- Chapter 5 - Org & HRMDokument50 SeitenChapter 5 - Org & HRMAziful AiemanNoch keine Bewertungen
- Chapter 2 MEC600Dokument50 SeitenChapter 2 MEC600Aziful AiemanNoch keine Bewertungen
- Top View Scale: 1:3 Isometric View Scale: 1:3Dokument1 SeiteTop View Scale: 1:3 Isometric View Scale: 1:3Aziful AiemanNoch keine Bewertungen
- FunnelDokument1 SeiteFunnelAziful AiemanNoch keine Bewertungen
- 2 6 0 Top View Scale: 1:4 Isometric View Scale: 1:4Dokument1 Seite2 6 0 Top View Scale: 1:4 Isometric View Scale: 1:4Aziful AiemanNoch keine Bewertungen
- 2nd Presentation ReportDokument14 Seiten2nd Presentation ReportAziful AiemanNoch keine Bewertungen
- Etr - Siti Zubaidah Azizan M at 14 - 5Dokument5 SeitenEtr - Siti Zubaidah Azizan M at 14 - 5Aziful AiemanNoch keine Bewertungen
- Shredder HousingDokument1 SeiteShredder HousingAziful AiemanNoch keine Bewertungen
- Top View Scale: 1:1 4 8 - 2 5 Isometric View Scale: 1:1Dokument1 SeiteTop View Scale: 1:1 4 8 - 2 5 Isometric View Scale: 1:1Aziful AiemanNoch keine Bewertungen
- (BLADE) New Shredder BladeDokument1 Seite(BLADE) New Shredder BladeAziful AiemanNoch keine Bewertungen
- "The Alpha Truck" Progress Report: Em220: Bachelor of Mechanical EngineeringDokument2 Seiten"The Alpha Truck" Progress Report: Em220: Bachelor of Mechanical EngineeringAziful AiemanNoch keine Bewertungen
- (BLADE) Inner BladeDokument1 Seite(BLADE) Inner BladeAziful AiemanNoch keine Bewertungen
- (BOX) Rear BodyDokument1 Seite(BOX) Rear BodyAziful AiemanNoch keine Bewertungen
- New CO5b - MEC532 Progress Assessment Form 2Dokument1 SeiteNew CO5b - MEC532 Progress Assessment Form 2Aziful AiemanNoch keine Bewertungen