Das könnte Ihnen auch gefallen
- Automation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980Von EverandAutomation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980J. O'SheaNoch keine Bewertungen
- GeothermalDokument16 SeitenGeothermalBlythe W. EmpizoNoch keine Bewertungen
- Metal Resources and Energy: Butterworths Monographs in MaterialsVon EverandMetal Resources and Energy: Butterworths Monographs in MaterialsNoch keine Bewertungen
- Mineral Processing NotesDokument200 SeitenMineral Processing NotesLingannaNoch keine Bewertungen
- Rock Properties: Dr. R.K.Dutta Apced NIT HamirpurDokument109 SeitenRock Properties: Dr. R.K.Dutta Apced NIT HamirpurAastha SoniNoch keine Bewertungen
- Conceptual Models in Exploration GeochemistryVon EverandConceptual Models in Exploration GeochemistryBewertung: 5 von 5 Sternen5/5 (1)
- Fair Use NoticeDokument32 SeitenFair Use NoticeTarvesh KumarNoch keine Bewertungen
- 26th March 2002 Room and Pillar Mechanised MiningDokument59 Seiten26th March 2002 Room and Pillar Mechanised MiningCraig ThomasNoch keine Bewertungen
- Innovative Exploration Methods for Minerals, Oil, Gas, and Groundwater for Sustainable DevelopmentVon EverandInnovative Exploration Methods for Minerals, Oil, Gas, and Groundwater for Sustainable DevelopmentA. K. MoitraNoch keine Bewertungen
- Lecture 1 - Origin of HydrocarbonsDokument19 SeitenLecture 1 - Origin of Hydrocarbonshasan sabahNoch keine Bewertungen
- Coal Mining - Overview MethodsDokument2 SeitenCoal Mining - Overview MethodsWindy FebbioLaNoch keine Bewertungen
- Metal Mining IDokument59 SeitenMetal Mining IANSHUL YADAVNoch keine Bewertungen
- COver LetterDokument1 SeiteCOver LetterAbhishek PrajapatiNoch keine Bewertungen
- Mineral Processing MethodsDokument69 SeitenMineral Processing MethodsChamal_JaliyaNoch keine Bewertungen
- Coal HistoryDokument25 SeitenCoal Historykanda srikanthNoch keine Bewertungen
- Development of Vertical Shaft Skip and Guide DesignsDokument254 SeitenDevelopment of Vertical Shaft Skip and Guide Designsjoe.sibbaldNoch keine Bewertungen
- Test Your KnowledgeDokument158 SeitenTest Your KnowledgeRaju SharmaNoch keine Bewertungen
- Extractive Metallurgy of Gold 3Dokument18 SeitenExtractive Metallurgy of Gold 3Jose Carlos YvNoch keine Bewertungen
- Mining Engineering Ptr-324: Tishk International University Engineering Faculty Petroleum & Mining Eng. DepartmentDokument11 SeitenMining Engineering Ptr-324: Tishk International University Engineering Faculty Petroleum & Mining Eng. DepartmentHassn LukakuNoch keine Bewertungen
- Room & Pillar MiningDokument43 SeitenRoom & Pillar MiningANSHUL YADAVNoch keine Bewertungen
- Mine DevelopmentDokument4 SeitenMine DevelopmentsunilsinghmNoch keine Bewertungen
- Mine Gases (Part 1)Dokument15 SeitenMine Gases (Part 1)Melford LapnawanNoch keine Bewertungen
- Surface Mine Design & Practice (MN)Dokument2 SeitenSurface Mine Design & Practice (MN)Luigi Garcia CuevaNoch keine Bewertungen
- Coal MiningDokument13 SeitenCoal MiningSirad HirsiNoch keine Bewertungen
- Chapter 1Dokument9 SeitenChapter 1Senju HashiramaNoch keine Bewertungen
- 1.10 Mine Gases - Methane IVDokument9 Seiten1.10 Mine Gases - Methane IVDeepakKattimaniNoch keine Bewertungen
- Jankovic-Validation of A Closed Circuit Ball Mill Model PDFDokument7 SeitenJankovic-Validation of A Closed Circuit Ball Mill Model PDFrodrigoalcainoNoch keine Bewertungen
- Mining Engineering Ptr-324: Tishk International University Engineering Faculty Petroleum & Mining Eng. DepartmentDokument11 SeitenMining Engineering Ptr-324: Tishk International University Engineering Faculty Petroleum & Mining Eng. DepartmentHassn LukakuNoch keine Bewertungen
- Data Mining (D) PDFDokument25 SeitenData Mining (D) PDFSandeep DasNoch keine Bewertungen
- Mechanism of Spontaneous CombustionDokument24 SeitenMechanism of Spontaneous CombustionAli WassanNoch keine Bewertungen
- Course Structure and Syllabus: For 2-Year M. Tech. Programme in Mining EngineeringDokument33 SeitenCourse Structure and Syllabus: For 2-Year M. Tech. Programme in Mining Engineeringabhishek urmaliyaNoch keine Bewertungen
- MINE292-Coal Processing-2013 PDFDokument8 SeitenMINE292-Coal Processing-2013 PDFdonnypsNoch keine Bewertungen
- Preliminary EvaluationDokument5 SeitenPreliminary EvaluationAryan AnandNoch keine Bewertungen
- 4.3 Application of Fluid Mechanics in Mine Ventilation - Flow in Underground MinesDokument12 Seiten4.3 Application of Fluid Mechanics in Mine Ventilation - Flow in Underground MinesDeepakKattimaniNoch keine Bewertungen
- Mining in IndiaDokument13 SeitenMining in IndiaVenkata Nagabhushana ShastryNoch keine Bewertungen
- Coal OxidationDokument11 SeitenCoal Oxidationmukesh vikramNoch keine Bewertungen
- 1.4 Mine Gases - Methane IDokument9 Seiten1.4 Mine Gases - Methane IDeepakKattimani100% (1)
- Recovery of Ultra FinesDokument28 SeitenRecovery of Ultra FinesBelen TapiaNoch keine Bewertungen
- Osjn J: Subject: Standards of Illumination in Opencast Coal MinesDokument4 SeitenOsjn J: Subject: Standards of Illumination in Opencast Coal MinesmohanNoch keine Bewertungen
- " Deepening and Widening of Shafts" .A PresentationDokument18 Seiten" Deepening and Widening of Shafts" .A PresentationCraig Thomas100% (1)
- Amie Syllabus Sec B MiningDokument19 SeitenAmie Syllabus Sec B MiningSangeet SharmaNoch keine Bewertungen
- 1 Froth Flotation - Fundamental PrinciplesDokument30 Seiten1 Froth Flotation - Fundamental PrinciplesdehyahmedNoch keine Bewertungen
- The Theory of Ostwald Rippening (Voorhess)Dokument22 SeitenThe Theory of Ostwald Rippening (Voorhess)serchNoch keine Bewertungen
- Sub-Level Caving: Where Is It Headed?Dokument8 SeitenSub-Level Caving: Where Is It Headed?anon_747293279Noch keine Bewertungen
- Blast Fume Clearance Reentry TimesDokument8 SeitenBlast Fume Clearance Reentry TimesYuni_Arifwati_5495Noch keine Bewertungen
- Underground Mining TermsDokument3 SeitenUnderground Mining TermsCristina Ortega CidNoch keine Bewertungen
- Cooling Power of Mine AirDokument16 SeitenCooling Power of Mine AirVihari RahulNoch keine Bewertungen
- Mine Asset Management AssignmentDokument23 SeitenMine Asset Management AssignmentMilthon Chambi0% (1)
- B.Tech Diploma Combined MIN - V - Factor of Safety.Dokument17 SeitenB.Tech Diploma Combined MIN - V - Factor of Safety.shivam raiNoch keine Bewertungen
- 2017 CMP - Alex DollDokument11 Seiten2017 CMP - Alex DollrodrigoalcainoNoch keine Bewertungen
- Map Mongolia Mining Exploration License PDFDokument159 SeitenMap Mongolia Mining Exploration License PDFDulguunkherlen BudkhandNoch keine Bewertungen
- 9.1 Lecture Material - Pneumatic Transport and Slurry TransportDokument51 Seiten9.1 Lecture Material - Pneumatic Transport and Slurry TransportDondon Irig100% (1)
- Nanocomposite Coating:a ReviewDokument19 SeitenNanocomposite Coating:a ReviewA. SNoch keine Bewertungen
- Gate Mining 2007-2019 PapersDokument220 SeitenGate Mining 2007-2019 PapersAarya raj singh RanawatNoch keine Bewertungen
- Comminution in Mineral ProcessingDokument23 SeitenComminution in Mineral ProcessinggtdomboNoch keine Bewertungen
- Longwall Mining PDFDokument114 SeitenLongwall Mining PDFGudu PandaNoch keine Bewertungen
- Site Visit: Mogalakwena Mine and Polokwane Smelter: April 12 2010Dokument39 SeitenSite Visit: Mogalakwena Mine and Polokwane Smelter: April 12 2010pldevNoch keine Bewertungen
- Handout 3 - MIN 454Dokument11 SeitenHandout 3 - MIN 454katta_sridharNoch keine Bewertungen
- Westray Mine DisasterDokument4 SeitenWestray Mine DisasterGulahmed05Noch keine Bewertungen
- Pages From Fx326 Minerals and Coal Process CalculationsDokument2 SeitenPages From Fx326 Minerals and Coal Process CalculationsKaisar OnoNoch keine Bewertungen
- Jorc 2004Dokument21 SeitenJorc 2004M Nur WahidanNoch keine Bewertungen
- ResumekuDokument3 SeitenResumekuDenny PanjaitanNoch keine Bewertungen
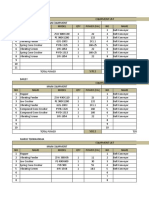
- Crusher Equipment ListDokument12 SeitenCrusher Equipment ListTommy AndriNoch keine Bewertungen
- 2013-12-01 Press Release Directory Copper Mines PlantsDokument163 Seiten2013-12-01 Press Release Directory Copper Mines PlantsxichengrenNoch keine Bewertungen
- Guide Book: Indonesia'S Mineral and Coal: DiscoverytoinventoryDokument34 SeitenGuide Book: Indonesia'S Mineral and Coal: DiscoverytoinventoryFauzanWiraNoch keine Bewertungen
- OHaraDokument17 SeitenOHaraDiego Huangal LagunaNoch keine Bewertungen
- USGS Professional Paper 94 Economic Geology of Gilpin County and Adjacent Parts of Clear Creek and Boulder Counties ColoradoDokument393 SeitenUSGS Professional Paper 94 Economic Geology of Gilpin County and Adjacent Parts of Clear Creek and Boulder Counties ColoradoRussell Hartill100% (2)
- Base Metal LeachingDokument4 SeitenBase Metal LeachingRa kannanNoch keine Bewertungen
- Gold Camps and Silver CitiesDokument175 SeitenGold Camps and Silver CitiesRussell Hartill100% (3)
- What Is Mine To MillDokument96 SeitenWhat Is Mine To Millmarvinj93Noch keine Bewertungen
- Bid Sheet: Mstc/Blr/Monitoring Committee /68/bangalore /19-20/15661 (222519)Dokument3 SeitenBid Sheet: Mstc/Blr/Monitoring Committee /68/bangalore /19-20/15661 (222519)Vi KraNoch keine Bewertungen
- Deep Sea Mining - Presentation-1Dokument16 SeitenDeep Sea Mining - Presentation-1raja jeevakumar100% (1)
- Daftar Pustaka: ILHAM ILMAWAN, Dr. Arifudin Idrus, S.T., M.TDokument3 SeitenDaftar Pustaka: ILHAM ILMAWAN, Dr. Arifudin Idrus, S.T., M.TUmi SalmahNoch keine Bewertungen
- Buyers Guide Discovering Stone 2014-Marble-Stone-Dogal TasDokument8 SeitenBuyers Guide Discovering Stone 2014-Marble-Stone-Dogal Tasmesut adıyamanNoch keine Bewertungen
- Berlinite Alpo: Crystal DataDokument1 SeiteBerlinite Alpo: Crystal DataEr RutvikNoch keine Bewertungen
- Example of Mineral Resources PDFDokument1 SeiteExample of Mineral Resources PDFmeenasarathaNoch keine Bewertungen
- Organization Chart of Kiocl Limited: Director (Production & Projects)Dokument8 SeitenOrganization Chart of Kiocl Limited: Director (Production & Projects)KudremukhNoch keine Bewertungen
- McqsDokument4 SeitenMcqsWajid Hussain100% (1)
- Index To The Salt Lake Mining Review 1899-1928 B-91Dokument120 SeitenIndex To The Salt Lake Mining Review 1899-1928 B-91Russell HartillNoch keine Bewertungen
- Tacora Scully Mine FS NI43101 20180205Dokument463 SeitenTacora Scully Mine FS NI43101 20180205mspleit100% (1)
- Cement Grade Limestone Area in Kadapa Dist, Ap, AvailableDokument4 SeitenCement Grade Limestone Area in Kadapa Dist, Ap, Availablebhaskar_geo4307Noch keine Bewertungen
- MDMW Copper02Dokument3 SeitenMDMW Copper02miningnovaNoch keine Bewertungen
- Longwall MiningDokument2 SeitenLongwall MiningRiswan RiswanNoch keine Bewertungen
- Geomodelling, Resource & Reserve Estimation and Pit OptimizationDokument19 SeitenGeomodelling, Resource & Reserve Estimation and Pit OptimizationAziz Fathiry RahmanNoch keine Bewertungen
- UMM (Underground Mining Method)Dokument115 SeitenUMM (Underground Mining Method)Irvan0% (1)
- Mining Cost Service Ex 1Dokument3 SeitenMining Cost Service Ex 1theresia_ksNoch keine Bewertungen
- Simplified Mining Plan (MP) /review &updationof Mining Plan (RMP) Format /templateDokument14 SeitenSimplified Mining Plan (MP) /review &updationof Mining Plan (RMP) Format /templatemitheleshpurohitNoch keine Bewertungen
- Trident Project TechRep 05312015Dokument196 SeitenTrident Project TechRep 05312015Lubilo MateNoch keine Bewertungen