Das könnte Ihnen auch gefallen
- 1 Prof Chauvins Instructions For Bingham CH 4Dokument35 Seiten1 Prof Chauvins Instructions For Bingham CH 4Danielle Baldwin100% (2)
- Chestionar 2Dokument5 SeitenChestionar 2Alex AndruNoch keine Bewertungen
- Humade Msds MaDokument5 SeitenHumade Msds MadchyNoch keine Bewertungen
- Rubber Band Arrangements - Concert BandDokument25 SeitenRubber Band Arrangements - Concert BandJonatas Souza100% (1)
- MOS - Steel StructureDokument15 SeitenMOS - Steel StructuredennisNoch keine Bewertungen
- Ssab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99Dokument1 SeiteSsab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99tobiasNoch keine Bewertungen
- Sigmadur 550Dokument9 SeitenSigmadur 550indcoatingsNoch keine Bewertungen
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDokument1 SeitePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNoch keine Bewertungen
- ITP Fuel Fillter (J-1001) Rev10+Dokument9 SeitenITP Fuel Fillter (J-1001) Rev10+DjokoNoch keine Bewertungen
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Dokument19 SeitenHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNoch keine Bewertungen
- WPS & SmawDokument12 SeitenWPS & Smawnuke apriyaniNoch keine Bewertungen
- Weld Repair ProcedureDokument51 SeitenWeld Repair Proceduremohd as shahiddin jafriNoch keine Bewertungen
- Project Title - ID: Activity NameDokument5 SeitenProject Title - ID: Activity NameRiaz MohammedNoch keine Bewertungen
- OC-1-1-FCAW-1 Rev 0 PDFDokument4 SeitenOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Adhesion Cross-Cut Test ExampleDokument2 SeitenAdhesion Cross-Cut Test ExampleRaduNoch keine Bewertungen
- TopCoreBelco 101 FCDokument9 SeitenTopCoreBelco 101 FCCesar ArellanoNoch keine Bewertungen
- Visual Inspection Report-BaiturDokument5 SeitenVisual Inspection Report-BaiturBlusukan negeri100% (1)
- WE1884 - ITP For Shop Fab. of Header Coils-120813Dokument4 SeitenWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- INS T 004, Tol - OvalityDokument4 SeitenINS T 004, Tol - OvalityDeepakNoch keine Bewertungen
- Ok-Hydraulic Oil Flushing at Terminal AreaDokument4 SeitenOk-Hydraulic Oil Flushing at Terminal AreaEric TingNoch keine Bewertungen
- TDC 004 CS Fittings r0Dokument1 SeiteTDC 004 CS Fittings r0samkarthik47Noch keine Bewertungen
- Weld Defect Wall ChartDokument6 SeitenWeld Defect Wall ChartMuhammad Attaulla KhanNoch keine Bewertungen
- Snoop Leak Test LiquidDokument6 SeitenSnoop Leak Test Liquidaldi_crisNoch keine Bewertungen
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDokument4 SeitenWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNoch keine Bewertungen
- Asme 1325-18 (2007)Dokument1 SeiteAsme 1325-18 (2007)Matthew TaylorNoch keine Bewertungen
- Welding Domex SteelsDokument16 SeitenWelding Domex Steelspozolab100% (1)
- Proposed WPS For API 5LDokument1 SeiteProposed WPS For API 5LMecon HyderabadNoch keine Bewertungen
- Gate & Globe PDFDokument0 SeitenGate & Globe PDFZoebairNoch keine Bewertungen
- Carbon Steel SMAW Format ASME IX Welder QualificationDokument1 SeiteCarbon Steel SMAW Format ASME IX Welder QualificationRiaan Pretorius100% (1)
- Taking Your Weld's TemperatureDokument6 SeitenTaking Your Weld's Temperatureweldingheattreatment100% (1)
- Scope: Method Statement For Welding ControlDokument6 SeitenScope: Method Statement For Welding ControlSIBINNoch keine Bewertungen
- Din 59410Dokument8 SeitenDin 59410Fitra BagusNoch keine Bewertungen
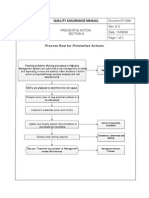
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Dokument2 SeitenQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheNoch keine Bewertungen
- Welding Procedure Specification For GTAWDokument9 SeitenWelding Procedure Specification For GTAWraja reyhanNoch keine Bewertungen
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDokument2 SeitenProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNoch keine Bewertungen
- Doc. No Revision No Revision DateDokument6 SeitenDoc. No Revision No Revision DateShyam SinghNoch keine Bewertungen
- ASME Buttweld Fittings ExplainedDokument13 SeitenASME Buttweld Fittings ExplainedMarine SleimanNoch keine Bewertungen
- Wps Mig PDF FreeDokument3 SeitenWps Mig PDF Freehanz bermejoNoch keine Bewertungen
- Specification For 3 Layer Polyethylene CoatingDokument34 SeitenSpecification For 3 Layer Polyethylene CoatingYogesh BaraskarNoch keine Bewertungen
- Welding VI ProcedureDokument5 SeitenWelding VI Proceduretri_bobNoch keine Bewertungen
- p999999 100zd11 000 zd0001 - 0 Welding StandardDokument25 Seitenp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNoch keine Bewertungen
- Ultrasonic Test Report: Before AfterDokument7 SeitenUltrasonic Test Report: Before AfterMenad SalahNoch keine Bewertungen
- Welder and Welder Operator Qualification Record FormDokument1 SeiteWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohNoch keine Bewertungen
- BS 1724 (Bronze Welding by Gas)Dokument24 SeitenBS 1724 (Bronze Welding by Gas)nandi_scrNoch keine Bewertungen
- Att#11 - A - Painting ProcedureDokument14 SeitenAtt#11 - A - Painting ProcedureClémentNoch keine Bewertungen
- Flash Report-2016-2-16Dokument3 SeitenFlash Report-2016-2-16sujinlongNoch keine Bewertungen
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDokument1 SeiteTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNoch keine Bewertungen
- Denso Pipe Wrapping SolutionsDokument8 SeitenDenso Pipe Wrapping SolutionsVinoth MechNoch keine Bewertungen
- Welding Repair ProcedureDokument4 SeitenWelding Repair ProcedureRiky SumantriNoch keine Bewertungen
- 800D SeriesDokument3 Seiten800D Seriesvkeie0206Noch keine Bewertungen
- Itis NDT MT 01 Rev 06Dokument19 SeitenItis NDT MT 01 Rev 06pandab bkNoch keine Bewertungen
- Equipment For Tank InspectionDokument1 SeiteEquipment For Tank InspectionasikurNoch keine Bewertungen
- Proforma Invoice 20180710Dokument1 SeiteProforma Invoice 20180710Ndt ElearningNoch keine Bewertungen
- QCP & Report Rev 03Dokument30 SeitenQCP & Report Rev 03Heri FebriyantoNoch keine Bewertungen
- TDC 003 - SS Pipes - r0Dokument1 SeiteTDC 003 - SS Pipes - r0samkarthik47Noch keine Bewertungen
- MS For Fabrication of Above-Ground Storage TankDokument8 SeitenMS For Fabrication of Above-Ground Storage Tankdadz mingiNoch keine Bewertungen
- Alishar SP 2Dokument84 SeitenAlishar SP 2Alam MD SazidNoch keine Bewertungen
- Coke Crusher - Lubrication Pumps Run in TestDokument26 SeitenCoke Crusher - Lubrication Pumps Run in TestsayedNoch keine Bewertungen
- Procurement Services: Industry & Facilities DivisionDokument10 SeitenProcurement Services: Industry & Facilities Divisionkbpatel123Noch keine Bewertungen
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDokument62 SeitenWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonNoch keine Bewertungen
- Con-011 Instruction For Painting Work Rev.0Dokument11 SeitenCon-011 Instruction For Painting Work Rev.0monchai_626Noch keine Bewertungen
- W-QC-A-006 Rev1, Weld Repair Control ProcedureDokument10 SeitenW-QC-A-006 Rev1, Weld Repair Control ProcedureAlif Rahmat FebriantoNoch keine Bewertungen
- W QC A 009 Rev1 Written PracticeDokument17 SeitenW QC A 009 Rev1 Written PracticeAlif Rahmat FebriantoNoch keine Bewertungen
- Electronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionVon EverandElectronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionBewertung: 5 von 5 Sternen5/5 (1)
- Product Data Sheet: Circuit Breaker Easypact Ezc100H - TMD - 20 A - 3 Poles 3DDokument6 SeitenProduct Data Sheet: Circuit Breaker Easypact Ezc100H - TMD - 20 A - 3 Poles 3DAlif Rahmat FebriantoNoch keine Bewertungen
- F5 05 GD FFO Building Hydrant Systems DRAFT PDFDokument18 SeitenF5 05 GD FFO Building Hydrant Systems DRAFT PDFAlif Rahmat FebriantoNoch keine Bewertungen
- Ffisj .,,, N (Rones' : L (O-Date: PT - Vertii (Al N0-FkentenDokument2 SeitenFfisj .,,, N (Rones' : L (O-Date: PT - Vertii (Al N0-FkentenAlif Rahmat FebriantoNoch keine Bewertungen
- Penawaran Q 544 FF VII 2017Dokument1 SeitePenawaran Q 544 FF VII 2017Alif Rahmat FebriantoNoch keine Bewertungen
- 02.situasi Plaza & Bangku Gate 1.compressedDokument1 Seite02.situasi Plaza & Bangku Gate 1.compressedAlif Rahmat FebriantoNoch keine Bewertungen
- Penawaran Q 442 FF VI 2017 R1Dokument2 SeitenPenawaran Q 442 FF VI 2017 R1Alif Rahmat FebriantoNoch keine Bewertungen
- QE-038 FF III-2019 R1 Tyco GentecDokument1 SeiteQE-038 FF III-2019 R1 Tyco GentecAlif Rahmat FebriantoNoch keine Bewertungen
- Hardness Test Quality Control and Inspection Report FormDokument17 SeitenHardness Test Quality Control and Inspection Report FormAlif Rahmat Febrianto0% (1)
- Img 0001Dokument1 SeiteImg 0001Alif Rahmat FebriantoNoch keine Bewertungen
- P OkiPL1 100 15 FRM 0009 Job Safety Analysis (JSA)Dokument3 SeitenP OkiPL1 100 15 FRM 0009 Job Safety Analysis (JSA)Alif Rahmat FebriantoNoch keine Bewertungen
- Visual Inspection ReportDokument17 SeitenVisual Inspection ReportAlif Rahmat Febrianto0% (1)
- Storage Tank Shell Banding Quality Control and Inspection Report FormDokument1 SeiteStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoNoch keine Bewertungen
- W QC A 009 Rev1 Written PracticeDokument17 SeitenW QC A 009 Rev1 Written PracticeAlif Rahmat FebriantoNoch keine Bewertungen
- Chart Title: Pt. Gemilang Cipta Wawasan Schedule ProjectDokument10 SeitenChart Title: Pt. Gemilang Cipta Wawasan Schedule ProjectAlif Rahmat FebriantoNoch keine Bewertungen
- RP32-3 Inspection & Testing of in Service Civil & Mechanical Plant Management PrincipalDokument7 SeitenRP32-3 Inspection & Testing of in Service Civil & Mechanical Plant Management PrincipalAlif Rahmat FebriantoNoch keine Bewertungen
- Progress Piping GCC CaCo3Dokument66 SeitenProgress Piping GCC CaCo3Alif Rahmat FebriantoNoch keine Bewertungen
- Windows System Shortcut CommandsDokument2 SeitenWindows System Shortcut CommandsVenkatesh YerraNoch keine Bewertungen
- P66 M10 CAT B Forms and Docs 04 10Dokument68 SeitenP66 M10 CAT B Forms and Docs 04 10VinayNoch keine Bewertungen
- Cosmic Handbook PreviewDokument9 SeitenCosmic Handbook PreviewnkjkjkjNoch keine Bewertungen
- What Is Product Management?Dokument37 SeitenWhat Is Product Management?Jeffrey De VeraNoch keine Bewertungen
- Zigbee Technology:19-3-2010: Seminor Title DateDokument21 SeitenZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225Noch keine Bewertungen
- 1st Problem Solving Assignment - Barrels of Apples - M383 Sp22.docx-2Dokument4 Seiten1st Problem Solving Assignment - Barrels of Apples - M383 Sp22.docx-2Kor16Noch keine Bewertungen
- Lab 2 - Permeability TestDokument9 SeitenLab 2 - Permeability TestAinur NasuhaNoch keine Bewertungen
- B0187 B0187M-16Dokument9 SeitenB0187 B0187M-16Bryan Mesala Rhodas GarciaNoch keine Bewertungen
- Principles To Action (Short)Dokument6 SeitenPrinciples To Action (Short)nsadie34276Noch keine Bewertungen
- Four Hour Body Experiment Tracker TemplateDokument4 SeitenFour Hour Body Experiment Tracker Templatechanellekristyweaver100% (1)
- Report-Smaw Group 12,13,14Dokument115 SeitenReport-Smaw Group 12,13,14Yingying MimayNoch keine Bewertungen
- Agm 1602W-818Dokument23 SeitenAgm 1602W-818Daniel BauerNoch keine Bewertungen
- Anviz T5 RFID ManualDokument52 SeitenAnviz T5 RFID ManualLuis Felipe Olaya SandovalNoch keine Bewertungen
- Rab Sikda Optima 2016Dokument20 SeitenRab Sikda Optima 2016Julius Chatry UniwalyNoch keine Bewertungen
- Dash 3000/4000 Patient Monitor: Service ManualDokument292 SeitenDash 3000/4000 Patient Monitor: Service ManualYair CarreraNoch keine Bewertungen
- Hydraulics and PneumaticsDokument6 SeitenHydraulics and PneumaticsRyo TevezNoch keine Bewertungen
- Strategic Capital Management: Group - 4 Jahnvi Jethanandini Shreyasi Halder Siddhartha Bayye Sweta SarojDokument5 SeitenStrategic Capital Management: Group - 4 Jahnvi Jethanandini Shreyasi Halder Siddhartha Bayye Sweta SarojSwetaSarojNoch keine Bewertungen
- ProjectDokument33 SeitenProjectPiyush PatelNoch keine Bewertungen
- Allegro Delivery Shipping Company Employment Application FormDokument3 SeitenAllegro Delivery Shipping Company Employment Application FormshiveshNoch keine Bewertungen
- Garments Costing Sheet of LADIES Skinny DenimsDokument1 SeiteGarments Costing Sheet of LADIES Skinny DenimsDebopriya SahaNoch keine Bewertungen
- San Mateo Daily Journal 01-28-19 EditionDokument28 SeitenSan Mateo Daily Journal 01-28-19 EditionSan Mateo Daily JournalNoch keine Bewertungen
- Ose Sample QuotationDokument37 SeitenOse Sample Quotationrj medelNoch keine Bewertungen
- Heirs of Vinluan Estate in Pangasinan Charged With Tax Evasion For Unsettled Inheritance Tax CaseDokument2 SeitenHeirs of Vinluan Estate in Pangasinan Charged With Tax Evasion For Unsettled Inheritance Tax CaseAlvin Dela CruzNoch keine Bewertungen
- 2001 Ford F150 ManualDokument296 Seiten2001 Ford F150 Manualerjenkins1100% (2)
- Risk Analysis and Assessment Methodologies in Work SitesDokument49 SeitenRisk Analysis and Assessment Methodologies in Work SitesNhut NguyenNoch keine Bewertungen
- ProbDokument10 SeitenProbKashif JawaidNoch keine Bewertungen