Das könnte Ihnen auch gefallen
- R134a PDFDokument6 SeitenR134a PDFDaniel FernandezNoch keine Bewertungen
- Irreversibility Analysis of Two and Three Stage Vapour Compression Refrigeration Systems With Multi Evaporators and Flash-Intercooler UsingDokument8 SeitenIrreversibility Analysis of Two and Three Stage Vapour Compression Refrigeration Systems With Multi Evaporators and Flash-Intercooler UsingIjrei JournalNoch keine Bewertungen
- MEBS6006 Part 2 Lecture 5Dokument46 SeitenMEBS6006 Part 2 Lecture 5AbhijitNoch keine Bewertungen
- Gas R134a Replament To AutomotiveDokument6 SeitenGas R134a Replament To AutomotiveSyamsul IrmaNoch keine Bewertungen
- B U L L E T I N: Application EngineeringDokument4 SeitenB U L L E T I N: Application EngineeringMaria DazaNoch keine Bewertungen
- Puron® Refrigerant R-410ADokument12 SeitenPuron® Refrigerant R-410AMary Grace VelitarioNoch keine Bewertungen
- Freon 410a Very Low Temperature VLT RefrigerationDokument4 SeitenFreon 410a Very Low Temperature VLT RefrigerationAzwar DenaraNoch keine Bewertungen
- Suva123 in ChillersDokument6 SeitenSuva123 in ChillersSwiss WissNoch keine Bewertungen
- Refrigrant R 134aDokument28 SeitenRefrigrant R 134aThiruThirunavukkarasuNoch keine Bewertungen
- Desirable Properties of A Refrigerant: RefrigerantsDokument12 SeitenDesirable Properties of A Refrigerant: RefrigerantsPraveen AbisakeNoch keine Bewertungen
- Freon 407c Retrofit GuidelinesDokument8 SeitenFreon 407c Retrofit GuidelinesbudayaNoch keine Bewertungen
- Advantages of Ammonia Refrigerant Over HCFCHFC RefrigerantsDokument8 SeitenAdvantages of Ammonia Refrigerant Over HCFCHFC RefrigerantsHarsha Vardhan BNoch keine Bewertungen
- Energy: B.O. BolajiDokument6 SeitenEnergy: B.O. Bolajijuan perezNoch keine Bewertungen
- Freon (CFC) Refrigerant Phase Out: Solution StepsDokument1 SeiteFreon (CFC) Refrigerant Phase Out: Solution StepsantonioNoch keine Bewertungen
- Refrigerant TypesDokument4 SeitenRefrigerant Typesch pavan kumar0% (1)
- Types of Refrigerant Gas PresentationDokument9 SeitenTypes of Refrigerant Gas PresentationTAIMOOR HUDANoch keine Bewertungen
- 4055 Refrigerants PDFDokument6 Seiten4055 Refrigerants PDFVinit JoryNoch keine Bewertungen
- Solanki 2015Dokument9 SeitenSolanki 2015asdf asdfNoch keine Bewertungen
- A Performance Comparison of Vapour-Compression Refrigeration System UsingDokument10 SeitenA Performance Comparison of Vapour-Compression Refrigeration System UsingVIKNESWARAN S KNoch keine Bewertungen
- Experimental Study On The Thermal Performance of R600a PDFDokument9 SeitenExperimental Study On The Thermal Performance of R600a PDFEdy MesinNoch keine Bewertungen
- Experimental Study On The Thermal Performance of R600a PDFDokument9 SeitenExperimental Study On The Thermal Performance of R600a PDFEdy MesinNoch keine Bewertungen
- Refrigeration Retrofitt GuidelinesDokument52 SeitenRefrigeration Retrofitt GuidelinesAurelio Jr TambigaNoch keine Bewertungen
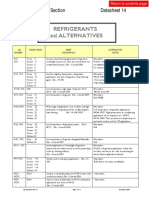
- Datasheet 14 - Master Gas ListDokument4 SeitenDatasheet 14 - Master Gas ListMahmoud MohamedNoch keine Bewertungen
- CH 2Dokument14 SeitenCH 2beila.amu.22Noch keine Bewertungen
- Lecture # 7: Dr. Muzaffar AliDokument38 SeitenLecture # 7: Dr. Muzaffar Alikamran bhatNoch keine Bewertungen
- Reflo™ CFC R C O: Efrigeration Ompressor ILDokument2 SeitenReflo™ CFC R C O: Efrigeration Ompressor ILRicardo Lucio ZuimNoch keine Bewertungen
- Maufacture of 1,1,1,2 TetrafluoroethaneDokument10 SeitenMaufacture of 1,1,1,2 TetrafluoroethaneAshwin GNoch keine Bewertungen
- Opteon XP10 ProdinfoDokument2 SeitenOpteon XP10 ProdinfoamrsrizkNoch keine Bewertungen
- Jten 2023 9 4.19739Dokument9 SeitenJten 2023 9 4.19739KONDALRAONoch keine Bewertungen
- Technological Advancements in Refrigirants: RefrigerantDokument8 SeitenTechnological Advancements in Refrigirants: RefrigerantBilal AhmedNoch keine Bewertungen
- Refrigerant Changeover GuidelinesDokument7 SeitenRefrigerant Changeover GuidelinesPanji SegaraNoch keine Bewertungen
- Honeywell Solstice® Ze Brochure - ENDokument8 SeitenHoneywell Solstice® Ze Brochure - ENRifa MuzakkiaNoch keine Bewertungen
- Bobbo 2014Dokument7 SeitenBobbo 2014Jose AndresNoch keine Bewertungen
- Refrigerant Changeover Guidelines: Leading The Industry With Environmentally Responsible Refrigerant SolutionsDokument7 SeitenRefrigerant Changeover Guidelines: Leading The Industry With Environmentally Responsible Refrigerant SolutionsMasoud KarimiNoch keine Bewertungen
- Refrigerant RetrofittingDokument54 SeitenRefrigerant RetrofittingHarpreet Randhawa100% (1)
- Template ASMEDokument4 SeitenTemplate ASMEELIUD SILVANoch keine Bewertungen
- Refrigerants: Desirable Properties of A RefrigerantDokument2 SeitenRefrigerants: Desirable Properties of A RefrigerantCamillus GulimNoch keine Bewertungen
- Dupont PDFDokument6 SeitenDupont PDFhonghai_dlNoch keine Bewertungen
- En Ikk Hydrocarbon Cuba Proklima 2005Dokument28 SeitenEn Ikk Hydrocarbon Cuba Proklima 2005maufinottiNoch keine Bewertungen
- Refrigerant Chart: R1234yf & R744 (CARBON DIOXIDE)Dokument1 SeiteRefrigerant Chart: R1234yf & R744 (CARBON DIOXIDE)onixadyNoch keine Bewertungen
- Episode 9 ComputingforrighrtrefrigerantDokument95 SeitenEpisode 9 ComputingforrighrtrefrigerantANTHONETTE BERNABENoch keine Bewertungen
- Thermodynamic & Thermo-Physical PropertiesDokument8 SeitenThermodynamic & Thermo-Physical PropertiesAshish AnandNoch keine Bewertungen
- RefrigerantDokument21 SeitenRefrigerantRuturaj UmaranikarNoch keine Bewertungen
- Perbandingan R134a Dan R600aDokument5 SeitenPerbandingan R134a Dan R600aReddy JuliardiNoch keine Bewertungen
- Refrigerant: From Wikipedia, The Free EncyclopediaDokument7 SeitenRefrigerant: From Wikipedia, The Free EncyclopediaantoniodrifterNoch keine Bewertungen
- Design and Analysis of The Different Refrigerants by Using Composite MaterialsDokument47 SeitenDesign and Analysis of The Different Refrigerants by Using Composite MaterialsNationalinstituteDsnrNoch keine Bewertungen
- 2.eng - Ternary Mixtures As Long Term - DR P Sekhar BabuDokument8 Seiten2.eng - Ternary Mixtures As Long Term - DR P Sekhar BabuImpact JournalsNoch keine Bewertungen
- Seminar For Refrigerant Identifier-User: Model: Neutronics Ultima ID-HVAC By:Cooltech Solution SDN BHDDokument63 SeitenSeminar For Refrigerant Identifier-User: Model: Neutronics Ultima ID-HVAC By:Cooltech Solution SDN BHDMuhamad FadliNoch keine Bewertungen
- RefrigerantsDokument28 SeitenRefrigerantsdoreen ann montanoNoch keine Bewertungen
- RefrigerantsDokument5 SeitenRefrigerantsn02219827hNoch keine Bewertungen
- RefrigerantsDokument28 SeitenRefrigerantsAbdullahNoch keine Bewertungen
- BAMPG Refrigerants R1234YF Tcm17-110818Dokument3 SeitenBAMPG Refrigerants R1234YF Tcm17-110818Miguel FerroNoch keine Bewertungen
- Danfoss Ammonia RefrigerationDokument31 SeitenDanfoss Ammonia RefrigerationMahmoud AbubakrNoch keine Bewertungen
- View ContentDokument8 SeitenView ContentAiman NasirNoch keine Bewertungen
- AC RefrigerantsDokument3 SeitenAC Refrigerantsrohit1980Noch keine Bewertungen
- Energies: New HFC/HFO Blends As Refrigerants For The Vapor-Compression Refrigeration System (VCRS)Dokument20 SeitenEnergies: New HFC/HFO Blends As Refrigerants For The Vapor-Compression Refrigeration System (VCRS)Jayakumar ANoch keine Bewertungen
- Tecumseh Guidelines For Utilization of R134aDokument7 SeitenTecumseh Guidelines For Utilization of R134aAnibal RiosNoch keine Bewertungen
- Refrigeration Cycles Real Vapor Compression CycleDokument9 SeitenRefrigeration Cycles Real Vapor Compression CyclePaul RodgersNoch keine Bewertungen
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsVon EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsBewertung: 5 von 5 Sternen5/5 (1)
- The Chemistry of Fluorine: Comprehensive Inorganic ChemistryVon EverandThe Chemistry of Fluorine: Comprehensive Inorganic ChemistryNoch keine Bewertungen
- Arc 4000i, Mig U4000i, Mig 4000i, Tig 4000i: Aristot OrigotDokument78 SeitenArc 4000i, Mig U4000i, Mig 4000i, Tig 4000i: Aristot Origotion suditu100% (1)
- Instruction Manual: Safety Light Curtains With Infrared BeamsDokument67 SeitenInstruction Manual: Safety Light Curtains With Infrared Beamsion sudituNoch keine Bewertungen
- ESABDokument28 SeitenESABion sudituNoch keine Bewertungen
- Uc 300Dokument22 SeitenUc 300ion sudituNoch keine Bewertungen
- Model CYK Compound Centrifugal Liquid Chillers: Design Level FDokument76 SeitenModel CYK Compound Centrifugal Liquid Chillers: Design Level Fion sudituNoch keine Bewertungen
- KLU - Sustainable SCM - Readings - Green Logistics - McKinnon - Global Logistics Book 8th Edition (2021)Dokument16 SeitenKLU - Sustainable SCM - Readings - Green Logistics - McKinnon - Global Logistics Book 8th Edition (2021)Carolina EspgNoch keine Bewertungen
- Home Engineering Tools Gas Natural Gas DensityDokument5 SeitenHome Engineering Tools Gas Natural Gas Densityrafik1995Noch keine Bewertungen
- Seminar Lab: Diesel Hydrotreaing Unit (DHT)Dokument21 SeitenSeminar Lab: Diesel Hydrotreaing Unit (DHT)Shahzen KhanNoch keine Bewertungen
- Certified ConversionsDokument54 SeitenCertified ConversionsMuchammad FauziNoch keine Bewertungen
- Advanced Shutdown Turnaround and Outage Management Excellence 2015Dokument5 SeitenAdvanced Shutdown Turnaround and Outage Management Excellence 2015Shailendra DwiwediNoch keine Bewertungen
- Berkshire Gas 2016 5-Year ForecastDokument245 SeitenBerkshire Gas 2016 5-Year ForecastMary SerrezeNoch keine Bewertungen
- Combined Cycle Development Evolution and Future GER4206Dokument18 SeitenCombined Cycle Development Evolution and Future GER420655312714Noch keine Bewertungen
- Azhar Bilal, MS - CVDokument3 SeitenAzhar Bilal, MS - CVAzhar BilalNoch keine Bewertungen
- Thermodynamics-Ii Lab: Submitted ToDokument61 SeitenThermodynamics-Ii Lab: Submitted Toharis khalilNoch keine Bewertungen
- A Furnace Is An Equipment Used To Melt Metals For Casting or To Heat Materials To Change Their ShapeDokument2 SeitenA Furnace Is An Equipment Used To Melt Metals For Casting or To Heat Materials To Change Their Shapegosaye desalegn100% (1)
- Dire Dawa UniversityDokument15 SeitenDire Dawa UniversityBarkhad MohamedNoch keine Bewertungen
- Energia Solar en EspañaDokument1 SeiteEnergia Solar en EspañaCatalin LeusteanNoch keine Bewertungen
- List CompanyDokument5 SeitenList Companydino ricoNoch keine Bewertungen
- Literature Review of Oil and Gas IndustryDokument8 SeitenLiterature Review of Oil and Gas Industryjcrfwerif100% (1)
- ReportFileDokument31 SeitenReportFileRohan MehtaNoch keine Bewertungen
- Hydrogen Will Never Be A Full Solution To Our Green Energy Problems (Contradict)Dokument2 SeitenHydrogen Will Never Be A Full Solution To Our Green Energy Problems (Contradict)LauraNoch keine Bewertungen
- Thermodynamics ReviewDokument110 SeitenThermodynamics ReviewJaymee DelfinadoNoch keine Bewertungen
- Fundamentals Petroleum Refining CourseDokument32 SeitenFundamentals Petroleum Refining Coursecivilmechanic100% (2)
- English Grammar McqsDokument8 SeitenEnglish Grammar McqsNew updatesNoch keine Bewertungen
- Hydrogen Fuel Cells AbstractDokument3 SeitenHydrogen Fuel Cells AbstractAKNoch keine Bewertungen
- Press Release Dubai-Based Dodsal Group Strikes US$8bn Dollar Natural Gas Deposits in TanzaniaDokument4 SeitenPress Release Dubai-Based Dodsal Group Strikes US$8bn Dollar Natural Gas Deposits in TanzaniaHussein BoffuNoch keine Bewertungen
- PP Aaa PP1 114Dokument49 SeitenPP Aaa PP1 114Rabah AmidiNoch keine Bewertungen
- Schematic Diagram For Local Control Panel: Adcop - Abu Dhabi Crude Oil Pipeline Project Habshan - FujairahDokument7 SeitenSchematic Diagram For Local Control Panel: Adcop - Abu Dhabi Crude Oil Pipeline Project Habshan - FujairahAdityaNoch keine Bewertungen
- Rubber IndustryDokument27 SeitenRubber IndustryIvandale GundranNoch keine Bewertungen
- Coal and Petroleum (Notes) - Version 2.0-1Dokument8 SeitenCoal and Petroleum (Notes) - Version 2.0-1Akshat OberoiNoch keine Bewertungen
- Planned Pipeline Construction Projects in The Feasibility Stage or NotDokument31 SeitenPlanned Pipeline Construction Projects in The Feasibility Stage or NotVeronica BowmanNoch keine Bewertungen
- Oisd Cidm2Dokument12 SeitenOisd Cidm2Shivaji WarpeNoch keine Bewertungen
- Rutley Mineralogy PDFDokument493 SeitenRutley Mineralogy PDFAju100% (1)
- SFGLD240Dokument2 SeitenSFGLD240Pankaj KambleNoch keine Bewertungen
- Fire Suppression System of A Small-Scale LNG Loading Facility at PT Badak NGLDokument8 SeitenFire Suppression System of A Small-Scale LNG Loading Facility at PT Badak NGLT. LimNoch keine Bewertungen