Das könnte Ihnen auch gefallen
- 6035 L2u205 PPT Outcome6Dokument19 Seiten6035 L2u205 PPT Outcome6Adrian JugariuNoch keine Bewertungen
- 6035 L2u205 PPT Outcome6Dokument19 Seiten6035 L2u205 PPT Outcome6shahin.noktehdan4102Noch keine Bewertungen
- Troubleshooting Mechanical Seals at The Pump SiteDokument10 SeitenTroubleshooting Mechanical Seals at The Pump Siteابو المعالي الهمامNoch keine Bewertungen
- ValveDokument12 SeitenValvePratik Patel100% (1)
- Irrigation Valves: Electric Valves Electric Diaphragm ValveDokument9 SeitenIrrigation Valves: Electric Valves Electric Diaphragm ValveJake ColletteNoch keine Bewertungen
- Pump TroubleshootingDokument514 SeitenPump Troubleshootingmohamed hamedNoch keine Bewertungen
- MinMach HomePage14Dokument25 SeitenMinMach HomePage14miningnova2100% (1)
- Troubleshooting The Positive Displacement RotaryDokument4 SeitenTroubleshooting The Positive Displacement Rotaryابو المعالي الهمامNoch keine Bewertungen
- 2 Equipment DesignDokument26 Seiten2 Equipment Designshihabz100% (1)
- SingerValvePowerPoint - Transient and Surge Related Pipe BurstsDokument37 SeitenSingerValvePowerPoint - Transient and Surge Related Pipe BurstsdaniellizzardNoch keine Bewertungen
- WinterizationDokument10 SeitenWinterizationJake ColletteNoch keine Bewertungen
- Piping ValvesDokument51 SeitenPiping ValvesRohit Kamble100% (2)
- Valve PresentasionDokument26 SeitenValve PresentasionynhkngNoch keine Bewertungen
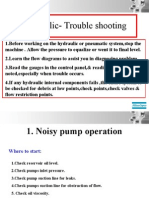
- Hydraulic System TroubleshootingDokument13 SeitenHydraulic System Troubleshootingautobritai100% (2)
- ComplicationsDokument17 SeitenComplicationsJeNggo's YouNgestNoch keine Bewertungen
- What Does Choke Valve MeanDokument5 SeitenWhat Does Choke Valve MeanWael_Barakat_3179Noch keine Bewertungen
- Design of Hydraulic CircuitsDokument77 SeitenDesign of Hydraulic CircuitsSrinivasan V PNoch keine Bewertungen
- BVAMA - AEA Technology: Beginner's Guide To Valves and ActuatorsDokument91 SeitenBVAMA - AEA Technology: Beginner's Guide To Valves and ActuatorsDoan Van TienNoch keine Bewertungen
- Components of ValvesDokument19 SeitenComponents of ValvesIzziyyahNoch keine Bewertungen
- Valves: Romane Graham Antoine Webb Renia Brown Simone Johnson Crishel MccarthyDokument9 SeitenValves: Romane Graham Antoine Webb Renia Brown Simone Johnson Crishel MccarthyToanique HeadmanNoch keine Bewertungen
- Problem Solving - Positive Displacement PumpsDokument46 SeitenProblem Solving - Positive Displacement PumpsMatthieu33% (3)
- HPLC Troubleshooting: Spinco Biotech PVT LTDDokument34 SeitenHPLC Troubleshooting: Spinco Biotech PVT LTDskvemulaNoch keine Bewertungen
- Hydraulic System Troubleshooting Guide PDFDokument13 SeitenHydraulic System Troubleshooting Guide PDFWesame Shnoda100% (1)
- Valves: Moving FluidsDokument15 SeitenValves: Moving Fluidskamal arabNoch keine Bewertungen
- Basic Parts of ValveDokument5 SeitenBasic Parts of ValveDivyamNoch keine Bewertungen
- Valves Basics1Dokument24 SeitenValves Basics1Ivo Herid LesmanaNoch keine Bewertungen
- Marine Auxiliary BoilersDokument31 SeitenMarine Auxiliary Boilerskojet90100% (5)
- Pumps, Valves, & Fans: Moving FluidsDokument33 SeitenPumps, Valves, & Fans: Moving Fluidskamal_muralikumarNoch keine Bewertungen
- Control ValveDokument58 SeitenControl ValveNIKHIL SHINDENoch keine Bewertungen
- Overpressure Scenarios Overview - FinalDokument52 SeitenOverpressure Scenarios Overview - FinalRajiv Natkar100% (4)
- ValvesDokument40 SeitenValvesMizta KunaNoch keine Bewertungen
- Expansion Valve and TypesDokument36 SeitenExpansion Valve and Typeskaacho piece pieceNoch keine Bewertungen
- Cold Water SystemsDokument31 SeitenCold Water Systemsjools100Noch keine Bewertungen
- Pipe Breakage - Fitting Breakage - Sprinkler DamageDokument4 SeitenPipe Breakage - Fitting Breakage - Sprinkler DamageJake ColletteNoch keine Bewertungen
- ValvesDokument29 SeitenValvesDr. Akepati Sivarami Reddy100% (10)
- Piping ValvesDokument51 SeitenPiping ValvesRohit KambleNoch keine Bewertungen
- Trombly - Pump Status PDFDokument8 SeitenTrombly - Pump Status PDFilhamNoch keine Bewertungen
- Hydraulic MaintenanceDokument27 SeitenHydraulic Maintenancekhumiso100% (1)
- Control Valve - Theory & SizingDokument32 SeitenControl Valve - Theory & SizingAmanda Porter100% (1)
- ValvesDokument25 SeitenValvesAlbertoNoch keine Bewertungen
- 6035 L2u206 PPT Outcome5Dokument27 Seiten6035 L2u206 PPT Outcome5Adrian JugariuNoch keine Bewertungen
- Valves: CONTREN Series # 40109-07Dokument57 SeitenValves: CONTREN Series # 40109-07Sakthivel SwaminathanNoch keine Bewertungen
- Presentation of ValvesDokument183 SeitenPresentation of ValvesfazarbadhushaNoch keine Bewertungen
- 1.1 ValvesDokument57 Seiten1.1 ValvesKristian UretaNoch keine Bewertungen
- 1.1 ValvesDokument57 Seiten1.1 ValvesKristian UretaNoch keine Bewertungen
- Coiled Tubing OperationsDokument46 SeitenCoiled Tubing OperationsEbied Yousif Aly89% (27)
- Fluid Flow: Presented By: Andri Hidayat 1141500067 Rahmat Nugraha 1141500009 Arisa Budy Arty 11411 00025Dokument16 SeitenFluid Flow: Presented By: Andri Hidayat 1141500067 Rahmat Nugraha 1141500009 Arisa Budy Arty 11411 00025Anonymous Gh1qK5Noch keine Bewertungen
- Seal Start Up & OperationDokument15 SeitenSeal Start Up & OperationASY178Noch keine Bewertungen
- ValvesDokument14 SeitenValvesRojan PradhanNoch keine Bewertungen
- ValvesDokument18 SeitenValvesMajid AkbarNoch keine Bewertungen
- Fundamentals of ValvesDokument28 SeitenFundamentals of ValvesMohamed ModerNoch keine Bewertungen
- Simple Plumbing Repairs for the Home and FarmsteadVon EverandSimple Plumbing Repairs for the Home and FarmsteadNoch keine Bewertungen
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoVon EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoBewertung: 4 von 5 Sternen4/5 (2)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGVon EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNoch keine Bewertungen
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringVon EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNoch keine Bewertungen
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Prevention of Actuator Emissions in the Oil and Gas IndustryVon EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Evaporation Pond Process Design in Oil & Gas IndustryDokument3 SeitenEvaporation Pond Process Design in Oil & Gas IndustryravisankarNoch keine Bewertungen
- FAYF-Causes of OverpressureDokument1 SeiteFAYF-Causes of OverpressurejargiaNoch keine Bewertungen
- r2p2 Reducing Risks Protecting People UK HSEDokument88 Seitenr2p2 Reducing Risks Protecting People UK HSEpemburu bukuNoch keine Bewertungen
- Hose SizingDokument2 SeitenHose SizingravisankarNoch keine Bewertungen
- Updating The Rules For Pipe Sizing PDFDokument4 SeitenUpdating The Rules For Pipe Sizing PDFJohn AnthoniNoch keine Bewertungen
- Design of Amine UnitDokument44 SeitenDesign of Amine UnitravisankarNoch keine Bewertungen
- FAYF-Causes of OverpressureDokument1 SeiteFAYF-Causes of OverpressurejargiaNoch keine Bewertungen
- Safer RV Sizing (Thermal Expansion) - 1Dokument4 SeitenSafer RV Sizing (Thermal Expansion) - 1ravisankarNoch keine Bewertungen
- Decide Whether To Use Thermal Relief Valves-1Dokument4 SeitenDecide Whether To Use Thermal Relief Valves-1ravisankar100% (2)
- Draft Work SheetDokument1 SeiteDraft Work SheetravisankarNoch keine Bewertungen
- How To Select A Pump-By Majid HamedyniaDokument72 SeitenHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- 209 - MUNDRA2 - 4NT-Fire Water Design PDFDokument35 Seiten209 - MUNDRA2 - 4NT-Fire Water Design PDFravisankarNoch keine Bewertungen
- How To Select A Pump-By Majid HamedyniaDokument72 SeitenHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Gas Cylinder Rule WMDokument32 SeitenGas Cylinder Rule WMRaghu BabuNoch keine Bewertungen
- 195 - MUNDRA2-4NT-fire Protection DescriptionDokument17 Seiten195 - MUNDRA2-4NT-fire Protection DescriptionravisankarNoch keine Bewertungen
- How To Select A Pump-By Majid HamedyniaDokument72 SeitenHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Short Summary of Risk Based Process Safety - Updated PDFDokument2 SeitenShort Summary of Risk Based Process Safety - Updated PDFMarcoAntonio PoloSantillanNoch keine Bewertungen
- 196 - MUNDRA2-4NT-lng Spill Detection PDFDokument15 Seiten196 - MUNDRA2-4NT-lng Spill Detection PDFravisankarNoch keine Bewertungen
- TN SG PresentationDokument47 SeitenTN SG PresentationravisankarNoch keine Bewertungen
- Selection, Sizing, and Operation of Control Valves For Gases and LiquidsDokument7 SeitenSelection, Sizing, and Operation of Control Valves For Gases and LiquidsAshish ShahNoch keine Bewertungen
- Health PolicyDokument62 SeitenHealth PolicyDawuud ThotaNoch keine Bewertungen
- 196 - MUNDRA2-4NT-lng Spill Detection PDFDokument15 Seiten196 - MUNDRA2-4NT-lng Spill Detection PDFravisankarNoch keine Bewertungen
- Control Valves Sizing HandbookDokument28 SeitenControl Valves Sizing Handbookakamalapuri388100% (1)
- Control Valve SizingDokument21 SeitenControl Valve Sizingtiwarishailendra2198Noch keine Bewertungen
- Apjee 3.4 PDFDokument9 SeitenApjee 3.4 PDFravisankarNoch keine Bewertungen
- Implementing Kpis To Improve Process Safety Performance: Background NotesDokument6 SeitenImplementing Kpis To Improve Process Safety Performance: Background NotesravisankarNoch keine Bewertungen
- FORM 3 - Reconversion Request FormDokument20 SeitenFORM 3 - Reconversion Request FormravisankarNoch keine Bewertungen
- The Power of Bow TiesDokument7 SeitenThe Power of Bow TiesravisankarNoch keine Bewertungen
- Focus Article Loss of Containment PSM Failures Letter PDFDokument4 SeitenFocus Article Loss of Containment PSM Failures Letter PDFravisankarNoch keine Bewertungen
- Sustainability 06 09477 v2Dokument17 SeitenSustainability 06 09477 v2ravisankarNoch keine Bewertungen
- Diesel Power PlantDokument47 SeitenDiesel Power PlantRajput Divyapratap Singh Chauhan0% (1)
- CFD Simulations of Filling and Emptying of Hydrogen Tanks: SciencedirectDokument10 SeitenCFD Simulations of Filling and Emptying of Hydrogen Tanks: Sciencedirectvince acusNoch keine Bewertungen
- Accelerator Control, Fuel & Exhaust Systems: Fuel Tank Fuel Pump and GaugeDokument12 SeitenAccelerator Control, Fuel & Exhaust Systems: Fuel Tank Fuel Pump and GaugeRached DouahchuaNoch keine Bewertungen
- Mazda l3 With TC - Engine Workshop ManualDokument70 SeitenMazda l3 With TC - Engine Workshop ManualCostas Moraitis100% (1)
- Cost Rate CurvesDokument27 SeitenCost Rate CurvesThiện VươngNoch keine Bewertungen
- Diesel Generator SetsDokument29 SeitenDiesel Generator SetsDheeraj SharmaNoch keine Bewertungen
- Fb-274 GB Paladin1200dDokument2 SeitenFb-274 GB Paladin1200dchaudhasNoch keine Bewertungen
- Purification of Uranium From Zirconium-Rich Crude Sodium Di-Uranate Using Counter-Current Solvent extractionJC BurnetDokument9 SeitenPurification of Uranium From Zirconium-Rich Crude Sodium Di-Uranate Using Counter-Current Solvent extractionJC BurnetsujoyNoch keine Bewertungen
- O011 CuvhDokument581 SeitenO011 CuvhMaher Tolba100% (1)
- Miller-Big Blue 600X Spec-Sheet 2014Dokument1 SeiteMiller-Big Blue 600X Spec-Sheet 2014stkmNoch keine Bewertungen
- The Basics of Valvetrain TechnologyDokument9 SeitenThe Basics of Valvetrain TechnologyChristina SchultzNoch keine Bewertungen
- ONAN DJC MEP 003A ManualDokument243 SeitenONAN DJC MEP 003A ManualscyrosNoch keine Bewertungen
- Automotive Attachment ReportDokument22 SeitenAutomotive Attachment ReportjeffkwentrickksivorNoch keine Bewertungen
- Pre Board Part IDokument6 SeitenPre Board Part IMeljun GementizaNoch keine Bewertungen
- HAIMA 7 Wiring Diagram (MT) RoadmapDokument104 SeitenHAIMA 7 Wiring Diagram (MT) Roadmapjorge Angel Lope100% (1)
- Ilovepdf MergedDokument15 SeitenIlovepdf MergedDeb Sankar MukhopadhyayNoch keine Bewertungen
- A DaimlerChrysler CompanyDokument19 SeitenA DaimlerChrysler Companycmarqcs100% (1)
- Catalogo OPE Mundial 2018 - MAKITADokument80 SeitenCatalogo OPE Mundial 2018 - MAKITARobinson Thomazi0% (1)
- fullPartsCatalogue PDFDokument70 SeitenfullPartsCatalogue PDFGoutam Biswas100% (1)
- Despiece-Mototaxi Re4sDokument112 SeitenDespiece-Mototaxi Re4sCristian HiguitaNoch keine Bewertungen
- B&S 400000 SeriesDokument28 SeitenB&S 400000 Seriesgarry thorneNoch keine Bewertungen
- Emergency Response Guide-ToyotaDokument143 SeitenEmergency Response Guide-Toyota2791957100% (1)
- John Deere 2040 Tractor Service Manual S N 100 001 349 999Dokument6 SeitenJohn Deere 2040 Tractor Service Manual S N 100 001 349 999Chiheb MrabetNoch keine Bewertungen
- Hydraulic Rock Drill HL 710S: Application DescriptionDokument2 SeitenHydraulic Rock Drill HL 710S: Application DescriptionHerd Iman100% (2)
- Geh250 2Dokument4 SeitenGeh250 2Ahmad IrshaidNoch keine Bewertungen
- Module 5 Fuel and Fuel System 1 MergedDokument101 SeitenModule 5 Fuel and Fuel System 1 MergedClarisse AlcaydeNoch keine Bewertungen
- 2500DA Engine Data SheetDokument3 Seiten2500DA Engine Data SheetNiraj ReginaldNoch keine Bewertungen
- 100% Synthetic 5W-30 Motor Oil (ASL)Dokument2 Seiten100% Synthetic 5W-30 Motor Oil (ASL)brian5786Noch keine Bewertungen
- Handboek Upright XRT 27 33Dokument204 SeitenHandboek Upright XRT 27 33mark100% (4)