Das könnte Ihnen auch gefallen
- PG-1028-T (HOS) General Data and Specifications: Table 5-3. Prestress Levels For HOSDokument4 SeitenPG-1028-T (HOS) General Data and Specifications: Table 5-3. Prestress Levels For HOSAnkush SehgalNoch keine Bewertungen
- Curriculum Vitae: Career ObjectiveDokument4 SeitenCurriculum Vitae: Career ObjectiveAnkush SehgalNoch keine Bewertungen
- SsafffffDokument6 SeitenSsafffffAnkush SehgalNoch keine Bewertungen
- Spare ListDokument3 SeitenSpare ListAnkush SehgalNoch keine Bewertungen
- Pre-Lube Post-Lube Logic Compressor UnitsDokument1 SeitePre-Lube Post-Lube Logic Compressor UnitsAnkush SehgalNoch keine Bewertungen
- ShivaDokument1 SeiteShivaAnkush SehgalNoch keine Bewertungen
- S.No Date Day PaymentDokument13 SeitenS.No Date Day PaymentAnkush SehgalNoch keine Bewertungen
- BookDokument1 SeiteBookAnkush SehgalNoch keine Bewertungen
- BGHHDokument2 SeitenBGHHAnkush SehgalNoch keine Bewertungen
- Account Statement From 1 Dec 2018 To 31 Dec 2018: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDokument1 SeiteAccount Statement From 1 Dec 2018 To 31 Dec 2018: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceAnkush SehgalNoch keine Bewertungen
- BookDokument1 SeiteBookAnkush SehgalNoch keine Bewertungen
- Spare Part ListDokument1 SeiteSpare Part ListAnkush SehgalNoch keine Bewertungen
- MadakiniDokument1 SeiteMadakiniAnkush SehgalNoch keine Bewertungen
- HH 189 KBWHW Oq DYTKk IYRDokument1 SeiteHH 189 KBWHW Oq DYTKk IYRAnkush SehgalNoch keine Bewertungen
- Mechanical Engineer Resume O&M ExperienceDokument3 SeitenMechanical Engineer Resume O&M ExperienceAnkush SehgalNoch keine Bewertungen
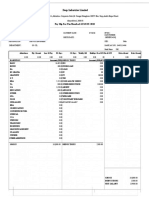
- Deep Industries Pay Slip TitleDokument1 SeiteDeep Industries Pay Slip TitleAnkush SehgalNoch keine Bewertungen
- Deep Industries Limited: Pay Slip For The Month of SEPTEMBER - 2018Dokument2 SeitenDeep Industries Limited: Pay Slip For The Month of SEPTEMBER - 2018Ankush SehgalNoch keine Bewertungen
- Top overhaul parts for 7044 GSI engineDokument8 SeitenTop overhaul parts for 7044 GSI engineAnkush SehgalNoch keine Bewertungen
- SGJJDokument3 SeitenSGJJAnkush SehgalNoch keine Bewertungen
- FhdjdnsResume October 2018Dokument3 SeitenFhdjdnsResume October 2018Ankush SehgalNoch keine Bewertungen
- Curriculum Vitae: Career ObjectiveDokument3 SeitenCurriculum Vitae: Career ObjectiveAnkush SehgalNoch keine Bewertungen
- Anku Cv1Dokument3 SeitenAnku Cv1Ankush SehgalNoch keine Bewertungen
- SKNNKDokument2 SeitenSKNNKAnkush SehgalNoch keine Bewertungen
- SGJJDokument3 SeitenSGJJAnkush SehgalNoch keine Bewertungen
- Deep Industries Pay Slip TitleDokument1 SeiteDeep Industries Pay Slip TitleAnkush SehgalNoch keine Bewertungen
- FhdjdnsResume October 2018Dokument3 SeitenFhdjdnsResume October 2018Ankush SehgalNoch keine Bewertungen
- SARVODAYcjdkhhghzDokument1 SeiteSARVODAYcjdkhhghzAnkush SehgalNoch keine Bewertungen
- Aatisbh Sehgal CV PDFDokument5 SeitenAatisbh Sehgal CV PDFAnkush SehgalNoch keine Bewertungen
- Curriculum Vitae: Career ObjectiveDokument3 SeitenCurriculum Vitae: Career ObjectiveAnkush SehgalNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Sylvania BKD Dual BeamKat HID Floodlight Spec Sheet 1-87Dokument4 SeitenSylvania BKD Dual BeamKat HID Floodlight Spec Sheet 1-87Alan MastersNoch keine Bewertungen
- DPP No. 11: Physical ChemistryDokument14 SeitenDPP No. 11: Physical ChemistryViraj ShahNoch keine Bewertungen
- CUSAT Old Syllabus-Mechanical EngineeringDokument61 SeitenCUSAT Old Syllabus-Mechanical Engineeringpramodkb_cusatNoch keine Bewertungen
- Simple Atmospheric Models: ReferencesDokument20 SeitenSimple Atmospheric Models: ReferencesDiego Martin MorenoNoch keine Bewertungen
- Daniel Tian Li: Circular Column Design Based On ACI 318-05Dokument1 SeiteDaniel Tian Li: Circular Column Design Based On ACI 318-05OswardMorenoNoch keine Bewertungen
- TORING LC Exer4 7LDokument19 SeitenTORING LC Exer4 7LLanoline ToringNoch keine Bewertungen
- Sea Level: Ashrae Psychrometric Chart No.3Dokument1 SeiteSea Level: Ashrae Psychrometric Chart No.3Tran KieuNoch keine Bewertungen
- STC PhysicsDokument1 SeiteSTC PhysicsKetan TiwariNoch keine Bewertungen
- VLE Models: Raoult's Law and Example CalculationDokument47 SeitenVLE Models: Raoult's Law and Example CalculationKent GardoseNoch keine Bewertungen
- Reinforced Concrete Shear Design GuideDokument20 SeitenReinforced Concrete Shear Design GuidePamela JezreelNoch keine Bewertungen
- Hydrocyclones For Particle Size SeparationDokument7 SeitenHydrocyclones For Particle Size SeparationJean DejardinNoch keine Bewertungen
- 000000000001001849Dokument544 Seiten000000000001001849Dante Filho100% (1)
- Radition Safety NotesDokument11 SeitenRadition Safety NotesKingston RivingtonNoch keine Bewertungen
- Ador Welding Revised Price List for Welding ElectrodesDokument16 SeitenAdor Welding Revised Price List for Welding ElectrodesBhaskar AnandNoch keine Bewertungen
- ENERGY AND HEAD EXPLAINEDDokument5 SeitenENERGY AND HEAD EXPLAINEDJoren HuernoNoch keine Bewertungen
- Model Exam - 1Dokument6 SeitenModel Exam - 1Bipul Poudel100% (2)
- A Tutorial On Gassmann Fluid Substitution: Formulation, Algorithm and Matlab CodeDokument9 SeitenA Tutorial On Gassmann Fluid Substitution: Formulation, Algorithm and Matlab CodemaitrierwinNoch keine Bewertungen
- A As Suction Accumulators (PA 00307)Dokument2 SeitenA As Suction Accumulators (PA 00307)scualoboy2006Noch keine Bewertungen
- Chapter 4 Introduction To Pre-Stressed ConcreteDokument18 SeitenChapter 4 Introduction To Pre-Stressed ConcreteMeseret ShimelisNoch keine Bewertungen
- Copper Electrowinning From Cyanide Solutions by Lu Jianming PDFDokument306 SeitenCopper Electrowinning From Cyanide Solutions by Lu Jianming PDFFerudun AkyolNoch keine Bewertungen
- Fundamentals of Welding - Chapter 30Dokument50 SeitenFundamentals of Welding - Chapter 30xharpreetxNoch keine Bewertungen
- Final Exam "Intro To Optics": Problems & SolutionsDokument7 SeitenFinal Exam "Intro To Optics": Problems & SolutionsDavid SalahNoch keine Bewertungen
- Atomic Orbital (AO) Molecular Orbital (MO) MO LCAO (Linear Combination of Atomic Orbital)Dokument17 SeitenAtomic Orbital (AO) Molecular Orbital (MO) MO LCAO (Linear Combination of Atomic Orbital)Imroon de MadritistaNoch keine Bewertungen
- Research GateDokument34 SeitenResearch GateMustafa ÇakırNoch keine Bewertungen
- Water-Injected Flare Tips Reduce Radiated Heat, Noise: Rilling RoductionDokument4 SeitenWater-Injected Flare Tips Reduce Radiated Heat, Noise: Rilling RoductionAnonymous cuOIjrLINoch keine Bewertungen
- DWDM PPT Industrial SeminarDokument29 SeitenDWDM PPT Industrial SeminarRajat Goel100% (1)
- Corrosion Presentation 1Dokument27 SeitenCorrosion Presentation 1Ishu AttriNoch keine Bewertungen
- STM Paper PDFDokument73 SeitenSTM Paper PDFAlrack sinner75% (4)
- Mechanical Design II Clutches, Brakes, Couplings & FlywheelsDokument19 SeitenMechanical Design II Clutches, Brakes, Couplings & FlywheelsterratempestNoch keine Bewertungen
- Silabus 4111 NanoDokument1 SeiteSilabus 4111 Nanokhairil_amrieNoch keine Bewertungen