Das könnte Ihnen auch gefallen
- Seminar Report On SMTDokument12 SeitenSeminar Report On SMTYashasvi Mittal100% (2)
- In-Plant Training Report PresentationDokument24 SeitenIn-Plant Training Report PresentationPratyush Pandey100% (1)
- Unit - II Electronic System Manufacturing Processes Teaching Hrs 08 Marks 10 Unit OutcomeDokument3 SeitenUnit - II Electronic System Manufacturing Processes Teaching Hrs 08 Marks 10 Unit Outcome47 Bhushan BariNoch keine Bewertungen
- QT200 VWSUser ManualDokument137 SeitenQT200 VWSUser ManualuriahskyNoch keine Bewertungen
- Factory Visit ReportDokument14 SeitenFactory Visit ReportSarvesh Kant ThakurNoch keine Bewertungen
- How To Do Printed Circuit Board Failure AnalysisDokument6 SeitenHow To Do Printed Circuit Board Failure AnalysisjackNoch keine Bewertungen
- TO: From: #Dokument3 SeitenTO: From: #Vallejo Martínez UrielNoch keine Bewertungen
- Surface-Mount Technology: HistoryDokument11 SeitenSurface-Mount Technology: Historyulf8014100% (1)
- SMT Placement EquipmentDokument4 SeitenSMT Placement EquipmentAjayChandrakarNoch keine Bewertungen
- The - Multi - Technology - Approach Rev 1Dokument8 SeitenThe - Multi - Technology - Approach Rev 1RM HaroonNoch keine Bewertungen
- Testing StrategiesDokument8 SeitenTesting StrategiesJohnny Pancito Rodriguez100% (1)
- Unit - III Basic Manufacturing Engineering Surface Mount Technology (SMT)Dokument5 SeitenUnit - III Basic Manufacturing Engineering Surface Mount Technology (SMT)rooplalrana1636Noch keine Bewertungen
- What Is Electromechanical Assembly in Printed Circuit Board AssemblyDokument14 SeitenWhat Is Electromechanical Assembly in Printed Circuit Board AssemblyjackNoch keine Bewertungen
- Take Control of Your Systems With The Control Box AssemblyDokument5 SeitenTake Control of Your Systems With The Control Box AssemblyjackNoch keine Bewertungen
- Problems Frequently Found in Complex PCB AssemblyDokument8 SeitenProblems Frequently Found in Complex PCB AssemblyjackNoch keine Bewertungen
- Electronic Circuit Design and Component Selection PDFDokument46 SeitenElectronic Circuit Design and Component Selection PDFAnand ShekhawatNoch keine Bewertungen
- Chapter 1Dokument178 SeitenChapter 1Hugo GandaraNoch keine Bewertungen
- Work Sheet and AssignmentDokument3 SeitenWork Sheet and Assignmenthailegebreselassie24Noch keine Bewertungen
- Internship PELDokument14 SeitenInternship PELHammad Haider MalikNoch keine Bewertungen
- DRM-53 - Electronics Assembly Reference Guide - SampleDokument17 SeitenDRM-53 - Electronics Assembly Reference Guide - SampleDjefferson Morais100% (1)
- Design ConsiderationDokument28 SeitenDesign ConsiderationKarthik RamNoch keine Bewertungen
- School of Electrical Engineering: The University of Faisalabad, FaisalabadDokument13 SeitenSchool of Electrical Engineering: The University of Faisalabad, FaisalabadSHAROON SARDAR GHULAMNoch keine Bewertungen
- THESIS - Emerson Network PowerDokument41 SeitenTHESIS - Emerson Network PowerArmelaMeriadoAzis100% (1)
- Auto HarnessDokument14 SeitenAuto HarnessgreendaisarNoch keine Bewertungen
- EE305 Lect0 2407Dokument23 SeitenEE305 Lect0 2407SagarManjrekarNoch keine Bewertungen
- What Is Ems PcbaDokument11 SeitenWhat Is Ems PcbajackNoch keine Bewertungen
- Control Systems-6511663495929481Dokument8 SeitenControl Systems-6511663495929481Jayanth C VNoch keine Bewertungen
- 1) Goal 2) Circuit SimulationDokument4 Seiten1) Goal 2) Circuit SimulationAbhay DeshmukhNoch keine Bewertungen
- Internship ReportDokument12 SeitenInternship ReportNirav100% (1)
- MECHATRONICSDokument46 SeitenMECHATRONICSGaura SaniNoch keine Bewertungen
- ITR ReportDokument25 SeitenITR ReportChidambar GuravNoch keine Bewertungen
- PCB Designingb ReportDokument31 SeitenPCB Designingb ReportHimanshu ShisodiaNoch keine Bewertungen
- Trouble Shooting PrinciplesDokument6 SeitenTrouble Shooting PrinciplesSANMINoch keine Bewertungen
- Mount and Solder Electronic Components: Information Sheet 1.3.1 Learning Outcome No. 3Dokument22 SeitenMount and Solder Electronic Components: Information Sheet 1.3.1 Learning Outcome No. 3Shaira Claire CorreNoch keine Bewertungen
- Surface Mount TechnologyDokument19 SeitenSurface Mount TechnologyThiyaga RajanNoch keine Bewertungen
- EMC Design Guidelines For Microcontroller Board Layout: Never Stop ThinkingDokument63 SeitenEMC Design Guidelines For Microcontroller Board Layout: Never Stop ThinkingMr CdtNoch keine Bewertungen
- Cadence Tutorial - Analog Design FlowDokument57 SeitenCadence Tutorial - Analog Design FlownarashimarajaNoch keine Bewertungen
- Design Project 3 AssignmentDokument4 SeitenDesign Project 3 AssignmentHieu Nguyen TriNoch keine Bewertungen
- ENEL3CA/DA: Electronic/Computer Design 1: PCB Philosophy and Design Using UltiboardDokument43 SeitenENEL3CA/DA: Electronic/Computer Design 1: PCB Philosophy and Design Using Ultiboardbknaruma100% (1)
- Matlab Simulation of DrivesDokument24 SeitenMatlab Simulation of DrivessabrahimaNoch keine Bewertungen
- Choosing The Right Electronics Manufacturing Testing EquipmentDokument6 SeitenChoosing The Right Electronics Manufacturing Testing EquipmentjackNoch keine Bewertungen
- CNC Unit 1Dokument4 SeitenCNC Unit 1chandiran88Noch keine Bewertungen
- Lab Session 1 - Instruments - Components - Construction - Datasheets Rev 1Dokument14 SeitenLab Session 1 - Instruments - Components - Construction - Datasheets Rev 1nabilaNoch keine Bewertungen
- Solid State On Load Tap Changer For Transformer Using ArduinoDokument59 SeitenSolid State On Load Tap Changer For Transformer Using ArduinoAkhileswara RaoNoch keine Bewertungen
- EMC GuidelinesDokument65 SeitenEMC GuidelinesAnsari Asmat AliNoch keine Bewertungen
- Digital Countdown TimerDokument12 SeitenDigital Countdown TimerJeremy RenderNoch keine Bewertungen
- Basics of Control Components PDFDokument56 SeitenBasics of Control Components PDFarianne_villenaNoch keine Bewertungen
- LESSON 3 - MechatronicsDokument63 SeitenLESSON 3 - MechatronicsV-JAY BACKONGNoch keine Bewertungen
- Thesis Ge TFET Source OnlyDokument123 SeitenThesis Ge TFET Source OnlySumeet KalraNoch keine Bewertungen
- Press Fit Technology Roadmap Control Parameters IpcDokument17 SeitenPress Fit Technology Roadmap Control Parameters IpcTuýp Phờ NờNoch keine Bewertungen
- PLC Simulation ReportDokument62 SeitenPLC Simulation ReportAsraful Goni NirabNoch keine Bewertungen
- "Programmable Logic Controller": Degree of Bachelor of TechnologyDokument42 Seiten"Programmable Logic Controller": Degree of Bachelor of TechnologyVikas VermaNoch keine Bewertungen
- CHulter Hammer Power Distribution Systems BookDokument114 SeitenCHulter Hammer Power Distribution Systems BookMohammed AL-HejeriNoch keine Bewertungen
- Auto-17002 Electronic Ignition SystemDokument97 SeitenAuto-17002 Electronic Ignition SystemNatty NuggetNoch keine Bewertungen
- PE 4030chapter 1 Mechatronics 9 23 2013 Rev 1.0Dokument76 SeitenPE 4030chapter 1 Mechatronics 9 23 2013 Rev 1.0Charlton S.InaoNoch keine Bewertungen
- MAN Service Experience 2012Dokument32 SeitenMAN Service Experience 2012Sylvek91Noch keine Bewertungen
- Reflow Soldering: Apparatus and Heat Transfer ProcessesVon EverandReflow Soldering: Apparatus and Heat Transfer ProcessesNoch keine Bewertungen
- Taming The Variable Speed MotorDokument3 SeitenTaming The Variable Speed MotorBalasundaramSrinivasaRajkumarNoch keine Bewertungen
- AP2402630 EMC Guidelines 1Dokument63 SeitenAP2402630 EMC Guidelines 1Tuấn Nguyễn TrungNoch keine Bewertungen
- Arduino Measurements in Science: Advanced Techniques and Data ProjectsVon EverandArduino Measurements in Science: Advanced Techniques and Data ProjectsNoch keine Bewertungen
- EE NotesDokument23 SeitenEE NotesAnas Shoaib100% (1)
- AIS CB Test Report FormatDokument7 SeitenAIS CB Test Report FormatAnas ShoaibNoch keine Bewertungen
- Technical EssayDokument4 SeitenTechnical EssayAnas ShoaibNoch keine Bewertungen
- Total Abs PDFDokument32 SeitenTotal Abs PDFAnas ShoaibNoch keine Bewertungen
- UK Address and ContactDokument1 SeiteUK Address and ContactAnas ShoaibNoch keine Bewertungen
- Visa Documents ListDokument1 SeiteVisa Documents ListAnas ShoaibNoch keine Bewertungen
- Result of The Exam Held On 16.01.2016-18.01.2016 in Lahore A-2Dokument1 SeiteResult of The Exam Held On 16.01.2016-18.01.2016 in Lahore A-2Anas ShoaibNoch keine Bewertungen
- A Entry Requirements ESTDokument1 SeiteA Entry Requirements ESTAnas ShoaibNoch keine Bewertungen
- Result of The Exam Held On 16.01.2016-18.01.2016 in Lahore Group 5 - A1Dokument1 SeiteResult of The Exam Held On 16.01.2016-18.01.2016 in Lahore Group 5 - A1Anas ShoaibNoch keine Bewertungen
- Understanding IELTS Week 1 How IELTS Produced TranscriptDokument1 SeiteUnderstanding IELTS Week 1 How IELTS Produced TranscriptAnas ShoaibNoch keine Bewertungen
- IGC3 - Exam TemplateDokument18 SeitenIGC3 - Exam TemplateAnas Shoaib50% (2)
- Skill SafetyDokument1 SeiteSkill SafetyAnas ShoaibNoch keine Bewertungen
- Sample HS ReportDokument5 SeitenSample HS ReportAnas ShoaibNoch keine Bewertungen
- Student PDFDokument1 SeiteStudent PDFAnas ShoaibNoch keine Bewertungen
- Packed Bed Reactor Slides (B)Dokument32 SeitenPacked Bed Reactor Slides (B)Meireza Ajeng PratiwiNoch keine Bewertungen
- Key ScientificDokument4 SeitenKey ScientificGarrettNoch keine Bewertungen
- Dryer Regenerative Blower Purge DBP 02250195 405 R00 PDFDokument84 SeitenDryer Regenerative Blower Purge DBP 02250195 405 R00 PDFjennyNoch keine Bewertungen
- NCR RepairDokument4 SeitenNCR RepairPanruti S SathiyavendhanNoch keine Bewertungen
- Of Periodontal & Peri-Implant Diseases: ClassificationDokument24 SeitenOf Periodontal & Peri-Implant Diseases: ClassificationruchaNoch keine Bewertungen
- Chap 6 - Karen HorneyDokument95 SeitenChap 6 - Karen HorneyDiana San JuanNoch keine Bewertungen
- Payroll Solution in Single SheetDokument818 SeitenPayroll Solution in Single SheetTarique KhanNoch keine Bewertungen
- L A R G e - S C A L e M e T H A M P H e T A M I N e M A N U F A C T U R eDokument21 SeitenL A R G e - S C A L e M e T H A M P H e T A M I N e M A N U F A C T U R eDaria Schka100% (1)
- Online Games and Academic AchievementDokument25 SeitenOnline Games and Academic AchievementJasmine GamoraNoch keine Bewertungen
- Impression TakingDokument12 SeitenImpression TakingMaha SelawiNoch keine Bewertungen
- Biology Q PDFDokument9 SeitenBiology Q PDFsumon chowdhuryNoch keine Bewertungen
- DR Hoon Park III - Indigenous Microorganism (IMO)Dokument33 SeitenDR Hoon Park III - Indigenous Microorganism (IMO)neofrieda79100% (1)
- New Book "101 Costly HR Mistakes... and How To Fix Them" by Vanessa Nelson Released To Help Employers Avoid Costly HR Mistakes and Save MillionsDokument2 SeitenNew Book "101 Costly HR Mistakes... and How To Fix Them" by Vanessa Nelson Released To Help Employers Avoid Costly HR Mistakes and Save MillionsPR.comNoch keine Bewertungen
- Blood DonationDokument19 SeitenBlood DonationsuruthiNoch keine Bewertungen
- Hamraki Rag April 2010 IssueDokument20 SeitenHamraki Rag April 2010 IssueHamraki RagNoch keine Bewertungen
- Assignment On Inservice Education Sub: Community Health NursingDokument17 SeitenAssignment On Inservice Education Sub: Community Health NursingPrity DeviNoch keine Bewertungen
- Drawing Submssion Requirements - September - 2018Dokument66 SeitenDrawing Submssion Requirements - September - 2018Suratman Blanck MandhoNoch keine Bewertungen
- INTP Parents - 16personalitiesDokument4 SeitenINTP Parents - 16personalitiescelinelbNoch keine Bewertungen
- EB Research Report 2011Dokument96 SeitenEB Research Report 2011ferlacunaNoch keine Bewertungen
- 13105389Dokument22 Seiten13105389Larry RicoNoch keine Bewertungen
- Prof. Madhavan - Ancient Wisdom of HealthDokument25 SeitenProf. Madhavan - Ancient Wisdom of HealthProf. Madhavan100% (2)
- Tuyet W3 Unit 2 Tenses Adverbial Clause of Time Zalo HSDokument16 SeitenTuyet W3 Unit 2 Tenses Adverbial Clause of Time Zalo HSVũ Thanh GiangNoch keine Bewertungen
- IB Final ShellDokument25 SeitenIB Final ShellsnehakopadeNoch keine Bewertungen
- 4 StartUp GuideDokument2 Seiten4 StartUp GuideSamuel RomeroNoch keine Bewertungen
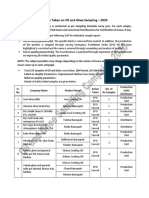
- Action Taken On Oil and Ghee Sampling - 2020Dokument2 SeitenAction Taken On Oil and Ghee Sampling - 2020Khalil BhattiNoch keine Bewertungen
- Roto Fix 32 Service ManualDokument31 SeitenRoto Fix 32 Service Manualperla_canto_150% (2)
- Emerging Re-Emerging Infectious Disease 2022Dokument57 SeitenEmerging Re-Emerging Infectious Disease 2022marioNoch keine Bewertungen
- Public Conveyances: Environments in Public and Enclosed Places"Dokument1 SeitePublic Conveyances: Environments in Public and Enclosed Places"Jesse Joe LagonNoch keine Bewertungen
- Tackling Food Inflation: Ashwinkumar Kokku - 67 Malcolm Pinto - 89 Samir Vele - Nitin JadhavDokument9 SeitenTackling Food Inflation: Ashwinkumar Kokku - 67 Malcolm Pinto - 89 Samir Vele - Nitin JadhavMalcolm PintoNoch keine Bewertungen