Das könnte Ihnen auch gefallen
- Fundamentals of Beam BracingDokument16 SeitenFundamentals of Beam BracinghungNoch keine Bewertungen
- Cmaa 70Dokument90 SeitenCmaa 70alexchc121Noch keine Bewertungen
- Effective Lengthsof Uniformand Stepped Crane ColumnsDokument9 SeitenEffective Lengthsof Uniformand Stepped Crane ColumnspruebaNoch keine Bewertungen
- Steel DetailerDokument3 SeitenSteel DetailerKooroshNoch keine Bewertungen
- Proposed Design Criteria For Stiffened Seated Connections To Column WebsDokument25 SeitenProposed Design Criteria For Stiffened Seated Connections To Column WebsBùi Văn HợpNoch keine Bewertungen
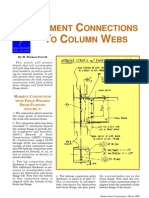
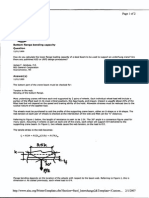
- Moment Connections to Column WebsDokument3 SeitenMoment Connections to Column WebsAmro Ahmad AliNoch keine Bewertungen
- Axial Capacities of Eccentrically Loaded Equal-Leg Single Angles - Comparisons of Various Design MethodsDokument38 SeitenAxial Capacities of Eccentrically Loaded Equal-Leg Single Angles - Comparisons of Various Design MethodsAnonymous 7MdZQn1100% (1)
- Steel Bearing PlatesDokument4 SeitenSteel Bearing Platessebastian9033Noch keine Bewertungen
- Aisc JournalDokument90 SeitenAisc JournalRene BermudezNoch keine Bewertungen
- Discussion - The Importance of Tension Chord BracingDokument2 SeitenDiscussion - The Importance of Tension Chord BracingKeaten ClaneyNoch keine Bewertungen
- (Duerr, D.,2006) - Pinned Connection Strength and BehaviorDokument14 Seiten(Duerr, D.,2006) - Pinned Connection Strength and Behaviorchristos032Noch keine Bewertungen
- AISC Local Wheel Bending StressDokument2 SeitenAISC Local Wheel Bending StressD SRINIVASNoch keine Bewertungen
- Recommendations for Shear Lag Factors for Longitudinally Welded Tension MembersDokument22 SeitenRecommendations for Shear Lag Factors for Longitudinally Welded Tension MembersSergioAlcantaraNoch keine Bewertungen
- Structural Design of Footings SummaryDokument47 SeitenStructural Design of Footings SummaryRafi Mahmoud SulaimanNoch keine Bewertungen
- Flange Bending in Single CurvatureDokument21 SeitenFlange Bending in Single CurvaturePeterNoch keine Bewertungen
- STRESS ANALYSIS and FATIGUE of Welded StructuresDokument20 SeitenSTRESS ANALYSIS and FATIGUE of Welded Structuresmatteo_1234100% (1)
- Shear Behavior of Headed Anchors With Large Diameters and Deep Embedments - Discussion Title 107-S14 - Mar-Apr 2010Dokument6 SeitenShear Behavior of Headed Anchors With Large Diameters and Deep Embedments - Discussion Title 107-S14 - Mar-Apr 2010ehab.attalaNoch keine Bewertungen
- Engineering For Steel ConstructionDokument2 SeitenEngineering For Steel ConstructionBiju Muttathukatil0% (1)
- Fast Check For Block ShearDokument7 SeitenFast Check For Block ShearSergioAlcantaraNoch keine Bewertungen
- Ch9 Horizontally Curved Steel GirdersDokument43 SeitenCh9 Horizontally Curved Steel GirdersErnie ErnieNoch keine Bewertungen
- Behaviour of Sleeved Bolt Connections in Precast Concrete FramesDokument246 SeitenBehaviour of Sleeved Bolt Connections in Precast Concrete Framespavan2deepuakiNoch keine Bewertungen
- Lateral Support For Tier Building FramesDokument4 SeitenLateral Support For Tier Building Framesuhu_plus6482Noch keine Bewertungen
- Control of Shrinkage and Curling in Slabs On Grade - tcm45-342502Dokument5 SeitenControl of Shrinkage and Curling in Slabs On Grade - tcm45-342502icNoch keine Bewertungen
- Sherman - Extended Shear TabsDokument148 SeitenSherman - Extended Shear TabsRohan KarandeNoch keine Bewertungen
- Anchors For Anchoring To ConcreteDokument4 SeitenAnchors For Anchoring To ConcretejafeelnmNoch keine Bewertungen
- Moment Baseplate DesignDokument10 SeitenMoment Baseplate DesignNeil JonesNoch keine Bewertungen
- Guide To Design of Anchors Bolts and Other Steel EmbedmentsDokument14 SeitenGuide To Design of Anchors Bolts and Other Steel EmbedmentsSana UllahNoch keine Bewertungen
- Behavior of Extended Shear Tabs in Stiffened Beam-to-Column ConnectionsDokument83 SeitenBehavior of Extended Shear Tabs in Stiffened Beam-to-Column ConnectionsAnia KopiecNoch keine Bewertungen
- Steelwise PDFDokument3 SeitenSteelwise PDFFourHorsemenNoch keine Bewertungen
- Bolt Grip Length PDFDokument1 SeiteBolt Grip Length PDFmatthewwalls4386100% (2)
- Old Rebar EDR 48Dokument4 SeitenOld Rebar EDR 48JimBobNoch keine Bewertungen
- Standoff Distance - AiscDokument15 SeitenStandoff Distance - AiscRhem Aldrin CordovaNoch keine Bewertungen
- Wrap Around Gusset PDFDokument25 SeitenWrap Around Gusset PDFmuralihare100% (1)
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDokument12 SeitenThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelNoch keine Bewertungen
- Stepped Columns A Simplified Design MethodDokument8 SeitenStepped Columns A Simplified Design Methoddaniel.j.mccarthy100% (1)
- SJI SimpleConnectionsSimplified FINAL 05162018 Handout 1Dokument106 SeitenSJI SimpleConnectionsSimplified FINAL 05162018 Handout 1Nemanja RandelovicNoch keine Bewertungen
- Reinforced Concrete Beams With Web Openings A State of The Art Review PDFDokument13 SeitenReinforced Concrete Beams With Web Openings A State of The Art Review PDFAref Abadel100% (1)
- Beam-Column Design CalculationDokument21 SeitenBeam-Column Design CalculationOvidiu PetruescuNoch keine Bewertungen
- SteelWise Joists FactsDokument2 SeitenSteelWise Joists FactsvNoch keine Bewertungen
- Practical Compactness and Bracing Provisions For The Design of Single Angle BeamsDokument7 SeitenPractical Compactness and Bracing Provisions For The Design of Single Angle Beamsbruno_alqNoch keine Bewertungen
- Researchpaper Design Model of Built Up Stiffened Column Base Under Large Eccentric LoadDokument10 SeitenResearchpaper Design Model of Built Up Stiffened Column Base Under Large Eccentric LoadNishant GaurNoch keine Bewertungen
- Anchor Bolts - Concrete Capacity Design PDFDokument22 SeitenAnchor Bolts - Concrete Capacity Design PDFGraham RobertsNoch keine Bewertungen
- Gusset Plate Stability Using Variable Stress TrajectoriesDokument6 SeitenGusset Plate Stability Using Variable Stress TrajectoriestmaNoch keine Bewertungen
- Strengthening of Existing Composite Beams Using LRFD ProceduresDokument8 SeitenStrengthening of Existing Composite Beams Using LRFD Proceduresalbertoxina100% (3)
- Examination of AISC LRFD Shear Lag Design ProvisionsDokument16 SeitenExamination of AISC LRFD Shear Lag Design ProvisionsSergioAlcantaraNoch keine Bewertungen
- Brace ConfigDokument1 SeiteBrace ConfigmrmerajNoch keine Bewertungen
- Direct Method for Obtaining Plate Buckling Coefficient for Double-Coped BeamsDokument2 SeitenDirect Method for Obtaining Plate Buckling Coefficient for Double-Coped Beamsclam2014Noch keine Bewertungen
- 2 Lateral-Load-Transfer Session-2 2perDokument56 Seiten2 Lateral-Load-Transfer Session-2 2perLuis CortesNoch keine Bewertungen
- Prying Action - A General TreatmentDokument9 SeitenPrying Action - A General TreatmentjretanacrNoch keine Bewertungen
- Design Example For Beams With Web OpeningsDokument9 SeitenDesign Example For Beams With Web OpeningsMason Hahn100% (1)
- 01 4 132Dokument5 Seiten01 4 132cmkohNoch keine Bewertungen
- Design of Shelf AngleDokument3 SeitenDesign of Shelf AngleMohanNoch keine Bewertungen
- Galambos 2001 Q2Dokument13 SeitenGalambos 2001 Q2bobmarley20161934Noch keine Bewertungen
- Elastic Stability of Circular Cylindrical ShellsVon EverandElastic Stability of Circular Cylindrical ShellsBewertung: 5 von 5 Sternen5/5 (1)
- Cable Supported Bridges: Concept and DesignVon EverandCable Supported Bridges: Concept and DesignBewertung: 5 von 5 Sternen5/5 (1)
- Mixing Weld and Bolt Part2Dokument4 SeitenMixing Weld and Bolt Part2ihpeterNoch keine Bewertungen
- ShearDokument4 SeitenShearahmedsabercgNoch keine Bewertungen
- Effects of Increasing Truck Loads On Highway BridgesDokument7 SeitenEffects of Increasing Truck Loads On Highway BridgesDhimas Surya NegaraNoch keine Bewertungen
- EESD 2000 Alfawakiri Bruneau Flexibility of Super and SubstructureDokument19 SeitenEESD 2000 Alfawakiri Bruneau Flexibility of Super and SubstructureDhimas Surya NegaraNoch keine Bewertungen
- Experimental Verification of Horizontally Curved I Girder BDokument9 SeitenExperimental Verification of Horizontally Curved I Girder BDhimas Surya NegaraNoch keine Bewertungen
- Bi-Directional Effects On The Response of An Isolated BridgeDokument5 SeitenBi-Directional Effects On The Response of An Isolated BridgeDhimas Surya NegaraNoch keine Bewertungen
- Mixing Weld and Bolt Part1Dokument3 SeitenMixing Weld and Bolt Part1ihpeterNoch keine Bewertungen
- Curvature Limitations of Non-Composite Girder Bridges at Construction StageDokument11 SeitenCurvature Limitations of Non-Composite Girder Bridges at Construction StageDhimas Surya NegaraNoch keine Bewertungen
- Stability Analysis of Box-Girder Cable-Stayed BridgesDokument6 SeitenStability Analysis of Box-Girder Cable-Stayed BridgesDhimas Surya NegaraNoch keine Bewertungen
- Effect of Earthquake Vertical MotionDokument7 SeitenEffect of Earthquake Vertical MotionDhimas Surya NegaraNoch keine Bewertungen
- Nonlinear Models of Suspension BridgesDokument23 SeitenNonlinear Models of Suspension BridgesDhimas Surya NegaraNoch keine Bewertungen
- Performance of Steel, Concrete, Prestressed Concrete, and Timber BridgesDokument14 SeitenPerformance of Steel, Concrete, Prestressed Concrete, and Timber BridgesDhimas Surya NegaraNoch keine Bewertungen
- IMAC XII 12th Int 12-19-5 Linking Analysis Test Dynamic Behavior Steel BridgeDokument5 SeitenIMAC XII 12th Int 12-19-5 Linking Analysis Test Dynamic Behavior Steel BridgeDhimas Surya NegaraNoch keine Bewertungen
- Performance Based Design of Steel Arch Bridges Using Practical Inelastic Nonlinear AnalysisDokument18 SeitenPerformance Based Design of Steel Arch Bridges Using Practical Inelastic Nonlinear AnalysisDhimas Surya NegaraNoch keine Bewertungen
- Live Load Distribution in Girder Bridges Subject To OversizDokument8 SeitenLive Load Distribution in Girder Bridges Subject To OversizDhimas Surya NegaraNoch keine Bewertungen
- Static and Stability Analysis of Long Spa Cable Stayed BridgeDokument21 SeitenStatic and Stability Analysis of Long Spa Cable Stayed BridgeNagar NitinNoch keine Bewertungen
- Zickis DDokument8 SeitenZickis DlibraryaslamNoch keine Bewertungen
- A Consideration On Intermediate Diaphragm Spacing in Steel BoxDokument10 SeitenA Consideration On Intermediate Diaphragm Spacing in Steel BoxDhimas Surya NegaraNoch keine Bewertungen
- Assessment of The Out-Of-plane Imperfections of A Steel Tied Arch BridgeDokument8 SeitenAssessment of The Out-Of-plane Imperfections of A Steel Tied Arch BridgeDhimas Surya NegaraNoch keine Bewertungen
- Inelastic Design of Steel I Girder Bridges PDFDokument12 SeitenInelastic Design of Steel I Girder Bridges PDFAri Prananta100% (1)
- Pile Result For Muara SABAKDokument6 SeitenPile Result For Muara SABAKDhimas Surya NegaraNoch keine Bewertungen
- Nonlinear Models of Suspension BridgesDokument23 SeitenNonlinear Models of Suspension BridgesDhimas Surya NegaraNoch keine Bewertungen
- PRESTRESSING Schemes For Incrementally Launched BridgesDokument9 SeitenPRESTRESSING Schemes For Incrementally Launched BridgesDhimas Surya NegaraNoch keine Bewertungen
- Simplified Analysis of Heat Curved Steel GirdersDokument29 SeitenSimplified Analysis of Heat Curved Steel GirdersDhimas Surya NegaraNoch keine Bewertungen
- Cable Stayed Bridge Concept For Longer SpansDokument2 SeitenCable Stayed Bridge Concept For Longer SpansNasibSimamoraNoch keine Bewertungen
- Topic14 FoundationDesignDokument38 SeitenTopic14 FoundationDesignloserboi101Noch keine Bewertungen
- Ultimate Load Carrying Capacity of The Lu Pu Steel Arch Bridge Under Static Wind LoadsDokument13 SeitenUltimate Load Carrying Capacity of The Lu Pu Steel Arch Bridge Under Static Wind LoadsDhimas Surya Negara100% (1)
- Engineering For Rehabilitation of Historic Metal Truss BridgesDokument6 SeitenEngineering For Rehabilitation of Historic Metal Truss BridgesSharath Kumar NNoch keine Bewertungen
- Calibration of Load Factor For LRFR Load EvaluationDokument63 SeitenCalibration of Load Factor For LRFR Load EvaluationViet Duc Dang100% (1)
- 11th AccountancyDokument13 Seiten11th AccountancyNarendar KumarNoch keine Bewertungen
- Popular Painters & Other Visionaries. Museo Del BarrioDokument18 SeitenPopular Painters & Other Visionaries. Museo Del BarrioRenato MenezesNoch keine Bewertungen
- Overlord Volume 1 - The Undead King Black EditionDokument291 SeitenOverlord Volume 1 - The Undead King Black EditionSaadAmir100% (11)
- PIA Project Final PDFDokument45 SeitenPIA Project Final PDFFahim UddinNoch keine Bewertungen
- Canine Guided Occlusion and Group FuntionDokument1 SeiteCanine Guided Occlusion and Group Funtionlittlestar35100% (3)
- Sri Lanka Wildlife and Cultural TourDokument9 SeitenSri Lanka Wildlife and Cultural TourRosa PaglioneNoch keine Bewertungen
- The Five Laws of Light - Suburban ArrowsDokument206 SeitenThe Five Laws of Light - Suburban Arrowsjorge_calvo_20Noch keine Bewertungen
- Toolkit:ALLCLEAR - SKYbrary Aviation SafetyDokument3 SeitenToolkit:ALLCLEAR - SKYbrary Aviation Safetybhartisingh0812Noch keine Bewertungen
- Organisation Study of KAMCODokument62 SeitenOrganisation Study of KAMCORobin Thomas100% (11)
- Excel Keyboard Shortcuts MasterclassDokument18 SeitenExcel Keyboard Shortcuts MasterclassluinksNoch keine Bewertungen
- Statement of The Problem: Notre Dame of Marbel University Integrated Basic EducationDokument6 SeitenStatement of The Problem: Notre Dame of Marbel University Integrated Basic Educationgab rielleNoch keine Bewertungen
- What Is Love? - Osho: Sat Sangha SalonDokument7 SeitenWhat Is Love? - Osho: Sat Sangha SalonMichael VladislavNoch keine Bewertungen
- Improve Your Social Skills With Soft And Hard TechniquesDokument26 SeitenImprove Your Social Skills With Soft And Hard TechniquesEarlkenneth NavarroNoch keine Bewertungen
- Mastering ArpeggiosDokument58 SeitenMastering Arpeggiospeterd87Noch keine Bewertungen
- 12.1 MagazineDokument44 Seiten12.1 Magazineabdelhamed aliNoch keine Bewertungen
- FPR 10 1.lectDokument638 SeitenFPR 10 1.lectshishuNoch keine Bewertungen
- What Blockchain Could Mean For MarketingDokument2 SeitenWhat Blockchain Could Mean For MarketingRitika JhaNoch keine Bewertungen
- TITLE 28 United States Code Sec. 3002Dokument77 SeitenTITLE 28 United States Code Sec. 3002Vincent J. Cataldi91% (11)
- Mundane AstrologyDokument93 SeitenMundane Astrologynikhil mehra100% (5)
- Golin Grammar-Texts-Dictionary (New Guinean Language)Dokument225 SeitenGolin Grammar-Texts-Dictionary (New Guinean Language)amoyil422Noch keine Bewertungen
- The Effects of Cabergoline Compared To Dienogest in Women With Symptomatic EndometriomaDokument6 SeitenThe Effects of Cabergoline Compared To Dienogest in Women With Symptomatic EndometriomaAnna ReznorNoch keine Bewertungen
- Food Product Development - SurveyDokument4 SeitenFood Product Development - SurveyJoan Soliven33% (3)
- Otto F. Kernberg - Transtornos Graves de PersonalidadeDokument58 SeitenOtto F. Kernberg - Transtornos Graves de PersonalidadePaulo F. F. Alves0% (2)
- AVX EnglishDokument70 SeitenAVX EnglishLeo TalisayNoch keine Bewertungen
- FOCGB4 Utest VG 5ADokument1 SeiteFOCGB4 Utest VG 5Asimple footballNoch keine Bewertungen
- Icici Bank FileDokument7 SeitenIcici Bank Fileharman singhNoch keine Bewertungen
- Training Effectiveness ISO 9001Dokument50 SeitenTraining Effectiveness ISO 9001jaiswalsk1Noch keine Bewertungen
- ModalsDokument13 SeitenModalsJose CesistaNoch keine Bewertungen
- NAZRUL - CV ChuadangaDokument2 SeitenNAZRUL - CV ChuadangaNadira PervinNoch keine Bewertungen
- Communication Tourism PDFDokument2 SeitenCommunication Tourism PDFShane0% (1)