Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- 690B Systems Reference Guide PDFDokument11 Seiten690B Systems Reference Guide PDFBrian AdrianNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Warmate enDokument12 SeitenWarmate enSonia RainaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Exemptions Granted To Large Taxpayers January, 2010 To September, 2014 PDFDokument82 SeitenExemptions Granted To Large Taxpayers January, 2010 To September, 2014 PDFRashid BumarwaNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- SD SeriesDokument3 SeitenSD SeriesAlison ThompsonNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Axiom: Owner's ManualDokument16 SeitenAxiom: Owner's ManualĐứcThọNoch keine Bewertungen
- Lesson Plan ECM442Dokument2 SeitenLesson Plan ECM442Hatake Zul FadhliNoch keine Bewertungen
- Manual Reductor Dodge TDT7Dokument8 SeitenManual Reductor Dodge TDT7DANIELNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- 7020 - Liquid Soap ThickenerDokument2 Seiten7020 - Liquid Soap Thickenerzuber ahmedNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Toyota Ebook PDFDokument47 SeitenToyota Ebook PDFOliver Rivero100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- PK 24 - Bustos Transport Code Excerpts)Dokument56 SeitenPK 24 - Bustos Transport Code Excerpts)fernan tadeoNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- RTMST 2013Dokument327 SeitenRTMST 2013palpandi.mNoch keine Bewertungen
- Cycloc Data Sheet SoloDokument13 SeitenCycloc Data Sheet SoloJuli RayuliNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- 4.2 - Risk Assessment ProjectDokument3 Seiten4.2 - Risk Assessment ProjectMuhammad Nauman100% (1)
- Scale Model Muscle CarsDokument89 SeitenScale Model Muscle CarsFlakito Uri100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Cycle Time of Transit Mixer: DateDokument3 SeitenCycle Time of Transit Mixer: DateAtulJainNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Mercer Valve 1400 Series BrochureDokument8 SeitenMercer Valve 1400 Series BrochureAnonymous 7GuboLxjQNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Norms-Cabinet-Final Print - DoR PDFDokument309 SeitenNorms-Cabinet-Final Print - DoR PDFBinod ThapaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Biogastrain Produktblad 2005Dokument2 SeitenBiogastrain Produktblad 2005adamyogiNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Date 2 JANUARY 2022 Quotation TO: Mrs.Dokument5 SeitenDate 2 JANUARY 2022 Quotation TO: Mrs.43MOHAMMED SIDDIQ MOHIUDDINNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- TasksDokument2 SeitenTasksParag PatilNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
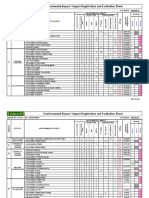
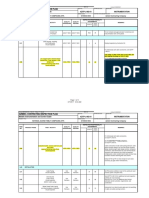
- Environmental Aspect / Impact Registration and Evaluation SheetDokument3 SeitenEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNoch keine Bewertungen
- AZITP-J-902-01 Rev 00 Metallic Instrument and Control CableDokument5 SeitenAZITP-J-902-01 Rev 00 Metallic Instrument and Control CableVinay YadavNoch keine Bewertungen
- Autocar Spare Parts Price SurveyDokument10 SeitenAutocar Spare Parts Price SurveyDeepak ShoriNoch keine Bewertungen
- Man Dio55 UkDokument18 SeitenMan Dio55 UkQuang BáchNoch keine Bewertungen
- Aftercooler - Test PDFDokument6 SeitenAftercooler - Test PDFDaniel Castillo Peña100% (1)
- Boq Andheri For Piles and Pile CapsDokument2 SeitenBoq Andheri For Piles and Pile Capsnavinderpal67% (3)
- ECM Service GuideDokument18 SeitenECM Service Guidemegan1407Noch keine Bewertungen
- MD Isocracking v2Dokument2 SeitenMD Isocracking v2Materia GrisNoch keine Bewertungen
- Zeon Productguide 20150717Dokument16 SeitenZeon Productguide 20150717khushboo.mamtani2932Noch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Mazda 8 MPV LY3P - Workshop ManualDokument1.923 SeitenMazda 8 MPV LY3P - Workshop ManualRoman88% (8)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)