Das könnte Ihnen auch gefallen
- Diagrama Hidraulico m315d Renr9476renr9476-04 SisDokument2 SeitenDiagrama Hidraulico m315d Renr9476renr9476-04 SisServimaquinaria Millan S.A.C100% (1)
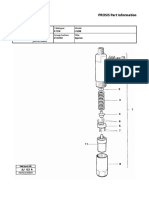
- PROSIS Part Information: Date: Image Id: Catalogue: Model: Brand: Serial: Group/Section: TitleDokument3 SeitenPROSIS Part Information: Date: Image Id: Catalogue: Model: Brand: Serial: Group/Section: Titleali0% (1)
- Hydraulic components descriptionDokument2 SeitenHydraulic components descriptionaliNoch keine Bewertungen
- Service Info on Engine Cooling SystemDokument3 SeitenService Info on Engine Cooling SystemaliNoch keine Bewertungen
- Scania dc12 Oil CoolerDokument2 SeitenScania dc12 Oil CooleraliNoch keine Bewertungen
- Toyota Engine Component Repair ManualDokument15 SeitenToyota Engine Component Repair ManualaliNoch keine Bewertungen
- Scania dc12 Cylinder Head TestDokument6 SeitenScania dc12 Cylinder Head TestaliNoch keine Bewertungen
- Scania dc12 Cylinder HeadDokument1 SeiteScania dc12 Cylinder HeadaliNoch keine Bewertungen
- 320d Govereor Actuator CableDokument14 Seiten320d Govereor Actuator CablealiNoch keine Bewertungen
- Scania dc12 Oil Cooler ComponentDokument3 SeitenScania dc12 Oil Cooler ComponentaliNoch keine Bewertungen
- Volvo td73 Cooling LinesDokument1 SeiteVolvo td73 Cooling LinesaliNoch keine Bewertungen
- Volvo Ec55 Arm inDokument2 SeitenVolvo Ec55 Arm inaliNoch keine Bewertungen
- c7 Overheating TroubleshootingDokument124 Seitenc7 Overheating Troubleshootingali100% (2)
- 320d Govereor Actuator CableDokument14 Seiten320d Govereor Actuator CablealiNoch keine Bewertungen
- D155A-3 S/N 60001-UP Side Cover Parts ListDokument2 SeitenD155A-3 S/N 60001-UP Side Cover Parts ListaliNoch keine Bewertungen
- 320d Replacing The Governor ActuatorDokument4 Seiten320d Replacing The Governor ActuatoraliNoch keine Bewertungen
- Seat SuspensionDokument1 SeiteSeat SuspensionaliNoch keine Bewertungen
- 4bc2 Injection Pump PDFDokument1 Seite4bc2 Injection Pump PDFaliNoch keine Bewertungen
- 03-01 Unit Injector (PDE) : Specification - Values When Adjusting Unit Injectors and ValvesDokument1 Seite03-01 Unit Injector (PDE) : Specification - Values When Adjusting Unit Injectors and ValvesaliNoch keine Bewertungen
- Toyota Engine Component Repair ManualDokument15 SeitenToyota Engine Component Repair ManualaliNoch keine Bewertungen
- APS (Automatic Power Shift) : Service InformationDokument5 SeitenAPS (Automatic Power Shift) : Service InformationaliNoch keine Bewertungen
- 246c HidraulicoDokument29 Seiten246c HidraulicoJose CarmonaNoch keine Bewertungen
- Transmission TroubleshootingDokument1 SeiteTransmission TroubleshootingaliNoch keine Bewertungen
- Gear Selector Valve: Service InformationDokument3 SeitenGear Selector Valve: Service InformationaliNoch keine Bewertungen
- Engine Speed With Frequency MeterDokument2 SeitenEngine Speed With Frequency MeteraliNoch keine Bewertungen
- Cylinder HeadDokument25 SeitenCylinder Headali100% (1)
- L120B Engine SpesificationDokument2 SeitenL120B Engine SpesificationaliNoch keine Bewertungen
- Volvo L120B PressuresDokument6 SeitenVolvo L120B PressuresaliNoch keine Bewertungen
- Unit Injector AdjustmentDokument13 SeitenUnit Injector Adjustmentali100% (2)
- Valve Clearance Inspection and AdjustmentDokument4 SeitenValve Clearance Inspection and AdjustmentaliNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 2014 March CaravanDokument48 Seiten2014 March CaravanbahiashrineNoch keine Bewertungen
- Coa - Ofx-8040a (H078K5G018)Dokument2 SeitenCoa - Ofx-8040a (H078K5G018)Jaleel AhmedNoch keine Bewertungen
- Ridge Regression: A Concise GuideDokument132 SeitenRidge Regression: A Concise GuideprinceNoch keine Bewertungen
- A Dream Takes FlightDokument3 SeitenA Dream Takes FlightHafiq AmsyarNoch keine Bewertungen
- HSPA+ Compressed ModeDokument10 SeitenHSPA+ Compressed ModeAkhtar KhanNoch keine Bewertungen
- Concept, Types, Characteristics and ClassificationsDokument6 SeitenConcept, Types, Characteristics and ClassificationsCJ FaNoch keine Bewertungen
- Easyjet Group6Dokument11 SeitenEasyjet Group6Rishabh RakhechaNoch keine Bewertungen
- Bid Document PDFDokument125 SeitenBid Document PDFAzharudin ZoechnyNoch keine Bewertungen
- 2.4 Adams Equity TheoryDokument1 Seite2.4 Adams Equity TheoryLoraineNoch keine Bewertungen
- Quality Risk ManagementDokument29 SeitenQuality Risk ManagementmmmmmNoch keine Bewertungen
- Resona I9 Neuwa I9 FDADokument2 SeitenResona I9 Neuwa I9 FDAMarcos CharmeloNoch keine Bewertungen
- Liability WaiverDokument1 SeiteLiability WaiverTop Flight FitnessNoch keine Bewertungen
- Lirik and Chord LaguDokument5 SeitenLirik and Chord LaguRyan D'Stranger UchihaNoch keine Bewertungen
- (Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetsDokument22 Seiten(Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetselleNoch keine Bewertungen
- LeasingDokument2 SeitenLeasingfollow_da_great100% (2)
- Shri Siddheshwar Co-Operative BankDokument11 SeitenShri Siddheshwar Co-Operative BankPrabhu Mandewali50% (2)
- NDU Final Project SP23Dokument2 SeitenNDU Final Project SP23Jeanne DaherNoch keine Bewertungen
- Checklist PBL 2Dokument3 SeitenChecklist PBL 2Hazrina AwangNoch keine Bewertungen
- Norms and specifications for distribution transformer, DG set, street light poles, LED lights and high mast lightDokument4 SeitenNorms and specifications for distribution transformer, DG set, street light poles, LED lights and high mast lightKumar AvinashNoch keine Bewertungen
- Telangana Budget 2014-2015 Full TextDokument28 SeitenTelangana Budget 2014-2015 Full TextRavi Krishna MettaNoch keine Bewertungen
- Best Homeopathic Doctor in SydneyDokument8 SeitenBest Homeopathic Doctor in SydneyRC homeopathyNoch keine Bewertungen
- Responsibility Centres: Nature of Responsibility CentersDokument13 SeitenResponsibility Centres: Nature of Responsibility Centersmahesh19689Noch keine Bewertungen
- Activate Adobe Photoshop CS5 Free Using Serial KeyDokument3 SeitenActivate Adobe Photoshop CS5 Free Using Serial KeyLukmanto68% (28)
- Tambunting Pawnshop Vs CIR Re VATDokument7 SeitenTambunting Pawnshop Vs CIR Re VATMark Lester Lee AureNoch keine Bewertungen
- Case Study Infrastructure ProjectsDokument1 SeiteCase Study Infrastructure ProjectsAnton_Young_1962Noch keine Bewertungen
- User-Centered Website Development: A Human-Computer Interaction ApproachDokument24 SeitenUser-Centered Website Development: A Human-Computer Interaction ApproachKulis KreuznachNoch keine Bewertungen
- HealthFlex Dave BauzonDokument10 SeitenHealthFlex Dave BauzonNino Dave Bauzon100% (1)
- Maintenance: ASU-600 SeriesDokument54 SeitenMaintenance: ASU-600 SeriesMichael Maluenda Castillo100% (2)
- University Assignment Report CT7098Dokument16 SeitenUniversity Assignment Report CT7098Shakeel ShahidNoch keine Bewertungen
- Discount & Percentage Word Problems SolutionsDokument4 SeitenDiscount & Percentage Word Problems SolutionsrheNoch keine Bewertungen