Das könnte Ihnen auch gefallen
- 1999 Isuzu Rodeo UE US Version Service ManualDokument2.613 Seiten1999 Isuzu Rodeo UE US Version Service ManualRichard Tani100% (7)
- A Guide to Ship Repair Estimates in Man-hoursVon EverandA Guide to Ship Repair Estimates in Man-hoursBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Marine Electrical Practice: Marine Engineering SeriesVon EverandMarine Electrical Practice: Marine Engineering SeriesBewertung: 4 von 5 Sternen4/5 (8)
- Greenstar Oil System and Regular Boilers Technical and Specification InformationDokument64 SeitenGreenstar Oil System and Regular Boilers Technical and Specification InformationBabis PapadopoulosNoch keine Bewertungen
- Lesson Plan For Fuze FFV 651 HeatDokument9 SeitenLesson Plan For Fuze FFV 651 HeatVikas ChandraNoch keine Bewertungen
- PP 2001 11Dokument4 SeitenPP 2001 11Ashish YadavNoch keine Bewertungen
- ASME Code News (Questions and Answers)Dokument4 SeitenASME Code News (Questions and Answers)dj22500Noch keine Bewertungen
- PP-1999-06 Opening in Blind FlangeDokument4 SeitenPP-1999-06 Opening in Blind FlangesaudimanNoch keine Bewertungen
- Api 510, Pressure Vessel Inspector Certification ExaminationDokument62 SeitenApi 510, Pressure Vessel Inspector Certification ExaminationIrinaNoch keine Bewertungen
- Radiography of VesselDokument5 SeitenRadiography of VesselEqubal KhanNoch keine Bewertungen
- Interpretation: VIII-79-02Dokument1 SeiteInterpretation: VIII-79-02rtrajan_mech5408Noch keine Bewertungen
- 510BOK Rev8-10 ApprovedDokument8 Seiten510BOK Rev8-10 Approvedsezio81Noch keine Bewertungen
- Interpretation: VIII-79-02Dokument1 SeiteInterpretation: VIII-79-02rtrajan_mech5408Noch keine Bewertungen
- ASME Pressure Vessel JointDokument8 SeitenASME Pressure Vessel Jointf4CHNoch keine Bewertungen
- Pressure Points: New Rules For The Use of Rod & Bar in ASME Section VIIIDokument6 SeitenPressure Points: New Rules For The Use of Rod & Bar in ASME Section VIIImohdfirdausNoch keine Bewertungen
- Design and Structural Analysis of Pressure VesselDokument5 SeitenDesign and Structural Analysis of Pressure VesselToniNoch keine Bewertungen
- SPE-195604-MS Well Integrity - Managing The Risk Using Accurate Design FactorsDokument18 SeitenSPE-195604-MS Well Integrity - Managing The Risk Using Accurate Design FactorsysuyycNoch keine Bewertungen
- ASME Code Section 8Dokument9 SeitenASME Code Section 8snehal.deshmukhNoch keine Bewertungen
- PP 2000 11Dokument4 SeitenPP 2000 11rtrajan_mech5408Noch keine Bewertungen
- Category of RadiographyDokument9 SeitenCategory of RadiographySAGARNoch keine Bewertungen
- Technical Bulletin 21 PDFDokument7 SeitenTechnical Bulletin 21 PDFAgustin ParadisoNoch keine Bewertungen
- Design Fatigue AssessmentDokument15 SeitenDesign Fatigue AssessmentIdris SiddiquiNoch keine Bewertungen
- PP 1998 05Dokument4 SeitenPP 1998 05Saif UllahNoch keine Bewertungen
- ASME Code Section 8 ContentDokument6 SeitenASME Code Section 8 ContenttasingenieriaNoch keine Bewertungen
- ASME VIII and API 510 Heat TreatmentDokument9 SeitenASME VIII and API 510 Heat Treatmentphan hoang diepNoch keine Bewertungen
- CW9 Part 1Dokument9 SeitenCW9 Part 1Steve CowanNoch keine Bewertungen
- Lethal Service GuideDokument5 SeitenLethal Service GuidekingstonNoch keine Bewertungen
- Studded Outlet HSB News Letter PDFDokument4 SeitenStudded Outlet HSB News Letter PDFG.SWAMINoch keine Bewertungen
- Api-510 Pressure Vessel Inspector: Body of KnowledgeDokument8 SeitenApi-510 Pressure Vessel Inspector: Body of KnowledgekinsosoNoch keine Bewertungen
- Body of Knowledge Api 510 Pressure VesseDokument8 SeitenBody of Knowledge Api 510 Pressure VesseIsaac AfricanaNoch keine Bewertungen
- Decoding Pressure Vessel Design PDFDokument7 SeitenDecoding Pressure Vessel Design PDFKelvin IbrahimNoch keine Bewertungen
- ASME Pressure Vessel Joint EfficienciesDokument5 SeitenASME Pressure Vessel Joint EfficienciesalokbdasNoch keine Bewertungen
- 08-Div.1-Volume 60aDokument50 Seiten08-Div.1-Volume 60aThanh NguyenNoch keine Bewertungen
- Modern Engineering For Design of Liquid (326-452)Dokument127 SeitenModern Engineering For Design of Liquid (326-452)Misha's Kitchen And OtherNoch keine Bewertungen
- Asme Pressure Vessel Joint EfficiencyDokument4 SeitenAsme Pressure Vessel Joint EfficiencynasrpkNoch keine Bewertungen
- ASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyDokument34 SeitenASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyMohammed AnshafNoch keine Bewertungen
- Asme Pressure Vessel JoiDokument4 SeitenAsme Pressure Vessel JoiliamcsNoch keine Bewertungen
- 620 TiDokument12 Seiten620 Tijojo_323Noch keine Bewertungen
- ASME Pressure Vessel JointDokument5 SeitenASME Pressure Vessel JointRodrigo CarneiroNoch keine Bewertungen
- Weld Joint EfficienciesDokument5 SeitenWeld Joint EfficienciesMohd Idris MohiuddinNoch keine Bewertungen
- Exam July 2021Dokument16 SeitenExam July 202101280724321 Helmy100% (1)
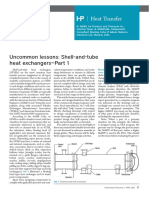
- Shell & Tube Heat Exchanger Part 1Dokument4 SeitenShell & Tube Heat Exchanger Part 1NAMONoch keine Bewertungen
- Asme Sec Viii D1 Nma App ADokument8 SeitenAsme Sec Viii D1 Nma App AADRIANNoch keine Bewertungen
- Piping Stress Handbook PDFDokument383 SeitenPiping Stress Handbook PDFRyan Goh Chuang Hong80% (5)
- Piping Stress Handbook - by Victor Helguero - Part 1Dokument264 SeitenPiping Stress Handbook - by Victor Helguero - Part 1namdq-1100% (1)
- Repair or Alteration of Pressure VesselsDokument4 SeitenRepair or Alteration of Pressure VesselsMSNoch keine Bewertungen
- Joint EfficiancyDokument4 SeitenJoint Efficiancysmit patelNoch keine Bewertungen
- Nonmandatory Appendix S Design Considerations For Bolted Flange ConnectionsDokument4 SeitenNonmandatory Appendix S Design Considerations For Bolted Flange ConnectionstizioNoch keine Bewertungen
- Addis Ababa Science and Technology UniversityDokument25 SeitenAddis Ababa Science and Technology UniversityMikey CouthinhoNoch keine Bewertungen
- Asme Section Viii, Division 1 InterpretationsDokument1.148 SeitenAsme Section Viii, Division 1 InterpretationsajitNoch keine Bewertungen
- Interpretation: VIII-78-138Dokument1 SeiteInterpretation: VIII-78-138rtrajan_mech5408Noch keine Bewertungen
- C1 Kolb PaperDokument13 SeitenC1 Kolb PaperOprea IulianNoch keine Bewertungen
- Otc 21575Dokument7 SeitenOtc 21575Mintu ChoudhuryNoch keine Bewertungen
- Intro To Pressure VesselDokument19 SeitenIntro To Pressure VesselMuhammad Ridhwan100% (1)
- Mesc Specification SPE 77/166: NormativeDokument16 SeitenMesc Specification SPE 77/166: Normative윤규섭Noch keine Bewertungen
- Mustafa Ali PDFDokument7 SeitenMustafa Ali PDFمصطفى علي مخلف جوادNoch keine Bewertungen
- Pressure VesselDokument19 SeitenPressure Vesselamitammy19100% (1)
- Lethal ServiceDokument4 SeitenLethal Serviceisrar khanNoch keine Bewertungen
- Tks 3245 Perancangan Alat ProsesDokument38 SeitenTks 3245 Perancangan Alat Prosesfadhillah ivanNoch keine Bewertungen
- Asme Introduction & Inspection of Pressure Vessel: (ASME Section VIII Div. 1, Ed. 2015)Dokument47 SeitenAsme Introduction & Inspection of Pressure Vessel: (ASME Section VIII Div. 1, Ed. 2015)TayfunwNoch keine Bewertungen
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsVon EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsNoch keine Bewertungen
- Chp15notes Part 2Dokument32 SeitenChp15notes Part 2api-255402590Noch keine Bewertungen
- VolvoDokument38 SeitenVolvoMarculescu Nicolae CatalinNoch keine Bewertungen
- Simbologia PDFDokument1 SeiteSimbologia PDFMartin Abraham Perez UriasNoch keine Bewertungen
- Welding ElectrodesDokument13 SeitenWelding ElectrodesArimoro Cyril ObuseNoch keine Bewertungen
- 15-10-2022 - Hand Written NotesDokument18 Seiten15-10-2022 - Hand Written NoteskaustubhNoch keine Bewertungen
- New Holland Engine p11c VC Service ManualDokument20 SeitenNew Holland Engine p11c VC Service Manualdanielle100% (47)
- June 2017 (v1) QP - Paper 4 CIE Chemistry A-LevelDokument16 SeitenJune 2017 (v1) QP - Paper 4 CIE Chemistry A-LevelMustafa ShaukatNoch keine Bewertungen
- FY B.Sc. Light Reactions IDokument5 SeitenFY B.Sc. Light Reactions IVijendraNoch keine Bewertungen
- Ci Ride Leader - Guide To Cycling On The Road PDFDokument10 SeitenCi Ride Leader - Guide To Cycling On The Road PDFΑυτός είμαι εγώNoch keine Bewertungen
- Mohammad Shadab Khan - Field OperatorDokument6 SeitenMohammad Shadab Khan - Field OperatorDonNoch keine Bewertungen
- NFPA 25 Form AES 5.4 ITM Electric Fire Pump Annual 2013 - 4 of 7Dokument1 SeiteNFPA 25 Form AES 5.4 ITM Electric Fire Pump Annual 2013 - 4 of 7Mark Louie GuintoNoch keine Bewertungen
- New Mechanical Schedule (Weekly and Monthly)Dokument31 SeitenNew Mechanical Schedule (Weekly and Monthly)aeronkay20Noch keine Bewertungen
- Indian Automobile Sector Analysis January 2023 1693838553Dokument1 SeiteIndian Automobile Sector Analysis January 2023 1693838553Rohit PareekNoch keine Bewertungen
- Ramakant Sir Physics Tutorials: (Magnetism) DURATION: 45mins MARKS: 50Dokument5 SeitenRamakant Sir Physics Tutorials: (Magnetism) DURATION: 45mins MARKS: 50Kshitij BichaveNoch keine Bewertungen
- SSP 994466AG The 8-Speed Automatic Gearbox 0C8Dokument51 SeitenSSP 994466AG The 8-Speed Automatic Gearbox 0C8sheba1023100% (3)
- Docsity Science S Module in Grade 9Dokument25 SeitenDocsity Science S Module in Grade 9Kathleen cheyenne EbajanNoch keine Bewertungen
- MSRA-T&C Electrical SystemDokument18 SeitenMSRA-T&C Electrical SystemSharvin NageebNoch keine Bewertungen
- XCMGDokument841 SeitenXCMGYafet Sigembala100% (1)
- Kantt New Pricelist 2021Dokument8 SeitenKantt New Pricelist 2021Asaph AdigueNoch keine Bewertungen
- HCI634G1 Installation+Service+Maintenance ManualDokument8 SeitenHCI634G1 Installation+Service+Maintenance ManualdanyNoch keine Bewertungen
- E&T1350 Electronics Chapter 4 Special Purpose DiodesDokument16 SeitenE&T1350 Electronics Chapter 4 Special Purpose DiodesRMK BrothersNoch keine Bewertungen
- Lecture 25Dokument4 SeitenLecture 25216435964Noch keine Bewertungen
- E1 2 Example String NotesDokument1 SeiteE1 2 Example String NotesSAEL SOLARNoch keine Bewertungen
- Boletin 6019 - Descontinuar SC-NDokument2 SeitenBoletin 6019 - Descontinuar SC-NPau MundacaNoch keine Bewertungen
- Rail Overview Brochure CumminsDokument16 SeitenRail Overview Brochure CumminsYuraNoch keine Bewertungen
- Lec 1 Properties and Handling of Particulate SolidsDokument95 SeitenLec 1 Properties and Handling of Particulate SolidsAli HasSsanNoch keine Bewertungen