Das könnte Ihnen auch gefallen
- Bored PilesDokument2 SeitenBored PilesHina MuslimNoch keine Bewertungen
- Plastic Section ModulusDokument1 SeitePlastic Section ModulusHina MuslimNoch keine Bewertungen
- Composite Concrete Flexural MembersDokument2 SeitenComposite Concrete Flexural MembersHina MuslimNoch keine Bewertungen
- ConversionDokument4 SeitenConversionNeil WilsnachNoch keine Bewertungen
- Design Documentation GuidelinesDokument6 SeitenDesign Documentation GuidelinesHina MuslimNoch keine Bewertungen
- 3 Structural Design 2012 LoadsDokument80 Seiten3 Structural Design 2012 LoadsBeza GetachewNoch keine Bewertungen
- Band RC BeamDokument11 SeitenBand RC BeamHina MuslimNoch keine Bewertungen
- Expanding Application of Perforated Metal MaterialDokument10 SeitenExpanding Application of Perforated Metal MaterialHina MuslimNoch keine Bewertungen
- Expanding Application of Perforated Metal MaterialDokument10 SeitenExpanding Application of Perforated Metal MaterialHina MuslimNoch keine Bewertungen
- Pec CPD Byelaws PakistanDokument20 SeitenPec CPD Byelaws Pakistanmohammad_mohd_3Noch keine Bewertungen
- Concrete Beam Torsional Stiffness CalculationDokument1 SeiteConcrete Beam Torsional Stiffness CalculationHina MuslimNoch keine Bewertungen
- Environmental Impact Assessment: Irfan-ul-HaqDokument12 SeitenEnvironmental Impact Assessment: Irfan-ul-HaqEngr Muhammad SohailNoch keine Bewertungen
- Concrete Beam Torsional Stiffness CalculationDokument1 SeiteConcrete Beam Torsional Stiffness CalculationHina MuslimNoch keine Bewertungen
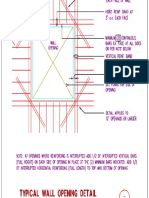
- Wall OpeningDokument1 SeiteWall OpeningHina MuslimNoch keine Bewertungen
- How Burrs Affect Bolted Connection CapacityDokument3 SeitenHow Burrs Affect Bolted Connection CapacityWalter MorrisNoch keine Bewertungen
- Gauge in Decimals of An InchDokument2 SeitenGauge in Decimals of An InchHina MuslimNoch keine Bewertungen
- Floor ScreedsDokument6 SeitenFloor ScreedsHina MuslimNoch keine Bewertungen
- Interpretation of Requirements of ISO 17025Dokument51 SeitenInterpretation of Requirements of ISO 17025Jamil Wahyu0% (1)
- PDF 4ICEE-0238Dokument10 SeitenPDF 4ICEE-0238jayuna1609Noch keine Bewertungen
- Minimizing Durability Test RisksDokument6 SeitenMinimizing Durability Test RiskscesaraleNoch keine Bewertungen
- Total Quality ManagementDokument119 SeitenTotal Quality ManagementHina MuslimNoch keine Bewertungen
- ErectionDokument5 SeitenErectionMallinatha PNNoch keine Bewertungen
- 04 Vol16 and 17 Energy-Efficient-Buildings AhmedSohail PDFDokument12 Seiten04 Vol16 and 17 Energy-Efficient-Buildings AhmedSohail PDFMemoonaNoch keine Bewertungen
- Admixtures in ConcreteDokument15 SeitenAdmixtures in ConcreteSundara LingamNoch keine Bewertungen
- Design and Installation of MV Switchgear PDFDokument1 SeiteDesign and Installation of MV Switchgear PDFHina MuslimNoch keine Bewertungen
- Design and Installation of MV SwitchgearDokument1 SeiteDesign and Installation of MV SwitchgearHina MuslimNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Verification of Geotechnical Grouting - Strategies and PlanningDokument68 SeitenVerification of Geotechnical Grouting - Strategies and PlanningTony Chan100% (1)
- Bracegirdre Et Al 1996Dokument6 SeitenBracegirdre Et Al 1996PaulCFNgNoch keine Bewertungen
- Terzaghi's MethodDokument7 SeitenTerzaghi's MethodSaranya ChandruNoch keine Bewertungen
- Cement Deep Soil Mixing Case Study for Reinforced Soil Slope FoundationDokument10 SeitenCement Deep Soil Mixing Case Study for Reinforced Soil Slope FoundationSuthan PooranampillaiNoch keine Bewertungen
- A Case Study On Reinforced Earthen Walls in Outer Ring Road HyderabadDokument11 SeitenA Case Study On Reinforced Earthen Walls in Outer Ring Road HyderabadsandhyaNoch keine Bewertungen
- Buckley Et Al 2020 Wikinger FinalDokument63 SeitenBuckley Et Al 2020 Wikinger Finalingchiara85Noch keine Bewertungen
- C4CORRIGENDUM211Dokument134 SeitenC4CORRIGENDUM211deepak kumarNoch keine Bewertungen
- CD 622 Revision 1 Managing Geotechnical Risk-WebDokument65 SeitenCD 622 Revision 1 Managing Geotechnical Risk-WebFERNANDO100% (1)
- Comparison of Pile Driveability Methods Based On A Case Study From An Offshore Wind Farm in North SeaDokument11 SeitenComparison of Pile Driveability Methods Based On A Case Study From An Offshore Wind Farm in North SeansaifulNoch keine Bewertungen
- Retaining Wall Calculation NoteDokument96 SeitenRetaining Wall Calculation NoteMohammad Bader Al-DeinNoch keine Bewertungen
- Pile Company ProfileDokument2 SeitenPile Company ProfileElango PaulchamyNoch keine Bewertungen
- Earth Structures Lectures: For M. Sc. Course - CE5302Dokument21 SeitenEarth Structures Lectures: For M. Sc. Course - CE5302HHHNoch keine Bewertungen
- Increasing Deepwater Drilling Efficiency and Safety in NZ with Closed Loop CirculationDokument13 SeitenIncreasing Deepwater Drilling Efficiency and Safety in NZ with Closed Loop CirculationRuslan ZakirovNoch keine Bewertungen
- Shoring and UnderpinningDokument16 SeitenShoring and UnderpinningudithaireshaNoch keine Bewertungen
- Classification of Pile FoundationDokument1 SeiteClassification of Pile FoundationSacademicusNoch keine Bewertungen
- Bearing Capacityof Embedded Strip Footing Placed Adjacentto Sandy Soil SlopesDokument8 SeitenBearing Capacityof Embedded Strip Footing Placed Adjacentto Sandy Soil SlopesSubhadip DasNoch keine Bewertungen
- Prediction of Compaction Parameters A ReviewDokument1 SeitePrediction of Compaction Parameters A ReviewGaurav VermaNoch keine Bewertungen
- Review Module 22 Geotechnical 3 Nov 2020Dokument4 SeitenReview Module 22 Geotechnical 3 Nov 2020Ma Ella Mae LogronioNoch keine Bewertungen
- 0035-Rev 0 - Guidelines For Offshore Wind Farm Infrastructure InstallationDokument51 Seiten0035-Rev 0 - Guidelines For Offshore Wind Farm Infrastructure InstallationDavid Wise-MannNoch keine Bewertungen
- Key Note LecturesDokument353 SeitenKey Note LecturesKUMAR SHUBHAMNoch keine Bewertungen
- CIV 7240 Formula Sheet FinalExamDokument8 SeitenCIV 7240 Formula Sheet FinalExamThirojan JayabalasinghamNoch keine Bewertungen
- MATLAB Modeling of SPT and Grain Size Data in Producing Soil-ProfileDokument5 SeitenMATLAB Modeling of SPT and Grain Size Data in Producing Soil-Profileicv.xaviNoch keine Bewertungen
- Daniel Pradel ResumeDokument7 SeitenDaniel Pradel ResumeallinquranNoch keine Bewertungen
- Differential Settlement Bh7Dokument9 SeitenDifferential Settlement Bh7Zhi Ming CheahNoch keine Bewertungen
- South Africa GeoTech PDFDokument221 SeitenSouth Africa GeoTech PDFernestnsabimana74Noch keine Bewertungen
- Hydro-mechanical behavior of tuff-sand mixtures for Saharan pavement designDokument13 SeitenHydro-mechanical behavior of tuff-sand mixtures for Saharan pavement designAkacem MustaphaNoch keine Bewertungen
- EMPUJE DE TIERRAS - Active Earth PressureDokument1 SeiteEMPUJE DE TIERRAS - Active Earth PressuremistakyNoch keine Bewertungen
- GSP Orizont: Navigation SearchDokument6 SeitenGSP Orizont: Navigation SearchNina Iovita GheorghiesNoch keine Bewertungen
- Pacific Scirocco 2017-08-03 Revision 7Dokument2 SeitenPacific Scirocco 2017-08-03 Revision 7wangnaNoch keine Bewertungen