Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Casting DefectsDokument12 SeitenCasting Defectssushil.vgiNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Title: Connection of Various Member of Steel StructureDokument25 SeitenTitle: Connection of Various Member of Steel StructureArnav DasaurNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Asme Section Ii A Sa-426 PDFDokument6 SeitenAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xNoch keine Bewertungen
- 4 - Lec 3 - 1 MaterialDokument55 Seiten4 - Lec 3 - 1 Materialumi_hayyatNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Ss 2507Dokument5 SeitenSs 2507Madan YadavNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Parker White Paper Developments in Stainless Steel Instrumentation Tube FittingsDokument6 SeitenParker White Paper Developments in Stainless Steel Instrumentation Tube FittingskkaranagNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Section 10 QuestionsDokument6 SeitenSection 10 QuestionsSameer MohammadNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Jominy-End Quench TestDokument16 SeitenJominy-End Quench TestFirdaus Asry33% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Welder Identification Card: Reference Code: ASME SEC IX Company Name - TESCODokument4 SeitenWelder Identification Card: Reference Code: ASME SEC IX Company Name - TESCOibrahim100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Vimp Theory of Metal Cutting 2Dokument100 SeitenVimp Theory of Metal Cutting 2Harsh PawarNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- S500 Grade Steel SpecificationsDokument2 SeitenS500 Grade Steel SpecificationsSmriti Agarwalla100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- WPQTDokument10 SeitenWPQTnike_y2kNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- HT 521 84054 800 ENDokument5 SeitenHT 521 84054 800 ENEdward AguillónNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Vdocuments - MX - Customer Specification Specification Specification Specification Name RevisionDokument67 SeitenVdocuments - MX - Customer Specification Specification Specification Specification Name Revisionedgar50% (2)
- Inconel 82 PDFDokument1 SeiteInconel 82 PDFMiguel MorenoNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- A693-13 Standard Specification For Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDokument9 SeitenA693-13 Standard Specification For Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and Striptjt4779100% (2)
- Catalogue BK FinalDokument16 SeitenCatalogue BK Finalole kitiviNoch keine Bewertungen
- International Journal of Fatigue: SciencedirectDokument12 SeitenInternational Journal of Fatigue: SciencedirectKurra SrikanthNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Current Status of Iron Minerals in IndonesisDokument17 SeitenCurrent Status of Iron Minerals in IndonesisGVK RAONoch keine Bewertungen
- Easy Guide For Valve Material SelectionDokument17 SeitenEasy Guide For Valve Material Selectionامجد عباس حاجم بريديNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Module 2 - Rolling ProcessDokument51 SeitenModule 2 - Rolling Processarun t nNoch keine Bewertungen
- DNV AuditDokument2 SeitenDNV AuditDimitris NikouNoch keine Bewertungen
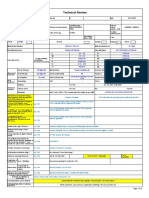
- Technical Review: (Minimum Score Required 75%)Dokument4 SeitenTechnical Review: (Minimum Score Required 75%)Deepak HoleNoch keine Bewertungen
- SMS at - A - Glance - 2013EDokument16 SeitenSMS at - A - Glance - 2013ESUNILNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Ahss Guidelines V 23Dokument113 SeitenAhss Guidelines V 23Radesh VangipuramNoch keine Bewertungen
- Ficha Tecnica de SF3015H-4000WDokument19 SeitenFicha Tecnica de SF3015H-4000WOscar FlorezNoch keine Bewertungen
- GoldsmithDokument7 SeitenGoldsmithKamala VermaNoch keine Bewertungen
- HAZ HardnessDokument7 SeitenHAZ HardnessAnshuman RoyNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Comaparação A572 G50-A992Dokument4 SeitenComaparação A572 G50-A992Tiago CastelaniNoch keine Bewertungen
- Special Report CHINA FOUNDRY The Role AnDokument12 SeitenSpecial Report CHINA FOUNDRY The Role AnSUNDRAMNAGANoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)