Das könnte Ihnen auch gefallen
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoVon EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoBewertung: 5 von 5 Sternen5/5 (1)
- GALVANOPLASTIADokument24 SeitenGALVANOPLASTIAuriel suyoNoch keine Bewertungen
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAVon EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANoch keine Bewertungen
- Soldadura ExotA Rmica CadweldDokument20 SeitenSoldadura ExotA Rmica CadweldSegundo Hipolito Yovera ToctoNoch keine Bewertungen
- PVD PeliculasDokument55 SeitenPVD PeliculasCasandra GarciaNoch keine Bewertungen
- Unidad 7 GalvanoplastíaDokument31 SeitenUnidad 7 GalvanoplastíaJose Manuel Alcos AguilarNoch keine Bewertungen
- Recubrimientos TermorrociadosDokument48 SeitenRecubrimientos TermorrociadosJulio Miguel Carrillo PalmaNoch keine Bewertungen
- Unidad 11 Galvanoplastía PDFDokument31 SeitenUnidad 11 Galvanoplastía PDFMichael Angel Ticlla MartinezNoch keine Bewertungen
- SOLDADURA ELECTRICA MANUAL (SMAW) - SoldaDokument99 SeitenSOLDADURA ELECTRICA MANUAL (SMAW) - Soldacristhian peñaNoch keine Bewertungen
- Hornos de Fusión Por InducciónDokument17 SeitenHornos de Fusión Por InducciónMayra FernándezNoch keine Bewertungen
- Informe Soldadura Por ExplosiónDokument7 SeitenInforme Soldadura Por ExplosiónSebastián VillacísNoch keine Bewertungen
- Practica Sesion 7 Grupo 9Dokument9 SeitenPractica Sesion 7 Grupo 9lesli atencioNoch keine Bewertungen
- EndurecimientoDokument24 SeitenEndurecimientoFrancisco ResendizNoch keine Bewertungen
- Métodos AnticorrosivosDokument5 SeitenMétodos AnticorrosivosHayram PatracaNoch keine Bewertungen
- Cobrizado, Anodizado, PavonadoDokument7 SeitenCobrizado, Anodizado, PavonadoJosue LopezNoch keine Bewertungen
- Proceso de Cobreado o Bronceado A Alta Temperatura de Aceros Al CarbonoDokument10 SeitenProceso de Cobreado o Bronceado A Alta Temperatura de Aceros Al CarbonoCristian Vera100% (1)
- Preguntas de Rociado TérmicoDokument4 SeitenPreguntas de Rociado TérmicoManuel OcolaNoch keine Bewertungen
- REVENIDO - Documentos de GoogleDokument3 SeitenREVENIDO - Documentos de GoogleScarleth GafaroNoch keine Bewertungen
- Tratamiento Termico Por InducciónDokument5 SeitenTratamiento Termico Por InducciónRaybert MartinezNoch keine Bewertungen
- Electodos RevestidosDokument13 SeitenElectodos Revestidossepe00Noch keine Bewertungen
- Deber Recubrimientos MetálicosDokument4 SeitenDeber Recubrimientos MetálicosErickGonzalezFranco100% (1)
- Plateado ElectrolíticoDokument17 SeitenPlateado ElectrolíticoDistrok Uchiha40% (5)
- Practicas 5 DDokument9 SeitenPracticas 5 DJose MarquezNoch keine Bewertungen
- Recubrimientos ElectrolíticosDokument7 SeitenRecubrimientos ElectrolíticosMendoza MVNoch keine Bewertungen
- ElectrodosDokument16 SeitenElectrodososcar.jazz71100% (1)
- Esquema Tema 10 PPRDokument8 SeitenEsquema Tema 10 PPRCristina ArmendárizNoch keine Bewertungen
- Cuestionario TTTDokument13 SeitenCuestionario TTTKevin OlazabalNoch keine Bewertungen
- Informe GalvanizaciónDokument7 SeitenInforme GalvanizaciónJordan SolísNoch keine Bewertungen
- Recubrimientos SuperficialesDokument41 SeitenRecubrimientos Superficialescarlitos_peruanoNoch keine Bewertungen
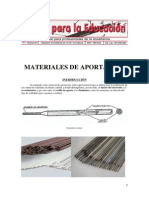
- Material de AportacionDokument14 SeitenMaterial de AportacionJuan Manuel Gil FerreiraNoch keine Bewertungen
- Recubrimientos MetálicosDokument14 SeitenRecubrimientos MetálicosMarisa MojicaNoch keine Bewertungen
- Recubrimiento SuperficialDokument30 SeitenRecubrimiento SuperficialReyser TarquiNoch keine Bewertungen
- Horno de Arco ElectricoDokument18 SeitenHorno de Arco ElectricoMishell Huaman Mendoza67% (3)
- Tema III TermorrociadoDokument68 SeitenTema III TermorrociadoLinda GilNoch keine Bewertungen
- Recubrimientos ElectroliticosDokument30 SeitenRecubrimientos ElectroliticosMIRNANoch keine Bewertungen
- METALURGÍADokument5 SeitenMETALURGÍAJorge David Mendoza CanolesNoch keine Bewertungen
- Unidad 3-Procesos de UnionDokument87 SeitenUnidad 3-Procesos de UnionAnthony OlanoNoch keine Bewertungen
- Riesgos Laborales en Los Trabajos de SoldaduraDokument29 SeitenRiesgos Laborales en Los Trabajos de SoldaduraJohanNoch keine Bewertungen
- Tratamientos SuperficialesDokument4 SeitenTratamientos SuperficialesBryan FavianNoch keine Bewertungen
- Soldadura Por Arco Manual Con Electrodo RevestidosDokument11 SeitenSoldadura Por Arco Manual Con Electrodo RevestidosfedreadicoNoch keine Bewertungen
- PAVONADODokument6 SeitenPAVONADOdonovanNoch keine Bewertungen
- Procesos de SoldaduraDokument16 SeitenProcesos de Soldaduraenriquez.marin.daniel.arturoNoch keine Bewertungen
- MotoresDokument50 SeitenMotoresDaniel SilvaNoch keine Bewertungen
- Examen Final de Siderurgia Edward Lujan PDFDokument16 SeitenExamen Final de Siderurgia Edward Lujan PDFEd LCNoch keine Bewertungen
- Preparación de Muestras MetálicasDokument6 SeitenPreparación de Muestras MetálicasDarwin Apaza LazarteNoch keine Bewertungen
- Apuntes MaterialesDokument7 SeitenApuntes MaterialesBrandon SoriaNoch keine Bewertungen
- Informe Baños Electroliticos Microfundicion y BoleoDokument34 SeitenInforme Baños Electroliticos Microfundicion y BoleoCristian CariNoch keine Bewertungen
- 4.1 Recubrimientos MetalicosDokument31 Seiten4.1 Recubrimientos MetalicosDonaji Rojas0% (1)
- MetalizacionDokument36 SeitenMetalizacionMiguel PérezNoch keine Bewertungen
- Galvanostegia y GalvanoplastiaDokument16 SeitenGalvanostegia y GalvanoplastiaMiguel Angel López NavarreteNoch keine Bewertungen
- Tecnologia de MaterialesDokument70 SeitenTecnologia de MaterialesJoseDonoso100% (1)
- MetalizadoDokument69 SeitenMetalizadojosé_garcía_79100% (5)
- Soldadura Por Haz de ElectronesDokument19 SeitenSoldadura Por Haz de ElectronesMartín Alberto Morales López100% (1)
- Manual de ElectrodosDokument15 SeitenManual de ElectrodosarmandochoqueNoch keine Bewertungen
- Soldadura 2.0Dokument22 SeitenSoldadura 2.0kamigolNoch keine Bewertungen
- ACERODokument15 SeitenACEROMishell Huaman Mendoza100% (1)
- Proceso de GalvanoplastiaDokument4 SeitenProceso de GalvanoplastiaJONATHAN SOTONoch keine Bewertungen
- Jerson MantenimientoDokument7 SeitenJerson MantenimientoJosé HurtadoNoch keine Bewertungen
- Materiales de AportaciónDokument11 SeitenMateriales de AportaciónRodrigo Andre Valdivia PintoNoch keine Bewertungen
- Resumen Soldadura y Corte MecanicoDokument5 SeitenResumen Soldadura y Corte MecanicoWillian AlvarezNoch keine Bewertungen
- Entrevistas A ProfundidadDokument3 SeitenEntrevistas A ProfundidadErick Oviedo VilcaNoch keine Bewertungen
- ArangoDokument8 SeitenArangoErick Oviedo VilcaNoch keine Bewertungen
- Value Stream MappingDokument1 SeiteValue Stream MappingErick Oviedo VilcaNoch keine Bewertungen
- E1.1. Automatización Industrial - 2016-IIDokument6 SeitenE1.1. Automatización Industrial - 2016-IIErick Oviedo VilcaNoch keine Bewertungen
- Acta 015 SEDokument13 SeitenActa 015 SEErick Oviedo VilcaNoch keine Bewertungen
- Separacion Por CuñaDokument38 SeitenSeparacion Por CuñaErick Oviedo VilcaNoch keine Bewertungen
- Hoja Tecnica GloriaDokument3 SeitenHoja Tecnica GloriaGianella Sullon DomiinguezNoch keine Bewertungen
- Uniones MecacanicasDokument20 SeitenUniones MecacanicasErick Oviedo VilcaNoch keine Bewertungen
- Corrientes Electricas Aplicadas en ElectroesteticaDokument22 SeitenCorrientes Electricas Aplicadas en ElectroesteticaSimón Antoine DumettNoch keine Bewertungen
- AutorizacionDokument1 SeiteAutorizacionMarta❤️?Noch keine Bewertungen
- Semana 3 PDFDokument15 SeitenSemana 3 PDFYera Jade Espinoza HerreraNoch keine Bewertungen
- PRACTICA 5 Analisis FilogeneticoDokument5 SeitenPRACTICA 5 Analisis FilogeneticoJorge RieraNoch keine Bewertungen
- ANEXO 5 Requisitos para Presentación de Respaldos Por Servicio de Salud MSCDokument15 SeitenANEXO 5 Requisitos para Presentación de Respaldos Por Servicio de Salud MSCJorge Alejandro Lopez UrculloNoch keine Bewertungen
- Pa KR+19 1 A 3kvaDokument3 SeitenPa KR+19 1 A 3kvaCarlos PáezNoch keine Bewertungen
- 2° LEY DE CONCURSOS Y QUIEBRAS. Tomo 2. Marcelo GebhardtDokument530 Seiten2° LEY DE CONCURSOS Y QUIEBRAS. Tomo 2. Marcelo GebhardtNorberto Eduardo VacaNoch keine Bewertungen
- REPORTE PRACTICA No. 3 TRAZO DE CURVA TOPO 2Dokument18 SeitenREPORTE PRACTICA No. 3 TRAZO DE CURVA TOPO 2Alan Vasquéz DardónNoch keine Bewertungen
- S (19) - Circunferencia WordDokument14 SeitenS (19) - Circunferencia WordMiguel CapchaNoch keine Bewertungen
- Ensayo Sobre La Propiedad, Las Formas de Adquirirla.y Su Importancia en GuatemalaDokument3 SeitenEnsayo Sobre La Propiedad, Las Formas de Adquirirla.y Su Importancia en Guatemalavictor gonzalezNoch keine Bewertungen
- Taller 03-U1 - Tipo ADokument2 SeitenTaller 03-U1 - Tipo ABrunno Bernaola riveraNoch keine Bewertungen
- El Libro de La ReflexologíaDokument329 SeitenEl Libro de La ReflexologíaJacinto Luque Aguilar100% (31)
- ACEROSDokument1 SeiteACEROSneron876Noch keine Bewertungen
- El Modelo de Regresión Lineal Clásico Con Dos VariablesDokument18 SeitenEl Modelo de Regresión Lineal Clásico Con Dos VariablesKevo Pérez GarcíaNoch keine Bewertungen
- Ley 9 2007 LAJADokument34 SeitenLey 9 2007 LAJASilvia Ramírez DivaretNoch keine Bewertungen
- CB - Sìlabo Fìsica General - Asignaturas Implementadas 2021-1Dokument12 SeitenCB - Sìlabo Fìsica General - Asignaturas Implementadas 2021-1Cristhian Barnald STNoch keine Bewertungen
- Áreas Protegidas - ResueltoDokument8 SeitenÁreas Protegidas - ResueltoAndreita Abril BrionesNoch keine Bewertungen
- TAPENTADOLDokument17 SeitenTAPENTADOLJeniffer Baque HidalgoNoch keine Bewertungen
- Unidad 1 y 2 Marco LegalDokument12 SeitenUnidad 1 y 2 Marco Legalalphamoron51Noch keine Bewertungen
- El MultimetroDokument5 SeitenEl Multimetrodaniel pajaresNoch keine Bewertungen
- Programación IESSV 2018-19 1º ASIR (Tardes) - Implantación de Sistemas OperativosDokument25 SeitenProgramación IESSV 2018-19 1º ASIR (Tardes) - Implantación de Sistemas OperativosLuis FontalbanNoch keine Bewertungen
- Homero Cuevas - Teoría Económica Del MercadoDokument223 SeitenHomero Cuevas - Teoría Económica Del MercadoDaniela MartinNoch keine Bewertungen
- Room and PillarDokument5 SeitenRoom and PillarDakini Zecevich100% (1)
- Cuadro AnalisisDokument4 SeitenCuadro AnalisisOrlando RubenNoch keine Bewertungen
- Tecnicas Aplicadas A Las PinzasDokument13 SeitenTecnicas Aplicadas A Las PinzasMargarita Lopez Barrionuevo100% (3)
- Reiterativo para Que Realice Su Descargo El QuejadoDokument2 SeitenReiterativo para Que Realice Su Descargo El QuejadoedgarNoch keine Bewertungen
- Los Ejercicios PsicoprofilaxisDokument15 SeitenLos Ejercicios PsicoprofilaxisBi PalNoch keine Bewertungen
- Cartograma Completo PDFDokument6 SeitenCartograma Completo PDFLuis Leiva MorantesNoch keine Bewertungen
- Etica y Deontologia ProfesionalDokument6 SeitenEtica y Deontologia ProfesionalCricel MarinNoch keine Bewertungen
- Bases Programáticas Tomas VodanovicDokument20 SeitenBases Programáticas Tomas VodanovicSergio ToroNoch keine Bewertungen