Das könnte Ihnen auch gefallen
- Ejemplo Completo Darma ConsultingDokument139 SeitenEjemplo Completo Darma ConsultingImelda Ramirez83% (12)
- Practica 6 de Quimica AnalíticaDokument7 SeitenPractica 6 de Quimica AnalíticaItzel Renata Montalvo AvendañoNoch keine Bewertungen
- Cinética de La Descomposición Del Peróxido de HidrógenoDokument9 SeitenCinética de La Descomposición Del Peróxido de Hidrógenoeters100% (1)
- Hidrodesalquilacion Del Tolueno para Obtener BencenoDokument8 SeitenHidrodesalquilacion Del Tolueno para Obtener Bencenomari100% (1)
- Practica #2 DIFUSIVIDADDokument10 SeitenPractica #2 DIFUSIVIDADFreddie Roland PinchiNoch keine Bewertungen
- Caso Justo y BuenoDokument7 SeitenCaso Justo y BuenoDani CastroNoch keine Bewertungen
- Tarea Semana 2 Contabilidad Superior IDokument8 SeitenTarea Semana 2 Contabilidad Superior IGissel ContrerasNoch keine Bewertungen
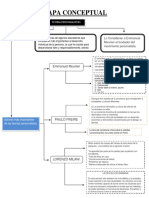
- Redaccion Mapa ConceptualDokument1 SeiteRedaccion Mapa Conceptualenzo100% (1)
- La Dieta Anti DukanDokument75 SeitenLa Dieta Anti DukanMiryam Muñoz100% (1)
- Ejercicio 7,2 SeaderDokument15 SeitenEjercicio 7,2 SeaderAndruws OrellanaNoch keine Bewertungen
- Practica 2 Reactores QuimicosDokument21 SeitenPractica 2 Reactores QuimicosAllan HernandezNoch keine Bewertungen
- Reacción FentonDokument12 SeitenReacción Fentonjose luis fernandezNoch keine Bewertungen
- Taller Reacciones QuímicasDokument9 SeitenTaller Reacciones QuímicasSebastian PedrozoNoch keine Bewertungen
- sc2c07203 Si 001Dokument18 Seitensc2c07203 Si 001Yemey Quispe ParedesNoch keine Bewertungen
- Simulación Reactor Flujo PistónDokument8 SeitenSimulación Reactor Flujo PistónAzaMaldonadoNoch keine Bewertungen
- RefractometríaDokument5 SeitenRefractometríabrendads89Noch keine Bewertungen
- Práctica 1 - Equipo 5Dokument18 SeitenPráctica 1 - Equipo 5Cristian LopezNoch keine Bewertungen
- Reporte 1-2Dokument22 SeitenReporte 1-2Diego VelascoNoch keine Bewertungen
- Universidad Autónoma de CoahuilaDokument3 SeitenUniversidad Autónoma de CoahuilaToramaru UtsunomiyaNoch keine Bewertungen
- Psicrometria Final1Dokument7 SeitenPsicrometria Final1Yeison HuarachaNoch keine Bewertungen
- Transferencia de Calor - 1Dokument18 SeitenTransferencia de Calor - 1saraNoch keine Bewertungen
- EsquemasDokument20 SeitenEsquemasRoberto Rasgado MarroquinNoch keine Bewertungen
- Etapas Teoricas y Reales PDFDokument15 SeitenEtapas Teoricas y Reales PDFjudithNoch keine Bewertungen
- Informe de Laboratorio TICSEDokument13 SeitenInforme de Laboratorio TICSEBeatriz Ticse Cueva0% (1)
- TALLER1 - Gomez R Estefania - Medina G Tatiana HDokument9 SeitenTALLER1 - Gomez R Estefania - Medina G Tatiana HTatiana MedinaNoch keine Bewertungen
- Simulación de Procesos - U1Dokument7 SeitenSimulación de Procesos - U1Joseph Garcíe CNoch keine Bewertungen
- Practica 1..Dokument15 SeitenPractica 1..ParcoNoch keine Bewertungen
- Oxidacion Del Yoduro Con Peroxido de Hidrogeno PDFDokument8 SeitenOxidacion Del Yoduro Con Peroxido de Hidrogeno PDFAndrew SilvaNoch keine Bewertungen
- Tp3-Equilibrio Quimico MPJMCDokument4 SeitenTp3-Equilibrio Quimico MPJMCMaría Paula Monsalves CartesNoch keine Bewertungen
- Informe 3 AmbientalDokument22 SeitenInforme 3 AmbientalrendakianNoch keine Bewertungen
- Reporte 8 Equilibrio QuímicoDokument20 SeitenReporte 8 Equilibrio QuímicoJose Antonio VazquezNoch keine Bewertungen
- P2 - Reactor PFR No IsotérmicoDokument3 SeitenP2 - Reactor PFR No IsotérmicoSebas de la TorreNoch keine Bewertungen
- Practica4cte - Deenfriamiento 28321Dokument5 SeitenPractica4cte - Deenfriamiento 28321Eloy ChoqueNoch keine Bewertungen
- Certamen 2 (T2C2XY132) PDFDokument5 SeitenCertamen 2 (T2C2XY132) PDFweonsitoNoch keine Bewertungen
- Examen 2Dokument18 SeitenExamen 2Angélica GarcíaNoch keine Bewertungen
- Informe 6.1Dokument12 SeitenInforme 6.1KEVIN HUAMANNoch keine Bewertungen
- Tubos ConcentricosDokument15 SeitenTubos ConcentricosCristina LopezNoch keine Bewertungen
- Practica EspectrometríaDokument8 SeitenPractica EspectrometríaQuesito MininoNoch keine Bewertungen
- Equilibrio Liquido-Vapor de Una Mezcla BinariaDokument15 SeitenEquilibrio Liquido-Vapor de Una Mezcla BinariaCarolina Devia GomezNoch keine Bewertungen
- Reporte Indice de Refraccion Fico 2Dokument7 SeitenReporte Indice de Refraccion Fico 2Leonardo ValdiviaNoch keine Bewertungen
- Reporte 5 Lem 3 Flujo CruzadoDokument13 SeitenReporte 5 Lem 3 Flujo CruzadoAdanJimenez100% (1)
- Semana 7Dokument5 SeitenSemana 7renatoNoch keine Bewertungen
- Practica 1: Determinación Experimental de La Presión de Vapor de Un Líquido PuroDokument10 SeitenPractica 1: Determinación Experimental de La Presión de Vapor de Un Líquido PuroEloisa InfiniteNoch keine Bewertungen
- Voltametría Cíclica en Electrodos SólidosDokument10 SeitenVoltametría Cíclica en Electrodos SólidosFercho Rojas RamosNoch keine Bewertungen
- Efecto de La Temperatura en La Estimación de La Difusividad Másica Mediante La Ley de FickDokument9 SeitenEfecto de La Temperatura en La Estimación de La Difusividad Másica Mediante La Ley de Fickadrian3baqueNoch keine Bewertungen
- Reporte 7 CineticaDokument13 SeitenReporte 7 CineticaGiovanni100% (2)
- CineticaDokument9 SeitenCineticaALONDRA MIRANDA ZUÑIGANoch keine Bewertungen
- Informe Calor N°3Dokument16 SeitenInforme Calor N°3FlaubertTorresPalominoNoch keine Bewertungen
- Felder 9.27 HarlyDokument10 SeitenFelder 9.27 HarlyKike SalasNoch keine Bewertungen
- Intercambiadores de CalorDokument26 SeitenIntercambiadores de CalorJeank TeheranNoch keine Bewertungen
- PRACTICA 7 - P de Vapor - 2IV2Dokument9 SeitenPRACTICA 7 - P de Vapor - 2IV2Paulina MontielNoch keine Bewertungen
- D06 Practica 2 LCRRDokument6 SeitenD06 Practica 2 LCRRMARCO ANTONIO FLORES BRISENONoch keine Bewertungen
- Result A DosDokument12 SeitenResult A DosErick ZavaletaNoch keine Bewertungen
- Informe #3 - Ventilador CentrifugoDokument10 SeitenInforme #3 - Ventilador Centrifugotarazona levanoNoch keine Bewertungen
- Kevin Surichaqui - P01 T. Masa IDokument13 SeitenKevin Surichaqui - P01 T. Masa IruttNoch keine Bewertungen
- 3,4 DimetilhexanoDokument57 Seiten3,4 DimetilhexanoJorge MartinezNoch keine Bewertungen
- Informe 6 Final FisicoQuimicaDokument12 SeitenInforme 6 Final FisicoQuimicaSebastián GuerreroNoch keine Bewertungen
- 2-2019 Problemas de Introduccion Al Analisis de Datos de Velocidad PDFDokument14 Seiten2-2019 Problemas de Introduccion Al Analisis de Datos de Velocidad PDFAldo Jhared Ulloa Claure100% (1)
- Actividad de Agua y El Contenido de Agua en La DeshidrataciónDokument7 SeitenActividad de Agua y El Contenido de Agua en La DeshidrataciónGary Mijael laines rocaNoch keine Bewertungen
- Reporte Volumnes Molares ParcialesDokument10 SeitenReporte Volumnes Molares ParcialesKalalita PueblaNoch keine Bewertungen
- Determinación de Sólidos DisueltosDokument5 SeitenDeterminación de Sólidos DisueltosMartín TorresNoch keine Bewertungen
- Modelado fenomenológico del proceso de combustión por difusión diéselVon EverandModelado fenomenológico del proceso de combustión por difusión diéselNoch keine Bewertungen
- Ingeniería química. Soluciones a los problemas del tomo IVon EverandIngeniería química. Soluciones a los problemas del tomo INoch keine Bewertungen
- Auditoria Ambiental PanguaDokument3 SeitenAuditoria Ambiental PanguaAndruws OrellanaNoch keine Bewertungen
- Reciclado de ZincDokument3 SeitenReciclado de ZincAndruws OrellanaNoch keine Bewertungen
- OrellanaS Prueba 1 Parcial2Dokument1 SeiteOrellanaS Prueba 1 Parcial2Andruws OrellanaNoch keine Bewertungen
- Gia de Lab 2Dokument3 SeitenGia de Lab 2Andruws OrellanaNoch keine Bewertungen
- Contaminacion Farmaceutica.Dokument6 SeitenContaminacion Farmaceutica.Andruws OrellanaNoch keine Bewertungen
- Orellana Stiven Oxidacion HierroDokument1 SeiteOrellana Stiven Oxidacion HierroAndruws OrellanaNoch keine Bewertungen
- Cuestionario Seguridad Primer ParcialDokument11 SeitenCuestionario Seguridad Primer ParcialAndruws OrellanaNoch keine Bewertungen
- Cuestionario Seguridad Primer ParcialDokument11 SeitenCuestionario Seguridad Primer ParcialAndruws OrellanaNoch keine Bewertungen
- Guia LixiviacionDokument14 SeitenGuia LixiviacionAndruws OrellanaNoch keine Bewertungen
- Hoja de Seguridad Jet A1Dokument18 SeitenHoja de Seguridad Jet A1carlos maciasNoch keine Bewertungen
- Universidad de Las Fuerzas Armadas Espe: Ingenieria PetroquímicaDokument8 SeitenUniversidad de Las Fuerzas Armadas Espe: Ingenieria PetroquímicaAndruws OrellanaNoch keine Bewertungen
- TRADUCCIÓN 1 53 Recuperado AutomáticamenteDokument26 SeitenTRADUCCIÓN 1 53 Recuperado AutomáticamenteAndruws OrellanaNoch keine Bewertungen
- Practica 28-10-2018Dokument21 SeitenPractica 28-10-2018Andruws OrellanaNoch keine Bewertungen
- Detergentes Informe.Dokument16 SeitenDetergentes Informe.Andruws OrellanaNoch keine Bewertungen
- Contaminacion Farmaceutica.Dokument5 SeitenContaminacion Farmaceutica.Andruws OrellanaNoch keine Bewertungen
- Paper Resumen - Orellana StivenDokument3 SeitenPaper Resumen - Orellana StivenAndruws OrellanaNoch keine Bewertungen
- Cierre PatronalDokument4 SeitenCierre PatronalWily Diaz RodríguezNoch keine Bewertungen
- Cuautitlan IzcalliDokument1 SeiteCuautitlan IzcalliMarco antonio vazquez riosNoch keine Bewertungen
- Alexander FlemingDokument4 SeitenAlexander FlemingMarisabel BozaNoch keine Bewertungen
- Proyecto de Vida.Dokument3 SeitenProyecto de Vida.Daniel Esteban Cardenas VeraNoch keine Bewertungen
- Personalidad Del AnticristoDokument7 SeitenPersonalidad Del AnticristoJulio ProzzaglioNoch keine Bewertungen
- Actividades de Refuerzo Grado 11Dokument3 SeitenActividades de Refuerzo Grado 11Karol YisethNoch keine Bewertungen
- InvestigacionDokument37 SeitenInvestigacionEmmanuel CruzNoch keine Bewertungen
- Gaseta de El SalvadorDokument204 SeitenGaseta de El SalvadorMarco AlvarezNoch keine Bewertungen
- Candidato de APP Tiene 14 Procesos en La Fiscalía y Uno Es Por Lavado de Activos Proveniente Del NarcotráficoDokument1 SeiteCandidato de APP Tiene 14 Procesos en La Fiscalía y Uno Es Por Lavado de Activos Proveniente Del NarcotráficoGiovanna CastañedaNoch keine Bewertungen
- Clase 9 y 10. Operadores Lógicos. Reglas de InferenciaDokument92 SeitenClase 9 y 10. Operadores Lógicos. Reglas de InferenciaMia AvegnoNoch keine Bewertungen
- 10 Especies Extintas Por El Hombre en El Siglo XXDokument5 Seiten10 Especies Extintas Por El Hombre en El Siglo XXmultiservicios norexNoch keine Bewertungen
- PM-GDR Gestión de RiesgosDokument7 SeitenPM-GDR Gestión de RiesgosLucero PeñaNoch keine Bewertungen
- Cartas Evidencia MiladysDokument6 SeitenCartas Evidencia Miladysrecepcion chavanorteNoch keine Bewertungen
- API 608 vs. API 6D Comprensión de Las Diferencias en Los Estándares de Válvulas PDFDokument1 SeiteAPI 608 vs. API 6D Comprensión de Las Diferencias en Los Estándares de Válvulas PDFqy7bncw4rsNoch keine Bewertungen
- AVIANCADokument18 SeitenAVIANCADaniel ZapataNoch keine Bewertungen
- Asociación Española de Contabilidad y Administracion de EmpresasDokument18 SeitenAsociación Española de Contabilidad y Administracion de EmpresasJaime CorralNoch keine Bewertungen
- 2018-11-01 Harper's Bazaar - MexicoDokument232 Seiten2018-11-01 Harper's Bazaar - MexicoAnonymous HMjZknrrunNoch keine Bewertungen
- Manuscrito Señor Manda Obreros A Tu MiesDokument10 SeitenManuscrito Señor Manda Obreros A Tu MiesRuben TelloNoch keine Bewertungen
- Tarea Academica 1 - Derecho EmpresarialDokument3 SeitenTarea Academica 1 - Derecho EmpresarialMatias PadillaNoch keine Bewertungen
- Mac Tema 3Dokument4 SeitenMac Tema 3gabriela castroNoch keine Bewertungen
- Trabajo de KaqchikelDokument9 SeitenTrabajo de KaqchikelJesua Perez100% (1)
- Mecanismosdelahipertensionarterial 140806001121 Phpapp01Dokument22 SeitenMecanismosdelahipertensionarterial 140806001121 Phpapp01Marlen FedericoNoch keine Bewertungen
- Examen 1Dokument66 SeitenExamen 1Alejandro Restrepo SanchezNoch keine Bewertungen
- Aspectos Relevantes de La Crisis EconomicaDokument8 SeitenAspectos Relevantes de La Crisis EconomicaTwisterEnlaceNoch keine Bewertungen
- Aventura Hacia La Edad VirilDokument109 SeitenAventura Hacia La Edad Virilhumberto martinezNoch keine Bewertungen